You might also like
- Production of Biodiesel From Waste Cooking OilDocument5 pagesProduction of Biodiesel From Waste Cooking OilIJMERNo ratings yet
- Production of Biodiesel From Waste CookiDocument5 pagesProduction of Biodiesel From Waste CookiVedant BerdeNo ratings yet
- Research MethodologyDocument7 pagesResearch MethodologyFaghi Davi SNo ratings yet
- Biodiesel Production From Waste Cooking Oil PDFDocument6 pagesBiodiesel Production From Waste Cooking Oil PDFsuprithaNo ratings yet
- Biodiseal Cooked OilDocument4 pagesBiodiseal Cooked OildineshlathiaNo ratings yet
- 2009 Tint Tint Kywe - Production of Biodiesel From Jatropha Oil. - IntroducciionDocument7 pages2009 Tint Tint Kywe - Production of Biodiesel From Jatropha Oil. - IntroducciionArceo A HenryNo ratings yet
- Production of Biodiesel From Jatropha Oil (Jatropha Curcas) in Pilot PlantDocument7 pagesProduction of Biodiesel From Jatropha Oil (Jatropha Curcas) in Pilot PlantUswatun KhofifinNo ratings yet
- Methanolysis of Triglycerides Using Jatropha Oil and Koh CatalystDocument9 pagesMethanolysis of Triglycerides Using Jatropha Oil and Koh Catalysttoesin1No ratings yet
- Catalytic Esterification of Bio-Oil by Ion Exchange Resins (WANG Jin-Jiang, CHANG Jie, FAN Juan)Document5 pagesCatalytic Esterification of Bio-Oil by Ion Exchange Resins (WANG Jin-Jiang, CHANG Jie, FAN Juan)HappyNo ratings yet
- Acid and Base Catalyzed Transesterification of Animal Fats to BiodieselDocument8 pagesAcid and Base Catalyzed Transesterification of Animal Fats to BiodieselМуштрук михаилNo ratings yet
- Conversion of Waste Cooking Oil Into BiodieselDocument48 pagesConversion of Waste Cooking Oil Into BiodieselMUHAMMAD ADNANNo ratings yet
- Seminar ReportDocument15 pagesSeminar ReportDepepanshu MahajanNo ratings yet
- Optimization of Biodiesel and Biolubricant from Allamanda OilDocument5 pagesOptimization of Biodiesel and Biolubricant from Allamanda OilAbdullahi D. AbubakarNo ratings yet
- ManuscriptDocument5 pagesManuscriptAanshu SinghNo ratings yet
- Biodiesel from Eggshell CatalystDocument7 pagesBiodiesel from Eggshell CatalystTanjina azadNo ratings yet
- Kf/Cao Nanocatalyst For The Production of Biodiesel From Animal Fat Through Single-Step ProcessDocument3 pagesKf/Cao Nanocatalyst For The Production of Biodiesel From Animal Fat Through Single-Step ProcessSivakumarNo ratings yet
- Modeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking OilDocument10 pagesModeling, Analysis and Optimization For The Biodiesel Production Process From Waste Cooking Oilkivumbi AchileoNo ratings yet
- Biolubricant synthesis from waste cooking oilDocument6 pagesBiolubricant synthesis from waste cooking oilTomy Wijaya PutraNo ratings yet
- Biodiesel Production From Waste Cooking Oil Using Sulfuric Acid and Microwave Irradiation ProcessesDocument7 pagesBiodiesel Production From Waste Cooking Oil Using Sulfuric Acid and Microwave Irradiation ProcessesmetashriNo ratings yet
- Imp 2Document8 pagesImp 2Shivam PandyaNo ratings yet
- Synthesis of Biolubricants From Non Edible OilsDocument5 pagesSynthesis of Biolubricants From Non Edible OilsAnonymous kw8Yrp0R5rNo ratings yet
