You might also like
- Kutya - Louie The French Bulldog Puppy - Angol17fDocument17 pagesKutya - Louie The French Bulldog Puppy - Angol17fLőrinczi Fanni100% (1)
- Strat E-BookDocument61 pagesStrat E-Bookjustin100% (6)
- Durable and Economical Technology For Bituminous Surfacing of Rural Roads in IndiaDocument6 pagesDurable and Economical Technology For Bituminous Surfacing of Rural Roads in IndiaProf. Prithvi Singh Kandhal50% (2)
- (PDF) IRC-58 2015 Excel SheetDocument3 pages(PDF) IRC-58 2015 Excel SheetMadhavpokale0% (1)
- WARDHA Tender BOQ 13-12-2013 For TenderDocument23 pagesWARDHA Tender BOQ 13-12-2013 For TenderSai BabaNo ratings yet
- Attachment 1-Freight & Forwarding Charges and East Malaysia WarehouseDocument144 pagesAttachment 1-Freight & Forwarding Charges and East Malaysia Warehousedaniel_ting_1No ratings yet
- Soil GSB WMM by Sand Replacement MethodDocument1 pageSoil GSB WMM by Sand Replacement MethodBrahammanand BairwaNo ratings yet
- 1-00FreshConcrete PDFDocument6 pages1-00FreshConcrete PDFVishwakarma Vishwakarma0% (1)
- Rehabilitation of National Highway Damaged by Rain Using Geosynthetics in Hilly Terrain - A Case StudyDocument10 pagesRehabilitation of National Highway Damaged by Rain Using Geosynthetics in Hilly Terrain - A Case StudyAdarsh VaishyaNo ratings yet
- SAPEM Chapter 13 + Appendices 2nd Edition 2014Document135 pagesSAPEM Chapter 13 + Appendices 2nd Edition 2014Enermy-123100% (1)
- The Big IdeaDocument139 pagesThe Big Ideatroysantos100% (1)
- R35-17 Practica Estandar Diseño Volumetrico de Mezcla SUPERPAVEDocument29 pagesR35-17 Practica Estandar Diseño Volumetrico de Mezcla SUPERPAVEDannyChaconNo ratings yet
- Pavement Design Methods 2 PDFDocument47 pagesPavement Design Methods 2 PDFShekh Muhsen Uddin AhmedNo ratings yet
- Radar Target Detection: Handbook of Theory and PracticeFrom EverandRadar Target Detection: Handbook of Theory and PracticeRating: 5 out of 5 stars5/5 (1)
- Vishwabhumi Technologies: CHAINAGE NO.-33+796Document20 pagesVishwabhumi Technologies: CHAINAGE NO.-33+796Ajayvidyanand SharmaNo ratings yet
- Database of Garment ExportersDocument78 pagesDatabase of Garment ExportersRaj Kumar JhaNo ratings yet
- Yarn QualityDocument4 pagesYarn Qualityalireza vahabi100% (1)
- Labor Economics SolutionsDocument11 pagesLabor Economics Solutionshyld3n100% (1)
- Prediction of Surface Roughness in End-Milling Using Fuzzy Logic and Its Comparison To Regression AnalysisDocument3 pagesPrediction of Surface Roughness in End-Milling Using Fuzzy Logic and Its Comparison To Regression AnalysisspriditisNo ratings yet
- Mnl-Wtp-00-Sdl-00001-Rev02 General SpecificationDocument2 pagesMnl-Wtp-00-Sdl-00001-Rev02 General Specificationjan jhonnel punzalanNo ratings yet
- Analysis of Flexible Pavements Using IIT Pave: Harish G RDocument4 pagesAnalysis of Flexible Pavements Using IIT Pave: Harish G RAyush KumarNo ratings yet
- Analysis of Flexible Pavements Using IIT Pave: Harish G RDocument4 pagesAnalysis of Flexible Pavements Using IIT Pave: Harish G RArchan ChakrabortyNo ratings yet
- Simulation of Surface Generated in Abrasive Flow Machining ProcessDocument10 pagesSimulation of Surface Generated in Abrasive Flow Machining ProcessAbdullah Talha TuranNo ratings yet
- A Fracture Mechanics Model For The Wear of Gear Flanks by PittingDocument7 pagesA Fracture Mechanics Model For The Wear of Gear Flanks by PittingFernando RockerNo ratings yet
