You might also like
- Astm A356Document6 pagesAstm A356Srinivasan KrishnamoorthyNo ratings yet
- Astm A992 - A992m - 22Document3 pagesAstm A992 - A992m - 22reza acbariNo ratings yet
- GSPC Gas Company Ball Valve Technical SpecificationDocument16 pagesGSPC Gas Company Ball Valve Technical SpecificationAbhijit TumbreNo ratings yet
- Immortality Mortality Divine ParadoxDocument33 pagesImmortality Mortality Divine ParadoxNivek Johnson100% (1)
- Standard Spec for SAWL Line PipeDocument35 pagesStandard Spec for SAWL Line PipeNima Sharifi100% (1)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- DG - 1411114236 - 3plastic Part Design GuidelinesDocument38 pagesDG - 1411114236 - 3plastic Part Design GuidelinesK S RANJITH ランジットNo ratings yet
- Steel Piping SpecificationDocument28 pagesSteel Piping Specificationfelixrich100% (2)
- ASTM A426 Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceDocument4 pagesASTM A426 Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceSumedh ParadkarNo ratings yet
- Gen-Spc-Pip-5050 - Rev. BDocument40 pagesGen-Spc-Pip-5050 - Rev. BAHMED AMIRANo ratings yet
- The Basic Theory of Crowning Industrial RollersDocument8 pagesThe Basic Theory of Crowning Industrial RollersJuan Carlos CárdenasNo ratings yet
- Intuitive Intelligence: Accessing The Wisdom of Head, Heart and HaraDocument5 pagesIntuitive Intelligence: Accessing The Wisdom of Head, Heart and HaradNo ratings yet
- HFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedDocument77 pagesHFY-PIP-SP-00005 X Specification For Piping Materials - A-CommentedVignesh Panchabakesan100% (1)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- HFY0 PIP DB 10001 Piping Design Basis A CommentedDocument8 pagesHFY0 PIP DB 10001 Piping Design Basis A CommentedVignesh PanchabakesanNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceDocument2 pagesHigh-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceGustavo SuarezNo ratings yet
- Pipe SpecificationDocument4 pagesPipe SpecificationAnonymous 3pnISCrn2No ratings yet
- HFY PIP SP 00006 X Specification For Valves - A CommentedDocument221 pagesHFY PIP SP 00006 X Specification For Valves - A CommentedVignesh Panchabakesan100% (1)
- Downhole Tools SpecificationsDocument32 pagesDownhole Tools Specificationsnimish_845588906No ratings yet
- Astm F 136 - 02Document6 pagesAstm F 136 - 02Marcos Verissimo Juca de PaulaNo ratings yet
- Gate Valve Specification for Fuel Gas Supply ProjectDocument14 pagesGate Valve Specification for Fuel Gas Supply Projectmoonstar_dme100% (1)
- en 12004-2-2017 CenDocument35 pagesen 12004-2-2017 CenMalak Hindi100% (2)
- Saes L 130Document5 pagesSaes L 130Ahmed Kabel100% (1)
- Astm A500Document5 pagesAstm A500Pierre Papeen67% (3)
- HFY-PIP-SP-00011 X Specification For BNS SAWL Piping Material - A-CommentedDocument14 pagesHFY-PIP-SP-00011 X Specification For BNS SAWL Piping Material - A-CommentedVignesh PanchabakesanNo ratings yet
- Sa-516 70 TDCDocument2 pagesSa-516 70 TDCshazan100% (1)
- F1108 1479757-1Document4 pagesF1108 1479757-1Thaweekarn ChangthongNo ratings yet
- Koc MP 019Document19 pagesKoc MP 019Ravi MahetoNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesTien PhamNo ratings yet
- Astm f136 Rev ADocument4 pagesAstm f136 Rev AAhmad BrianNo ratings yet
- A1005Document6 pagesA1005hamidharvardNo ratings yet
- Astm A992Document2 pagesAstm A992MUHAMEDNo ratings yet
- 20-01 - Line PipeDocument10 pages20-01 - Line PipeFolayemiNo ratings yet
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- 25 App 7 To TS - MTL Requirements For PipesDocument4 pages25 App 7 To TS - MTL Requirements For Pipesarunkl27No ratings yet
- NORSOK Standard Carbon Steel Material Data SheetsDocument3 pagesNORSOK Standard Carbon Steel Material Data SheetsShakinah As SaadNo ratings yet