- Biodiesel from Rubber Seed Oil via EsterificationDocument7 pagesBiodiesel from Rubber Seed Oil via EsterificationThobroni AkbarNo ratings yet
- 7 - Spectral Properties Biodiesel, V.28, n.1, 2011Document5 pages7 - Spectral Properties Biodiesel, V.28, n.1, 2011Bolivian Journal of ChemistryNo ratings yet
- Optimisation - of - Biodiesel - Production - of - Black - Sold (2018)Document9 pagesOptimisation - of - Biodiesel - Production - of - Black - Sold (2018)septianaNo ratings yet
- Custard Apple Seed To FuelDocument6 pagesCustard Apple Seed To FuelAsif Akhtar100% (1)
- Saka, Et Al. (2) Without Using Any Catalyst. An Experiment Has Been Carried Out in The Batch-TypeDocument16 pagesSaka, Et Al. (2) Without Using Any Catalyst. An Experiment Has Been Carried Out in The Batch-TypeVinaya NaralasettyNo ratings yet
- Jurnal OkeDocument6 pagesJurnal OkeIlm NafsiNo ratings yet
- Bio DieselDocument9 pagesBio DieselKIRAN G RNo ratings yet
- Isopropanolysis of Cottonseed Oil To Biodiesel Via Potassium Hydroxide CatalystDocument6 pagesIsopropanolysis of Cottonseed Oil To Biodiesel Via Potassium Hydroxide CatalystPim NavaNo ratings yet
- A Clean Biodiesel Fuel Produced From Recycled Oils and Grease Trap Oils (BAQ 2002)Document6 pagesA Clean Biodiesel Fuel Produced From Recycled Oils and Grease Trap Oils (BAQ 2002)Teresa MataNo ratings yet
- Production of Biodiesel From Fish Waste and Characterization of Produced Biodiesel.Document9 pagesProduction of Biodiesel From Fish Waste and Characterization of Produced Biodiesel.Allan Zander Chris G. UrpinaNo ratings yet
- Diaz Et Al 2008Document7 pagesDiaz Et Al 2008Pedro Gerardo Trejo FloresNo ratings yet
- Selection of An Efficient Method of Biodiesel Production From Vegetable Oil Based On Fuel PropertiesDocument5 pagesSelection of An Efficient Method of Biodiesel Production From Vegetable Oil Based On Fuel PropertiesseventhsensegroupNo ratings yet
- Jurnal KatalisDocument4 pagesJurnal KatalisDella KarmilaNo ratings yet
- Transesterification of Esterified Mixed Oil For Biodiesel ProductionDocument10 pagesTransesterification of Esterified Mixed Oil For Biodiesel ProductionyohannesNo ratings yet
- Applied Energy: Fengxian Qiu, Yihuai Li, Dongya Yang, Xiaohua Li, Ping SunDocument6 pagesApplied Energy: Fengxian Qiu, Yihuai Li, Dongya Yang, Xiaohua Li, Ping Sunsureshm_raj5434No ratings yet
- Transesterification and Physical Properties of Fatty Acid Methyl Ester From Rubber Seed Oil.Document7 pagesTransesterification and Physical Properties of Fatty Acid Methyl Ester From Rubber Seed Oil.hanifahNo ratings yet
- Jurnal EkstraksiDocument5 pagesJurnal EkstraksiLukman VyatrawanNo ratings yet
- 1 s2.0 S0255270109000427 Main.27Document5 pages1 s2.0 S0255270109000427 Main.27luuphuongNo ratings yet
- 1 s2.0 S1877705816309894 MainDocument6 pages1 s2.0 S1877705816309894 MainJagathisswary SateeNo ratings yet
- Acid-Catalyzed Transesterification Reaction of Beef Tallow For Biodiesel Production by Factor VariationDocument4 pagesAcid-Catalyzed Transesterification Reaction of Beef Tallow For Biodiesel Production by Factor VariationAJER JOURNALNo ratings yet
