You might also like
- PLC ExercisesDocument28 pagesPLC ExercisesMohamed Amine100% (1)
- Central Heating System PLC ProgramDocument28 pagesCentral Heating System PLC ProgramzoulouweNo ratings yet
- ECEg6223 Sample Exam PDFDocument5 pagesECEg6223 Sample Exam PDFGenet BekeleNo ratings yet
- PLC ExperimentDocument6 pagesPLC Experimentyttan1116No ratings yet
- Project 3 MotorDocument22 pagesProject 3 MotorJagadeesh k v JagadeeshNo ratings yet
- Automated Multilevel Car Parking System ProjectDocument21 pagesAutomated Multilevel Car Parking System ProjectOdhieNo ratings yet
- Conveyor Belt ControllerDocument8 pagesConveyor Belt Controllersd_projectmakerNo ratings yet
- AB PLC Module 1 NO NC Timer CounterDocument3 pagesAB PLC Module 1 NO NC Timer CounterSachin PnchlNo ratings yet
- AS380 Machine On-Site DebuggingDocument5 pagesAS380 Machine On-Site DebuggingTroubleshooting100% (1)
- Micro Controller Assignment 2 (All 24 From Shiva Prasad)Document88 pagesMicro Controller Assignment 2 (All 24 From Shiva Prasad)Shashank M ChanmalNo ratings yet
- Lecture Notes PLC - Unit IIDocument82 pagesLecture Notes PLC - Unit IIMo Imran100% (1)
- PLC Timers and Counters Lab: Heating Oven and Conveyor Counter ExamplesTITLEMore PLC Timer and Counter Examples: Dual Palm Buttons, Flashing Light, Buffer Control, and Stuck Cylinder DetectionDocument5 pagesPLC Timers and Counters Lab: Heating Oven and Conveyor Counter ExamplesTITLEMore PLC Timer and Counter Examples: Dual Palm Buttons, Flashing Light, Buffer Control, and Stuck Cylinder DetectionزهديابوانسNo ratings yet
- Minor AnswersDocument30 pagesMinor AnswersLinux ThingsNo ratings yet
- Practical File of PLC and SCADADocument17 pagesPractical File of PLC and SCADAvara prasadNo ratings yet
- List of Programs: Industrial Automation LabDocument8 pagesList of Programs: Industrial Automation LabBharath PulavarthiNo ratings yet
- Programmable Logic Controller (PLC) : By:-Vinod DeswalDocument82 pagesProgrammable Logic Controller (PLC) : By:-Vinod DeswalHellbuoy RontyNo ratings yet
- mplc manualDocument18 pagesmplc manualpanave3104No ratings yet
- PLC Lab ManualDocument28 pagesPLC Lab ManualrkNo ratings yet
- Örnek PLC ProgramlarıDocument28 pagesÖrnek PLC ProgramlarıBekir IşengerNo ratings yet
- Electrical Manual-APOLLO - 2014 - 00 PDFDocument270 pagesElectrical Manual-APOLLO - 2014 - 00 PDFAayushKumar33% (3)
- Apunte 10-7Document13 pagesApunte 10-7RA S RojasNo ratings yet
- Altronics CPU-2000 IOM 08-2002 PDFDocument29 pagesAltronics CPU-2000 IOM 08-2002 PDFSMcNo ratings yet
- ES4A1 Summer 2019Document16 pagesES4A1 Summer 2019Mohamed MohamudNo ratings yet
- PLC Basicsand Ladder Programming-2Document86 pagesPLC Basicsand Ladder Programming-2Ifradmanorama Papabeta2611No ratings yet
- TEE 5241 - PLC QuestionsDocument3 pagesTEE 5241 - PLC QuestionsWillard MusengeyiNo ratings yet
- CMD 2 ManualDocument30 pagesCMD 2 ManualAbdul Manan60% (5)
- Irtccstd 04Document13 pagesIrtccstd 04Bilal Ahmad100% (3)
- Sheetline Mini-Plc Standard Application: 1.1.1 Initial ConditionsDocument5 pagesSheetline Mini-Plc Standard Application: 1.1.1 Initial ConditionsManutenção Industrial MicroserviceNo ratings yet
- Micro Controller Washing Machine TimerDocument40 pagesMicro Controller Washing Machine TimerArjun Pratap Singh85% (20)