- Product Standard: HopalDocument4 pagesProduct Standard: HopalDINESHRANJAN PALNo ratings yet
- Astm B42-2002Document7 pagesAstm B42-2002Sagar KadamNo ratings yet
- Koc MP 020Document16 pagesKoc MP 020Ravi MahetoNo ratings yet
- A227A227M Mechanical SpringDocument4 pagesA227A227M Mechanical Springecaph244No ratings yet
- 1113 DWSDWSDDocument53 pages1113 DWSDWSDenjoygurujiNo ratings yet
- A105-2010 Flange ACDocument5 pagesA105-2010 Flange ACbmalbertNo ratings yet
- Materials System SpecificationDocument13 pagesMaterials System SpecificationMoustafa Bayoumi100% (1)
- A 992Document3 pagesA 992ivan_vanNo ratings yet
- Split Tee Specifications and DrawingsDocument7 pagesSplit Tee Specifications and DrawingsFareha AbdelkaderNo ratings yet
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedDocument6 pagesSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedTamil funNo ratings yet
- Conical ThreadDocument9 pagesConical ThreadAnonymous D5QForitcNo ratings yet
- A 632 - 02 Qtyzmi0wmkeDocument4 pagesA 632 - 02 Qtyzmi0wmkeLUISALBERTO06011985No ratings yet
- Astm A992mDocument3 pagesAstm A992mPriyam KmNo ratings yet
- Astm A608Document5 pagesAstm A608EduardoNo ratings yet
- A560 - Castings Chromium Nickel AlloyDocument3 pagesA560 - Castings Chromium Nickel AlloychemtausifNo ratings yet
- A 139 - A 139m - 00 Qtezos9bmtm5ts1sruqDocument9 pagesA 139 - A 139m - 00 Qtezos9bmtm5ts1sruqfadjarNo ratings yet
- WS-302 Ab 11302021Document7 pagesWS-302 Ab 11302021quality cncNo ratings yet
- Steel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedDocument6 pagesSteel Line Pipe, Black, Plain End, Longitudinal and Helical Seam, Double Submerged-Arc WeldedOrkun OrhanNo ratings yet
- Astm A-1005Document6 pagesAstm A-1005dennis_ugarteNo ratings yet
- A847Document5 pagesA847Sallemi GuafrachNo ratings yet
- Seamless and Welded Austenitic Stainless Steel Tubing (Small-Diameter) For General ServiceDocument4 pagesSeamless and Welded Austenitic Stainless Steel Tubing (Small-Diameter) For General ServiceAlejandro GonzálezNo ratings yet
- Pressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForDocument2 pagesPressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForGustavo SuarezNo ratings yet
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature Servicethiagorep17No ratings yet
- F136 17355 PDFDocument5 pagesF136 17355 PDFmmorozoNo ratings yet
- Asme Section II A Sa-181 Sa-181mDocument4 pagesAsme Section II A Sa-181 Sa-181mAnonymous GhPzn1xNo ratings yet
- High-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessDocument3 pagesHigh-Strength Low-Alloy Structural Steel Plate With Low Carbon and Restricted Sulfur For Improved Weldability, Formability, and ToughnessJosé Ramón GutierrezNo ratings yet
- A 953 - 96 Qtk1my1sruqDocument4 pagesA 953 - 96 Qtk1my1sruqsachinguptachdNo ratings yet
- CS Piping Spool With Alloy 625 Overlay - V-5 Bottom Nozzle PDFDocument4 pagesCS Piping Spool With Alloy 625 Overlay - V-5 Bottom Nozzle PDFamadan64No ratings yet
- 2.1.1. 2101 PPL SPC 001 Line Pipe Specification 9 12Document4 pages2.1.1. 2101 PPL SPC 001 Line Pipe Specification 9 12BU1 PTKENo ratings yet
- Structural Steel Shapes: Standard Specification ForDocument3 pagesStructural Steel Shapes: Standard Specification ForDarwin DarmawanNo ratings yet
- UR W pdf159Document264 pagesUR W pdf159RezaSohrabiNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Daily Progress ReportDocument2 pagesDaily Progress ReportVignesh PanchabakesanNo ratings yet
- HFY-PIP-SP-00012 X Specification For Expansion Joint - A-CommentedDocument9 pagesHFY-PIP-SP-00012 X Specification For Expansion Joint - A-CommentedVignesh PanchabakesanNo ratings yet
