You might also like
- JSN QM01品質手冊 (11272017V05) PDFDocument31 pagesJSN QM01品質手冊 (11272017V05) PDF張顥嚴100% (2)
- 2010 China GMP English TranslationDocument115 pages2010 China GMP English TranslationmaikaNo ratings yet
- UntitledDocument47 pagesUntitledSamuel ChenNo ratings yet
- 中国2010版GMP完整版 (11个附录) - 简化 v2Document157 pages中国2010版GMP完整版 (11个附录) - 简化 v2Yanshi DongNo ratings yet
- 医疗器械生产质量管理规范现场检查指导原则Document12 pages医疗器械生产质量管理规范现场检查指导原则laiguanghongNo ratings yet
- Images DocAnnex 2015 11 18Document44 pagesImages DocAnnex 2015 11 18liaoxiaoyuerNo ratings yet
- BRC審核認證程序Document17 pagesBRC審核認證程序sam HuangNo ratings yet
- 101601 iso22000食品安全管理手册Document17 pages101601 iso22000食品安全管理手册vsfchanNo ratings yet
- 3-36 附件1:医疗器械生产质量管理规范现场检查指导原则 PDFDocument11 pages3-36 附件1:医疗器械生产质量管理规范现场检查指导原则 PDF王勋No ratings yet
- 新药研发生产技术转移指导原则Document9 pages新药研发生产技术转移指导原则samsonguoNo ratings yet
- 5产品质量回顾Document72 pages5产品质量回顾van roadmanNo ratings yet
- Get FileDocument58 pagesGet Filehunting.chenNo ratings yet
- TQF 飲料工廠專則Document48 pagesTQF 飲料工廠專則張奕晨No ratings yet
- 密閉容器包裝食品殺菌管理手冊電子檔Document41 pages密閉容器包裝食品殺菌管理手冊電子檔張雅玟No ratings yet
- HACCPDocument14 pagesHACCPSotiris KourosNo ratings yet
- 8 IATF16949 2016汽车行业质量管理体系标准Document46 pages8 IATF16949 2016汽车行业质量管理体系标准cong daNo ratings yet
- GHP產業自我學習教材Document117 pagesGHP產業自我學習教材sinhanc97No ratings yet
- 20160520054748283Document26 pages20160520054748283Maria SalazarNo ratings yet
- 市售包裝食品有效日期評估指引102 04 24Document12 pages市售包裝食品有效日期評估指引102 04 24Carol LinNo ratings yet
- Norm en Chino 2 Parte ScribdDocument31 pagesNorm en Chino 2 Parte ScribdAlfredo ArroyoNo ratings yet
- SH-FYG-3液体灌装机再验证方案 2Document5 pagesSH-FYG-3液体灌装机再验证方案 2ArnoldNo ratings yet
- CMCHK - Data Integrity and SafetyDocument38 pagesCMCHK - Data Integrity and SafetymarkuslungNo ratings yet
- 2017年矿用产品工厂质量保证能力 PDFDocument12 pages2017年矿用产品工厂质量保证能力 PDFAnonymous NrpZcWhDtMNo ratings yet
- 205 OK管理评审程序Document7 pages205 OK管理评审程序Dean ReinNo ratings yet
- 體外診斷醫療器材查驗登記須知Document13 pages體外診斷醫療器材查驗登記須知羅晟展No ratings yet
- 醫療器材品質管理系統準則條文Document34 pages醫療器材品質管理系統準則條文陳加涓No ratings yet
- China Quality Manual RequirementDocument6 pagesChina Quality Manual Requirementarbor02No ratings yet
- 基于风险的药品上市后变更现场检查要点 黎依娴Document3 pages基于风险的药品上市后变更现场检查要点 黎依娴lewis liNo ratings yet
- URS - IQ - OQ - PQ 制药设备 URS、IQ、OQ 和 PQ 的组织和连接Document9 pagesURS - IQ - OQ - PQ 制药设备 URS、IQ、OQ 和 PQ 的组织和连接唐惠琪No ratings yet
- 医疗器械生产质量管理规范独立软件现场检查指导原则Document12 pages医疗器械生产质量管理规范独立软件现场检查指导原则laiguanghongNo ratings yet
- 機械完整性管理程序參考手冊 定稿Document25 pages機械完整性管理程序參考手冊 定稿何誠育No ratings yet