- Estimation of The Undrained Shear Strength of EastDocument9 pagesEstimation of The Undrained Shear Strength of EastFuad HasanNo ratings yet
- ASTM-C633-01 - Numerical StudyDocument7 pagesASTM-C633-01 - Numerical StudyKrisna Hutomo Aditya (ETSI)No ratings yet
- SW2022 KortschDocument11 pagesSW2022 KortschJuan BrugadaNo ratings yet
- Formation Compressive Strength Estimates For Predicting Drillability and PDC Bit SelectionDocument11 pagesFormation Compressive Strength Estimates For Predicting Drillability and PDC Bit SelectionJhann Carlos Varillas ArticaNo ratings yet
- Ijciet 11 10 006Document9 pagesIjciet 11 10 006aekockautNo ratings yet
- Flexible Pavement Design IN 791 FinalDocument25 pagesFlexible Pavement Design IN 791 FinalAnirudh SabooNo ratings yet
- Prediction of Flow Field For A 2-D Mixed Compression Supersonic InletDocument5 pagesPrediction of Flow Field For A 2-D Mixed Compression Supersonic InletAzeem KhanNo ratings yet
- SB PHLC 2LDocument4 pagesSB PHLC 2LjayNo ratings yet
- Journal of The Geotechnical Engineering Division: in Situ Tests by Flat DilatometerDocument4 pagesJournal of The Geotechnical Engineering Division: in Situ Tests by Flat DilatometerRenato Aldana GomezNo ratings yet
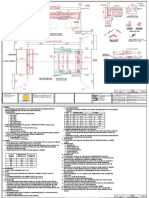
- Title:: General Arrangement Drawing For Reconstruction of MINOR BRIDGE (SPAN:1 X 16.0m)Document2 pagesTitle:: General Arrangement Drawing For Reconstruction of MINOR BRIDGE (SPAN:1 X 16.0m)Nilay GandhiNo ratings yet
- 1980 S. Marchetti Marchetti JNL of The Geotechn. Engineering Division, ASCEDocument30 pages1980 S. Marchetti Marchetti JNL of The Geotechn. Engineering Division, ASCEKarla CaNo ratings yet
- As 1289.6.2.1-2001 Methods of Testing Soils For Engineering Purposes Soil Strength and Consolidation TestsDocument2 pagesAs 1289.6.2.1-2001 Methods of Testing Soils For Engineering Purposes Soil Strength and Consolidation TestsSAI Global - APACNo ratings yet
- Digidepo 10448292 Po ART0005363685Document5 pagesDigidepo 10448292 Po ART0005363685Safak BooksNo ratings yet
- lADC/SPE 39306 The Effect of PDC Cutter Density, Back Rake, Size, and Speed On PerformanceDocument9 pageslADC/SPE 39306 The Effect of PDC Cutter Density, Back Rake, Size, and Speed On PerformancependexxNo ratings yet
- Study, of Bench Blast Row Delay Timing and Its Influence On Percent-CastDocument10 pagesStudy, of Bench Blast Row Delay Timing and Its Influence On Percent-Castmatias79No ratings yet
- Flexible Pavement Design As Per IRC: 37-2012: Jheel A. Patel Prof. Amit A. Amin Dr. L. B. Zala Mr. Hardik SukhadiyaDocument5 pagesFlexible Pavement Design As Per IRC: 37-2012: Jheel A. Patel Prof. Amit A. Amin Dr. L. B. Zala Mr. Hardik Sukhadiyasuneet kuma meenaNo ratings yet
- Combined Economic and Mechanical Performance OptimDocument15 pagesCombined Economic and Mechanical Performance OptimAy ManNo ratings yet
- MosquejDocument12 pagesMosquejdr.afroza1875No ratings yet
- Seismic Dilatometer (SDMT)Document5 pagesSeismic Dilatometer (SDMT)cfr242No ratings yet
- CASSANTO, J M. Angle-of-Attack Measurements of A Hypersonic Re-Entry Vehicle Derived From Flight Test Pressure Data. Journal Spacecraft 1966Document2 pagesCASSANTO, J M. Angle-of-Attack Measurements of A Hypersonic Re-Entry Vehicle Derived From Flight Test Pressure Data. Journal Spacecraft 1966araujo.engmecNo ratings yet
- Package B4 - Geotechnical Review BriefDocument8 pagesPackage B4 - Geotechnical Review BriefWanNo ratings yet