- HFY-PIP-SP-00008 X Specification - For - Insulation - A-CommentedDocument13 pagesHFY-PIP-SP-00008 X Specification - For - Insulation - A-CommentedVignesh PanchabakesanNo ratings yet
- HFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedDocument9 pagesHFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedVignesh PanchabakesanNo ratings yet
- Work Order For 10in & 16in CO TL (OGM003-CPF1) - Section of Pipe Exposed - 3 Locations 10-Nov-2022Document2 pagesWork Order For 10in & 16in CO TL (OGM003-CPF1) - Section of Pipe Exposed - 3 Locations 10-Nov-2022Vignesh PanchabakesanNo ratings yet
- Reference photos of pipeline excavation and protectionDocument2 pagesReference photos of pipeline excavation and protectionVignesh PanchabakesanNo ratings yet
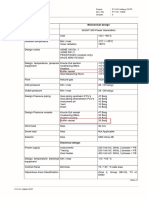
- Buffer Vessel Design DataDocument4 pagesBuffer Vessel Design DataVignesh PanchabakesanNo ratings yet
- Work Order For 6 Gas Lifting - Line Exposed at Two Locations - 2-Nov-2022Document1 pageWork Order For 6 Gas Lifting - Line Exposed at Two Locations - 2-Nov-2022Vignesh PanchabakesanNo ratings yet
- 6 Inch & 4inch GLP ACVG Survey ReportDocument6 pages6 Inch & 4inch GLP ACVG Survey ReportVignesh PanchabakesanNo ratings yet
- RCFA-2023-CPF1-COR-001 ( " Outlet Line From Reverse Demulsifier) (SK-11680) (25-2-23)Document3 pagesRCFA-2023-CPF1-COR-001 ( " Outlet Line From Reverse Demulsifier) (SK-11680) (25-2-23)Vignesh PanchabakesanNo ratings yet
- CPF2-PAUT-2023-636-20'' CO Header From 1st Stage Separator Skid (SK-21740) To Oil-Oil HE Inlet HeaderDocument199 pagesCPF2-PAUT-2023-636-20'' CO Header From 1st Stage Separator Skid (SK-21740) To Oil-Oil HE Inlet HeaderVignesh PanchabakesanNo ratings yet
- RCFA-2023-CPF2-COR-002-8'' CD Leak Near EDS-A (12-02-23)Document3 pagesRCFA-2023-CPF2-COR-002-8'' CD Leak Near EDS-A (12-02-23)Vignesh PanchabakesanNo ratings yet
- CPF1 - PAUT-2023-636-20" CO Header From V-21740 To Oil-Oil HE (E-21810 ABC) Inlet (Abnormal Points)Document14 pagesCPF1 - PAUT-2023-636-20" CO Header From V-21740 To Oil-Oil HE (E-21810 ABC) Inlet (Abnormal Points)Vignesh PanchabakesanNo ratings yet
- Reading CPF2 20inch HeaderDocument15 pagesReading CPF2 20inch HeaderVignesh PanchabakesanNo ratings yet
- HFY3-3130-01-VED-013-MEC-DST-0003 - 0 - Datasheet For Medium Oil-Water Hea...Document10 pagesHFY3-3130-01-VED-013-MEC-DST-0003 - 0 - Datasheet For Medium Oil-Water Hea...Vignesh PanchabakesanNo ratings yet
- WO For CPF1 EDS V-12020B 4inch Produced Water Line Leak Repair (27-08-22) - UpdateDocument4 pagesWO For CPF1 EDS V-12020B 4inch Produced Water Line Leak Repair (27-08-22) - UpdateVignesh PanchabakesanNo ratings yet
- 003-INT-INSP-CPF1-PP1-BUFFER VESSEL (XX76) - AUG-2022 (REV0.0) - SignedDocument11 pages003-INT-INSP-CPF1-PP1-BUFFER VESSEL (XX76) - AUG-2022 (REV0.0) - SignedVignesh PanchabakesanNo ratings yet
- HFY-OGMs CapacityDocument47 pagesHFY-OGMs CapacityVignesh PanchabakesanNo ratings yet
- WO For CPF2 - 8inch Fresh Water Line Leak Repair 22-08-2022Document2 pagesWO For CPF2 - 8inch Fresh Water Line Leak Repair 22-08-2022Vignesh PanchabakesanNo ratings yet
- HFY3-3130-01-VED-013-MEC-DWG-0003 - 0 - Drawing For Medium Oil-Water Heat ...Document7 pagesHFY3-3130-01-VED-013-MEC-DWG-0003 - 0 - Drawing For Medium Oil-Water Heat ...Vignesh PanchabakesanNo ratings yet
- E 2075 - 00 PDFDocument4 pagesE 2075 - 00 PDFCarlos Ordenes TapiaNo ratings yet
- Competition NoticeDocument3 pagesCompetition NoticeVignesh PanchabakesanNo ratings yet
- RCFA-2022-CPF2 - COR-007-Pneumatic Water Supply Skid SK-24150's Pump Inlet Line 1'' Drain Line (04-10-22)Document2 pagesRCFA-2022-CPF2 - COR-007-Pneumatic Water Supply Skid SK-24150's Pump Inlet Line 1'' Drain Line (04-10-22)Vignesh PanchabakesanNo ratings yet