- IndustrialAutomation - FinalProject - CT12COA1Document8 pagesIndustrialAutomation - FinalProject - CT12COA1Chu Mạnh TuấnNo ratings yet
- TL TN DKLG - PLC - Rev20221127Document31 pagesTL TN DKLG - PLC - Rev20221127Nguyễn Quốc ToànNo ratings yet
- Chapter 8: PLC Programming Language - Basic InstructionsDocument57 pagesChapter 8: PLC Programming Language - Basic InstructionsNguyễn Tuấn HòaNo ratings yet
- PLC Programming Exercises for Logic Gates, Timers, CountersDocument4 pagesPLC Programming Exercises for Logic Gates, Timers, CountersUpkar Chandra0% (1)
- Time Delay Relay Module XY-J02: Product FeaturesDocument4 pagesTime Delay Relay Module XY-J02: Product FeaturesDaniel BauerNo ratings yet
- LEC 5 (Autosaved)Document60 pagesLEC 5 (Autosaved)Khalifa EltayebNo ratings yet
- PLC Basic Exercises For OmronDocument3 pagesPLC Basic Exercises For Omronraj3885No ratings yet
- 2.9 Timer Functions 2.9.1 On-Delay Timer: Timer No K1TDocument9 pages2.9 Timer Functions 2.9.1 On-Delay Timer: Timer No K1TNisar AhmedNo ratings yet
- Sheet 3 - PLC Programming Ladder DiagramsDocument5 pagesSheet 3 - PLC Programming Ladder DiagramsEsmail MahmoudNo ratings yet
- Electrical Manual of GSK980TDbDocument18 pagesElectrical Manual of GSK980TDbjavier medinaNo ratings yet
- PLC Lab ManualDocument34 pagesPLC Lab ManualDhiraj maliNo ratings yet
- Basic PLC Ladder Batch Process Control in 38 CharactersDocument4 pagesBasic PLC Ladder Batch Process Control in 38 CharactersRitesh SharmaNo ratings yet
- Devicenet FanucDocument58 pagesDevicenet FanucIbarra Aaron100% (1)
- Check The OLTC Position For Startup Condition On 9 Step Position. Closed 10BBA10GS001, 10BBA10GS010, 10BBA30GS001Document5 pagesCheck The OLTC Position For Startup Condition On 9 Step Position. Closed 10BBA10GS001, 10BBA10GS010, 10BBA30GS001jose Alberto uribe Minier100% (1)
- PLC Pneumatic Stamping CircuitDocument1 pagePLC Pneumatic Stamping CircuitChandra SekarNo ratings yet
- XC2002 Quick Start Guide - 1-2013Document31 pagesXC2002 Quick Start Guide - 1-2013Nuno Paiva92% (13)
- Calibrate Servo ValvesDocument2 pagesCalibrate Servo ValvesChidiebere Samuel OkogwuNo ratings yet
- Manual ATSC 1Document21 pagesManual ATSC 1gdiliogNo ratings yet
- PLC Manual: Diploma in Electrical & Electronics EnggDocument16 pagesPLC Manual: Diploma in Electrical & Electronics EnggAhmedsadatNo ratings yet
- PLC Tutorials on Mixing, Packaging, and Level ProcessesDocument7 pagesPLC Tutorials on Mixing, Packaging, and Level Processesmarshal galilee djitsa0% (2)
- Problems For Timer and CounterDocument6 pagesProblems For Timer and CounterHoàng Long LêNo ratings yet
- World Skill CompetitionDocument2 pagesWorld Skill Competitionchanchalla KumariNo ratings yet
- Program Siemens S7-200 PLC Ladder Logic for Temperature Conversion, Timers, Analog and Bit OperationsDocument12 pagesProgram Siemens S7-200 PLC Ladder Logic for Temperature Conversion, Timers, Analog and Bit OperationsCamarada Juan100% (1)
- Assignment 1Document5 pagesAssignment 1Karthik VyasNo ratings yet
- IADocument9 pagesIAVipul SharmaNo ratings yet
- FEE 512 Tutorial 1Document5 pagesFEE 512 Tutorial 1BILLYNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Electrical Correcting Elements in Automatic Control and Regulation CircuitsFrom EverandElectrical Correcting Elements in Automatic Control and Regulation CircuitsNo ratings yet