- IRC Method of DesignDocument6 pagesIRC Method of DesignFaraz zeeshan100% (1)
- (Asce) 0733-9410 (1995) 121 9Document2 pages(Asce) 0733-9410 (1995) 121 9Abdelmoez ElgarfNo ratings yet
- A Highly Automated Method For Simulating Airfoil Characteristics at LowDocument14 pagesA Highly Automated Method For Simulating Airfoil Characteristics at LowŘøm ËõNo ratings yet
- Balanced Cement Plug Example Calculations - Cement Plugs - CementingDocument3 pagesBalanced Cement Plug Example Calculations - Cement Plugs - Cementingazareiforoush100% (1)
- Engineering ManualDocument59 pagesEngineering ManualHuiFrankyNo ratings yet
- Excavation and Lateral Support TeklaDocument9 pagesExcavation and Lateral Support TeklaTEE Yu Yang TEENo ratings yet
- Chapter - 2: Design of Pavement OverlaysDocument37 pagesChapter - 2: Design of Pavement Overlaysbini1221No ratings yet
- Op-018. Design of Geogrid For Piled Embankment To Bs8006: Work Instructions For EngineersDocument4 pagesOp-018. Design of Geogrid For Piled Embankment To Bs8006: Work Instructions For Engineersjinwook75No ratings yet
- Pavement Design-By SAMPAKDocument44 pagesPavement Design-By SAMPAKersivarajNo ratings yet
- General Notes: (Roads, Drainage and Structures) I. at SpecificationsDocument1 pageGeneral Notes: (Roads, Drainage and Structures) I. at SpecificationsDarren ValienteNo ratings yet
- MTHL-PKG2-DS-TCN-A-00-027 Rev. 1Document10 pagesMTHL-PKG2-DS-TCN-A-00-027 Rev. 1Hemant YesajiNo ratings yet
- Mord Specifications For Rural Roads 2014 560ac148404a5Document4 pagesMord Specifications For Rural Roads 2014 560ac148404a5RicomartiniNo ratings yet
- Computer Simulation On Dynamic Soil-Structure Interaction SystemDocument15 pagesComputer Simulation On Dynamic Soil-Structure Interaction SystemTarike ZohirNo ratings yet
- Coherence Weighting Applied To FMC/TFM Data From Austenitic CRA Clad Lined PipesDocument9 pagesCoherence Weighting Applied To FMC/TFM Data From Austenitic CRA Clad Lined PipesmariliaNo ratings yet
- Study of Multi Layers Testing For Pavement: Sabaruddin Muhammad JamilDocument4 pagesStudy of Multi Layers Testing For Pavement: Sabaruddin Muhammad JamilEmilio EmiNo ratings yet
- Boq AaaDocument8 pagesBoq AaaSadiq AftabNo ratings yet
- Midas - Transportation Projects OptimizationDocument45 pagesMidas - Transportation Projects OptimizationmilkcNo ratings yet
- Construction and Building Materials: Reza MasoudniaDocument18 pagesConstruction and Building Materials: Reza MasoudniaMazenMowafyNo ratings yet
- Surface Integrity Aspects in Gear ManufacturingDocument11 pagesSurface Integrity Aspects in Gear ManufacturingEko coyNo ratings yet
- Adobe Scan Mar 22, 2022Document5 pagesAdobe Scan Mar 22, 2022Anushka Garg 5-Year IDD Mathematical SciencesNo ratings yet
- A Survey On Deep-Learning Based Techniques For Modeling and Estimation of MassiveMIMO ChannelsDocument12 pagesA Survey On Deep-Learning Based Techniques For Modeling and Estimation of MassiveMIMO ChannelsInnocent CalistNo ratings yet
- Surface Excavation & Rock Support General Notes: AFRY.4649.00.102 P1Document1 pageSurface Excavation & Rock Support General Notes: AFRY.4649.00.102 P1அம்ரு சாந்திவேலுNo ratings yet
- SPE 47323 MS PrintedDocument10 pagesSPE 47323 MS PrintedAzri HamimNo ratings yet
- 2009 P. Monaco Et Al. Is-TokyoDocument8 pages2009 P. Monaco Et Al. Is-TokyoKarla CaNo ratings yet
- 03 Horizontal Alignment - Circular CurvesDocument27 pages03 Horizontal Alignment - Circular CurvesEnermy-123No ratings yet