- Competition NoticeDocument3 pagesCompetition NoticeVignesh PanchabakesanNo ratings yet
- HFY3-3130-01-PIP-DWG-0011 - X - CPF3 Equipment Layout For Oil Tank Area - Code-ADocument3 pagesHFY3-3130-01-PIP-DWG-0011 - X - CPF3 Equipment Layout For Oil Tank Area - Code-AVignesh PanchabakesanNo ratings yet
- As-Built: Code A: Approved Code C: Rejected (Revise and Resubmit)Document2 pagesAs-Built: Code A: Approved Code C: Rejected (Revise and Resubmit)Vignesh PanchabakesanNo ratings yet
- In This Lecture We Will Learn About: Module 2: Robots Mechanisms Lecture 5: Manipulators Mechanisms-I ObjectivesDocument3 pagesIn This Lecture We Will Learn About: Module 2: Robots Mechanisms Lecture 5: Manipulators Mechanisms-I ObjectivesNELWIN JONESNo ratings yet
- Hydraulics - Civil Engineering Questions and Answers Page 3Document6 pagesHydraulics - Civil Engineering Questions and Answers Page 3umairNo ratings yet
- June 2019 QP - Unit 4 WJEC Further Maths A-LevelDocument7 pagesJune 2019 QP - Unit 4 WJEC Further Maths A-LevelDarren DowlingNo ratings yet
- The Turning Effect of Forces Physics NotesDocument4 pagesThe Turning Effect of Forces Physics NotesAhmed Omar100% (1)
- Strength of Materials MCQsDocument4 pagesStrength of Materials MCQsddeepak123No ratings yet
- Rosemount 8800 Series Vortex Flow Meters: CloseDocument5 pagesRosemount 8800 Series Vortex Flow Meters: ClosekEWQ 865kNo ratings yet
- Laboratory Exercise 4 Flight Planning: Gse 188 1 Semester Academic Year 2021-2022Document6 pagesLaboratory Exercise 4 Flight Planning: Gse 188 1 Semester Academic Year 2021-2022Ace OrolfoNo ratings yet
- Electrostatics in Vacuum - 1673699222Document73 pagesElectrostatics in Vacuum - 1673699222Jigyarth SharmaNo ratings yet
- Ifabric ManualDocument14 pagesIfabric ManualAuroraNo ratings yet
- Paper 6 PDFDocument12 pagesPaper 6 PDFRawan Abd ElaatyNo ratings yet
- 1.31 Rings and Travelers For CottonDocument52 pages1.31 Rings and Travelers For CottonKannan KrishnamurthyNo ratings yet
- Tutorial .SECOND LAW OF THERMODYNAMICSDocument2 pagesTutorial .SECOND LAW OF THERMODYNAMICSUsaamah CassimNo ratings yet
- WSRL - SOP - 03 Fluorescent Ultraviolet (UV) Lamp Apparatus Exposure of Plastices - ASTM D4329-13 Report FormatDocument4 pagesWSRL - SOP - 03 Fluorescent Ultraviolet (UV) Lamp Apparatus Exposure of Plastices - ASTM D4329-13 Report Formatswapon kumar shillNo ratings yet
- MMW Module 1Document33 pagesMMW Module 1Charis RebanalNo ratings yet
- DVS2205Document26 pagesDVS2205Earl Jerico TamaresNo ratings yet
- Chapter 2 NotesDocument3 pagesChapter 2 NotesUday ModiNo ratings yet
- The Study L’école Internationale - Units and Measurement AssignmentDocument6 pagesThe Study L’école Internationale - Units and Measurement Assignmentdhivya shreeNo ratings yet
- Assignment 58583 PDFDocument4 pagesAssignment 58583 PDFesther sulingNo ratings yet
- Mathematics SBADocument15 pagesMathematics SBADeath ValleyNo ratings yet
- Bab III Teori Tentang Dioda - 2022Document32 pagesBab III Teori Tentang Dioda - 2022bwaw.samaNo ratings yet
- Static Equilibrium and Force Analysis in Engineering SystemsDocument2 pagesStatic Equilibrium and Force Analysis in Engineering SystemsSammi YongNo ratings yet
- Chemical Resistance and Physical Properties of Carbon Brick: Standard Test Methods ForDocument5 pagesChemical Resistance and Physical Properties of Carbon Brick: Standard Test Methods ForHerald GuerreroNo ratings yet
- A (Odd Numbers in The Universal Set), B (Numbers Which Are 6 or More in TheDocument5 pagesA (Odd Numbers in The Universal Set), B (Numbers Which Are 6 or More in TheChet AckNo ratings yet
- Viscous DampersDocument1 pageViscous DampersMuhammad AbdulQawii Abd El-LatifNo ratings yet