- NZ7 Series Automatic Transfer Switching Equipment: Ambient TemperatureDocument11 pagesNZ7 Series Automatic Transfer Switching Equipment: Ambient Temperaturefrank115No ratings yet
- DATASHEET MiniSKiiP SKIIP82AC12IT1Document2 pagesDATASHEET MiniSKiiP SKIIP82AC12IT1Don CauilaneNo ratings yet
- CT SizingDocument2 pagesCT Sizingswagata12345100% (1)
- TK6070iQ Series: Installation InstructionDocument2 pagesTK6070iQ Series: Installation InstructionAlbert Jiménez100% (1)
- Electric Drives - EPM 451 - Module1modifiedDocument68 pagesElectric Drives - EPM 451 - Module1modifiedasmrsamir5No ratings yet
- BGS OwnersManualDocument66 pagesBGS OwnersManualSoporte centralNo ratings yet
- Connector 2 ViasDocument2 pagesConnector 2 ViasJUAN PEREZNo ratings yet
- 06b - Relaying Fundamentals ANSI DEVICE CODES - r2Document2 pages06b - Relaying Fundamentals ANSI DEVICE CODES - r2Pool Martinez AlejandroNo ratings yet
- DIAC Characteristic TrainerDocument14 pagesDIAC Characteristic TrainersanNo ratings yet
- DiagramDocument23 pagesDiagramSabah100% (1)
- Photo Sensor 13Document4 pagesPhoto Sensor 13Gustavo David Martínez MedinaNo ratings yet
- Simulation and Tests On Surge Arresters in High-Voltage LaboratoryDocument5 pagesSimulation and Tests On Surge Arresters in High-Voltage LaboratoryM. REZA FEBRI PUTRANo ratings yet
- Introduction To Optical CommunicationDocument23 pagesIntroduction To Optical CommunicationMonika Sachan100% (2)
- Figure 1. Schematic Diagram of The IOT System: DigitalinputDocument5 pagesFigure 1. Schematic Diagram of The IOT System: DigitalinputCristian Măndică100% (2)
- BLDC Bypass BlowerDocument2 pagesBLDC Bypass BlowerJulio MendezNo ratings yet
- ACS800 IGBTSupplyFirmwareRevC PDFDocument86 pagesACS800 IGBTSupplyFirmwareRevC PDFMahlatse MarabaNo ratings yet
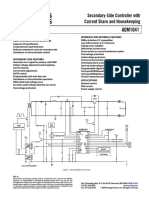
- Adm 1041Document64 pagesAdm 1041Isidro MendozaNo ratings yet
- Data BCC 650p-50Document3 pagesData BCC 650p-50Osanebi Chukwudi LuckyNo ratings yet
- AFHotline-Power Mirror Function Test 2286 HR-VDocument2 pagesAFHotline-Power Mirror Function Test 2286 HR-VRagnar W. ElianssonNo ratings yet
- Codigos de Falla (Mercedez)Document3 pagesCodigos de Falla (Mercedez)Juan Betancur OsorioNo ratings yet
- Ebt - Battery TechnologyDocument27 pagesEbt - Battery TechnologykuncoroNo ratings yet
- Ceramic Chip CapacitorsDocument21 pagesCeramic Chip CapacitorsEnkhbayar BadarchNo ratings yet
- UntitledDocument30 pagesUntitledYowgeyo OgdisinNo ratings yet
- CALMET TE30 Manual EN 2018-07Document69 pagesCALMET TE30 Manual EN 2018-07Yusrul DungomboNo ratings yet
- Adapted From The EMI Teaching Sequence by Jenaro Guisasola and Kristina ZuzaDocument3 pagesAdapted From The EMI Teaching Sequence by Jenaro Guisasola and Kristina ZuzaRoldan Ormilla50% (2)
- Resistance Temperature DetectorDocument2 pagesResistance Temperature DetectorAditi GuptaNo ratings yet
- Fs-Liex-22 - r1 Ex Fog Signal Sch-DoubleDocument1 pageFs-Liex-22 - r1 Ex Fog Signal Sch-DoubleOmkumar KSNo ratings yet
- IEEE STD C57.12.01-2020Document49 pagesIEEE STD C57.12.01-2020danfengye123No ratings yet
- Trojan T105Document2 pagesTrojan T105Gerardo BalboaNo ratings yet