- 02 Cros Sectional ElementsDocument21 pages02 Cros Sectional ElementsEnermy-123No ratings yet
- 03 Horizontal Alignment - Circular CurvesDocument27 pages03 Horizontal Alignment - Circular CurvesEnermy-123No ratings yet
- 01 Geometric Design BasicsDocument45 pages01 Geometric Design BasicsEnermy-123No ratings yet
- 01 Geometric Design BasicsDocument45 pages01 Geometric Design BasicsEnermy-123No ratings yet
- Noaa 32340 DS1Document20 pagesNoaa 32340 DS1Enermy-123No ratings yet
- BOP TextBook (Phase 1)Document108 pagesBOP TextBook (Phase 1)Enermy-123No ratings yet
- Meeting Minutes/Notes: Apparel Brands Pty LTD Meeting Minutes/Notes Date: Time: Location: Attendance: Agenda ItemsDocument2 pagesMeeting Minutes/Notes: Apparel Brands Pty LTD Meeting Minutes/Notes Date: Time: Location: Attendance: Agenda ItemsnattyNo ratings yet
- Partnership Quiz 4Document8 pagesPartnership Quiz 4Kapil SawantNo ratings yet
- Daily Report Agustus 221'Document23 pagesDaily Report Agustus 221'Toha 187No ratings yet
- 10 (R) - 2022Document1 page10 (R) - 2022ANibwebNo ratings yet
- JHR (1) - JHR303 019: 2304048xfhudckDocument15 pagesJHR (1) - JHR303 019: 2304048xfhudckToni BadaaNo ratings yet
- AHCML News Watch - Jan 22, 2024Document2 pagesAHCML News Watch - Jan 22, 2024arsalan.hashmiNo ratings yet
- Mathematics 8: Learning ObjectivesDocument3 pagesMathematics 8: Learning ObjectivesThaxter QubeNo ratings yet
- Acquiring Better Seismic Data: W.C. PritchettDocument1 pageAcquiring Better Seismic Data: W.C. PritchettonurNo ratings yet
- Telangana RailWire Plans 2020Document1 pageTelangana RailWire Plans 2020Mayank GuptaNo ratings yet
- Fuel ConsumptionDocument12 pagesFuel Consumptionjeri adovelinNo ratings yet
- Syllabus Econ 211Document4 pagesSyllabus Econ 211bob1234No ratings yet
- Contemporary World - WEEK 2Document3 pagesContemporary World - WEEK 2Allyssa Jhane Del mundoNo ratings yet
- Mathematical Literacy Test 1 2021-2Document12 pagesMathematical Literacy Test 1 2021-2Liberty JoachimNo ratings yet
- Lessons in Regional IntegrationDocument9 pagesLessons in Regional Integrationwicked intentionsNo ratings yet
- PROBLEM SET 4 Continuous Probability SolutionsDocument8 pagesPROBLEM SET 4 Continuous Probability SolutionsMacxie Baldonado QuibuyenNo ratings yet
- Galileo Guide Focalpoint ShoppingDocument20 pagesGalileo Guide Focalpoint ShoppingShahid Aziz KhiljeeNo ratings yet
- Economies: A Review of Global Challenges and Survival Strategies of Small and Medium Enterprises (Smes)Document24 pagesEconomies: A Review of Global Challenges and Survival Strategies of Small and Medium Enterprises (Smes)Kelsey Olivar MendozaNo ratings yet
- Sosa PresentationDocument29 pagesSosa PresentationSa N DyNo ratings yet
- Tds - Rockal Rockwool Boards - Kraft FacingDocument4 pagesTds - Rockal Rockwool Boards - Kraft FacingelkatebskeNo ratings yet
- INVOICE Jco PassDocument3 pagesINVOICE Jco PasseldaNo ratings yet
- Account ID Account Description Date Reference JRNL Trans Description Debit Amt Credit Amt BalanceDocument1 pageAccount ID Account Description Date Reference JRNL Trans Description Debit Amt Credit Amt BalanceAladdin AdelNo ratings yet
- Hypothesis Test - Testing - Vijay KumarDocument2 pagesHypothesis Test - Testing - Vijay KumarVijay KumarNo ratings yet
- Chapter 1 Tutorial QuestionsDocument2 pagesChapter 1 Tutorial QuestionsMilanNo ratings yet