- ISO13485 2016标准体系培训 (114页)Document115 pagesISO13485 2016标准体系培训 (114页)Yun Fung YAPNo ratings yet
- 142. COOEC-QHSE-09-R01 海洋石油工程股份有限公司 领导干部现场巡视检查及现场人员质量健康安全环保检查管理细则 (2022-1)Document10 pages142. COOEC-QHSE-09-R01 海洋石油工程股份有限公司 领导干部现场巡视检查及现场人员质量健康安全环保检查管理细则 (2022-1)张睿超No ratings yet
- 检验作业指导书Document9 pages检验作业指导书HoKiLa liuNo ratings yet
- 检验作业指导书Document9 pages检验作业指导书Bau2NineNo ratings yet
- 食品良好衛生規範準則修正草案條文對照表 核定版 PDFDocument75 pages食品良好衛生規範準則修正草案條文對照表 核定版 PDFCh LiuNo ratings yet
- Haccp 计划Document38 pagesHaccp 计划Alejandro CarreraNo ratings yet
- 浅析医疗器械设计开发质量控制 (下)Document3 pages浅析医疗器械设计开发质量控制 (下)605706503No ratings yet
- ISO 11135環氧乙烷滅菌需求Document4 pagesISO 11135環氧乙烷滅菌需求Yumei KuoNo ratings yet
- 保健食品功能检验与评价技术指导原则(2023 年版)Document7 pages保健食品功能检验与评价技术指导原则(2023 年版)lwh19910629No ratings yet
- MF 21Document23 pagesMF 21hawlihNo ratings yet
- 浅谈制药设备的清洁验证 PDFDocument2 pages浅谈制药设备的清洁验证 PDFwindli2014No ratings yet
- ISO 9001:2015品質管理系統條文Document18 pagesISO 9001:2015品質管理系統條文Cal WongNo ratings yet
- 生物制品上市后变更的药学可比性研究¿Document3 pages生物制品上市后变更的药学可比性研究¿HECHUANNo ratings yet
- ISO22000 - 2018 Ê Æ ° È ÜÀíÌåÏ SGSÄÚ ¿ - Òë ÅDocument31 pagesISO22000 - 2018 Ê Æ ° È ÜÀíÌåÏ SGSÄÚ ¿ - Òë ÅBling Bling BombNo ratings yet
- Cooksafe ChineseDocument47 pagesCooksafe ChineseJeroen MattheeNo ratings yet
- HSE管理培训Document77 pagesHSE管理培训Tom TaoNo ratings yet
- FES手册Document26 pagesFES手册cong daNo ratings yet
- Chapter 2Document7 pagesChapter 2蔡瀚陞No ratings yet
- 4 药品检查员现场检查评估管理规程1 0Document18 pages4 药品检查员现场检查评估管理规程1 066492334No ratings yet
- 227 OK不合格品控制程序(石油化剂厂)Document5 pages227 OK不合格品控制程序(石油化剂厂)Dean ReinNo ratings yet
- 13485-2016 Internal Auditor TrainingDocument181 pages13485-2016 Internal Auditor TrainingzhibinupNo ratings yet
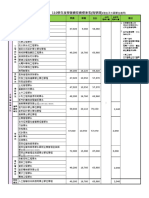
- 品質計畫書檢查重點表 (100萬至1000萬)Document3 pages品質計畫書檢查重點表 (100萬至1000萬)林麥多No ratings yet
- Mt Ms 001 进货检验管理制度Document13 pagesMt Ms 001 进货检验管理制度laiguanghongNo ratings yet
- 清洁验证技术及应用技术指南(征求意见稿)Document70 pages清洁验证技术及应用技术指南(征求意见稿)66492334No ratings yet
- 精益生产(4-3)~改善技术之现场质量管理Document17 pages精益生产(4-3)~改善技术之现场质量管理同道文档中心100% (1)
- 181108(试行)广东省医疗器械注册人生产质量管理体系实施指南的通告 (2018年第7号)Document16 pages181108(试行)广东省医疗器械注册人生产质量管理体系实施指南的通告 (2018年第7号)王勋No ratings yet
- 表2 质量检查表格Document4 pages表2 质量检查表格Zhe WangNo ratings yet
- RBT214 2017检验检测机构资质认定Document16 pagesRBT214 2017检验检测机构资质认定Anonymous RUc6HsNo ratings yet
- 一年级科学PART 2Document16 pages一年级科学PART 2YEE JIA YIN MoeNo ratings yet
- 《一九八四》中的男性中心论Document9 pages《一九八四》中的男性中心论仁俊李No ratings yet
- 2.逢甲大學 110學雜費收費標準表外國生、陸生Document7 pages2.逢甲大學 110學雜費收費標準表外國生、陸生殷振揚No ratings yet
- 五年级华文答案Document6 pages五年级华文答案CHA YEN NEE KPM-GuruNo ratings yet