- Optimization and Standardisation of Waste Cooking Oil Into BioDieselDocument3 pagesOptimization and Standardisation of Waste Cooking Oil Into BioDieselInternational Organization of Scientific Research (IOSR)No ratings yet
- 095 104Document10 pages095 104hongduc6No ratings yet
- Renewable Energy: Jerekias Gandure, Clever Ketlogetswe, Abraham TemuDocument7 pagesRenewable Energy: Jerekias Gandure, Clever Ketlogetswe, Abraham TemuLacramioara Iuliana VladulescuNo ratings yet
- Biodiesel Production Using Supercritical Methyl Acetate in A Tubular Packed Bed ReactorDocument7 pagesBiodiesel Production Using Supercritical Methyl Acetate in A Tubular Packed Bed ReactorVictor DiasNo ratings yet
- Aloe VeraDocument6 pagesAloe VeraTechnos_IncNo ratings yet
- Production of Biodiesel from Avocado Seed OilDocument6 pagesProduction of Biodiesel from Avocado Seed OilKhairi Maulida AzhariNo ratings yet
- Producing Biodiesel from Avocado SeedsDocument6 pagesProducing Biodiesel from Avocado SeedsAdilla PratiwiNo ratings yet
- Journal 27 1Document7 pagesJournal 27 1Anonymous ywnxrejPNo ratings yet
- In Situ Biodiesel Production From Residual Oil Recovered From Spent Bleaching EarthDocument6 pagesIn Situ Biodiesel Production From Residual Oil Recovered From Spent Bleaching EarthAgung SiswahyuNo ratings yet
- Production of Biodiesel From Mixed Waste Cooking and Castor OilDocument4 pagesProduction of Biodiesel From Mixed Waste Cooking and Castor OilyohannesNo ratings yet
- 931-Article Text-1480-1-10-20160816Document6 pages931-Article Text-1480-1-10-20160816TB Didi SupriadiNo ratings yet
- Candida 20%dose 28u.gDocument7 pagesCandida 20%dose 28u.goigenteNo ratings yet
- Biodiesel Production by Transesterification of Duck Oil With Methanol in The Presence of Alkali CatalystDocument4 pagesBiodiesel Production by Transesterification of Duck Oil With Methanol in The Presence of Alkali CatalystDavid Bayu WinarkoNo ratings yet
- Gassara Et AlDocument6 pagesGassara Et Almushtaq521No ratings yet
- Tugas AnaDocument8 pagesTugas AnaSelviianaaNo ratings yet
- 2003 - Biodiesel Production From Waste Cooking Oil - ProcessDocument16 pages2003 - Biodiesel Production From Waste Cooking Oil - ProcessKaoutar SefriouiNo ratings yet
- Production of Biodiesel From Used Cooking OilDocument7 pagesProduction of Biodiesel From Used Cooking OilDennis OrlandoNo ratings yet
- Single Cell Oils: Microbial and Algal OilsFrom EverandSingle Cell Oils: Microbial and Algal OilsZvi CohenNo ratings yet
- Green Vegetable Oil Processing: Revsied First EditionFrom EverandGreen Vegetable Oil Processing: Revsied First EditionWalter E. FarrRating: 3 out of 5 stars3/5 (1)
- Lhnot - Consultancy File - What A Client Looks For - FinalDocument5 pagesLhnot - Consultancy File - What A Client Looks For - FinalachmadinNo ratings yet
- 500G Oxygen Source Ozone GeneratorDocument2 pages500G Oxygen Source Ozone GeneratorachmadinNo ratings yet
- Bund DesignDocument3 pagesBund DesignachmadinNo ratings yet
- Agitador IBC 2022 - 01 ENGDocument6 pagesAgitador IBC 2022 - 01 ENGachmadinNo ratings yet
- Focus On CoflocDocument7 pagesFocus On CoflocachmadinNo ratings yet
- SCD Bulletin 4500Document4 pagesSCD Bulletin 4500achmadinNo ratings yet
- 70 EUROWATER - Company - Presentation - UKDocument41 pages70 EUROWATER - Company - Presentation - UKachmadinNo ratings yet
- Enerba MGC (RO-Mixbed 5 MPH) R2Document18 pagesEnerba MGC (RO-Mixbed 5 MPH) R2achmadinNo ratings yet
- Engineering SkillDocument1 pageEngineering SkillachmadinNo ratings yet
- Af7000 Streaming Current MonitorDocument3 pagesAf7000 Streaming Current MonitorachmadinNo ratings yet
- Enerba AOP PFDDocument1 pageEnerba AOP PFDachmadinNo ratings yet
- Sds Aquafloc enDocument10 pagesSds Aquafloc enachmadinNo ratings yet
- Ozone Equipment Manufacturer and Ozone System Integrators Test Ozone Output From Industrial Ozone GeDocument5 pagesOzone Equipment Manufacturer and Ozone System Integrators Test Ozone Output From Industrial Ozone GeachmadinNo ratings yet
- 70 EUROWATER Profile LeafletDocument4 pages70 EUROWATER Profile LeafletachmadinNo ratings yet
- Oxidation and Disinfection Using Ozone - Ozone Generation - Degremont®Document19 pagesOxidation and Disinfection Using Ozone - Ozone Generation - Degremont®achmadinNo ratings yet
- Fine Bubble Diffusers & Ozone Contactor Chambers For Water TreatmentDocument1 pageFine Bubble Diffusers & Ozone Contactor Chambers For Water TreatmentachmadinNo ratings yet
- Microreactors for portable biodiesel productionDocument13 pagesMicroreactors for portable biodiesel productionachmadinNo ratings yet
- How Is Ozone Generated? - The Power of OzoneDocument1 pageHow Is Ozone Generated? - The Power of OzoneachmadinNo ratings yet
- Is A Class 1 Div 2 Motor Explosion Proof? - QuoraDocument3 pagesIs A Class 1 Div 2 Motor Explosion Proof? - QuoraachmadinNo ratings yet
- Recrystallization of Sodium Chloride for In-House Reference MaterialDocument8 pagesRecrystallization of Sodium Chloride for In-House Reference MaterialachmadinNo ratings yet
- Explosion Proof Stainless Steel Vertical Float Switch APG FS 400 Series DatasheetDocument4 pagesExplosion Proof Stainless Steel Vertical Float Switch APG FS 400 Series DatasheetachmadinNo ratings yet
- PID Rev07Document1 pagePID Rev07achmadinNo ratings yet
- Support Letter for Pertamina Waste Water Treatment ProjectDocument1 pageSupport Letter for Pertamina Waste Water Treatment Projectachmadin100% (1)
- Figure ES-4 Selected Process Train For C/CWTP: Executive SummaryDocument1 pageFigure ES-4 Selected Process Train For C/CWTP: Executive SummaryachmadinNo ratings yet
- Isi SwroDocument2 pagesIsi SwroachmadinNo ratings yet
- Isi Swro PDFDocument2 pagesIsi Swro PDFachmadinNo ratings yet
- Use of Spent Bleaching Earth For Economic and Environmental BenefitDocument15 pagesUse of Spent Bleaching Earth For Economic and Environmental BenefitachmadinNo ratings yet
- Flow Control PDFDocument4 pagesFlow Control PDFachmadinNo ratings yet
- PFD Swro & OpexDocument2 pagesPFD Swro & OpexachmadinNo ratings yet
- JET 30 Multipurpose Single Pump UnitsDocument116 pagesJET 30 Multipurpose Single Pump UnitsAlberto VelásquezNo ratings yet
- Finned Tube Heat Exchanger - DetailsDocument7 pagesFinned Tube Heat Exchanger - DetailsSakthi VelNo ratings yet
- T100 Series See-Thru Sight Glass Level GageDocument1 pageT100 Series See-Thru Sight Glass Level Gageadewunmi olufemiNo ratings yet
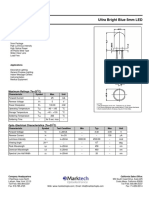
- Ultra Bright Blue 5mm LED: FeaturesDocument2 pagesUltra Bright Blue 5mm LED: FeaturesJhon LaricoNo ratings yet
- Turbomachinery: Centrifugal Pumps By:-Yonael MDocument74 pagesTurbomachinery: Centrifugal Pumps By:-Yonael Manteneh tesfaye100% (2)
- EspDocument25 pagesEspChaitu KrisNo ratings yet
- What Magazines WomenDocument9 pagesWhat Magazines WomenpsdantonioNo ratings yet
- Superposition Theorem For DC CircuitsDocument21 pagesSuperposition Theorem For DC CircuitsGyan Ranjan KumarNo ratings yet
- College Physics, 9th Ed.-188-200Document13 pagesCollege Physics, 9th Ed.-188-200Dave ImmanuelNo ratings yet
- Reaction 1Document64 pagesReaction 1Tysir Sarhan80% (5)
- Catalogo SA Ingles AUMADocument32 pagesCatalogo SA Ingles AUMAEsteban Martinez I.No ratings yet
- GIS 8DQ1 DS eDocument18 pagesGIS 8DQ1 DS esachinkudachiNo ratings yet
- NCFPDocument40 pagesNCFPJAY PARIKHNo ratings yet
- Lehe20208 00Document3 pagesLehe20208 00practicante crcNo ratings yet
- Avirtech-Aviro E16 Drone Brochure - OptDocument1 pageAvirtech-Aviro E16 Drone Brochure - Opteardiyan ORTNo ratings yet
- Installation and Operation Manual: SCF SeriesDocument68 pagesInstallation and Operation Manual: SCF SeriesMartín DíazNo ratings yet
- Dynamic Simulation LNG Processes Eop PDFDocument4 pagesDynamic Simulation LNG Processes Eop PDFferaldoNo ratings yet
- Hybrid Inverter User ManualDocument53 pagesHybrid Inverter User ManualIrfan RisaldiNo ratings yet
- 200kN-TW Trailer Mounted - 2009 Until 31-12-2009Document1 page200kN-TW Trailer Mounted - 2009 Until 31-12-2009Adakole ObekaNo ratings yet
- Introduction To MEMS Lecture 4Document12 pagesIntroduction To MEMS Lecture 4Vaibhav ChaudharyNo ratings yet
- Riser Diagram PDFDocument1 pageRiser Diagram PDFChristian FloresNo ratings yet
- Joint (Up To 72.5kV)Document4 pagesJoint (Up To 72.5kV)des1982No ratings yet
- Manual Book Mov Auma PDFDocument44 pagesManual Book Mov Auma PDFDidi Gunawan100% (1)
- 7UT6 Differential Protection Relay For Transformers, Generators, Motors and BusbarsDocument48 pages7UT6 Differential Protection Relay For Transformers, Generators, Motors and BusbarsLucas Adelino0% (1)
- BA15-18 QuotationDocument4 pagesBA15-18 QuotationRonish ChandraNo ratings yet
- GTD - Generation Transmission and Distribution Exam QuestionsDocument3 pagesGTD - Generation Transmission and Distribution Exam QuestionsKarunakaran M,47No ratings yet
- ISE ProjectDocument5 pagesISE ProjectChaithanya MohanNo ratings yet
- Kaplan Turbine Working As A Propeller CFD InvestigDocument11 pagesKaplan Turbine Working As A Propeller CFD InvestigclaudehackerNo ratings yet
- 40 BAY JDY TRE 002 - RevKDocument70 pages40 BAY JDY TRE 002 - RevKNelson LozanoNo ratings yet
- D 4762 - 04 Rdq3njiDocument16 pagesD 4762 - 04 Rdq3njicristina ramosNo ratings yet