You might also like
- Steel and Its Heat Treatment: Bofors HandbookFrom EverandSteel and Its Heat Treatment: Bofors HandbookRating: 2.5 out of 5 stars2.5/5 (3)
- Ace3 1122.03 GB PDFDocument16 pagesAce3 1122.03 GB PDFArpit VermaNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Data SheetDocument24 pagesData Sheetbashok20No ratings yet
- Service Instructions for CR 30 Models A and BDocument13 pagesService Instructions for CR 30 Models A and BTitus CharlieNo ratings yet
- Cs 330evlDocument4 pagesCs 330evlfrancesco.accinni.onlineNo ratings yet
- 483 Engine SpecificationsDocument30 pages483 Engine SpecificationsAbel Oviedo100% (1)
- Gilera 300 - Technical ArticleDocument5 pagesGilera 300 - Technical ArticleGuillermoNo ratings yet
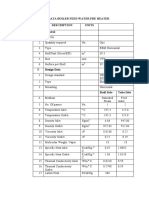
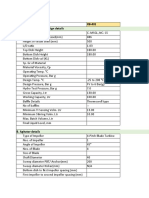
- Feed Water Preheater Data SheetDocument4 pagesFeed Water Preheater Data SheetPrabhakarNo ratings yet
- 60 0503 050 4 - A1 - Atles - 906 - RHB - Sys - en - Ta01 PDFDocument12 pages60 0503 050 4 - A1 - Atles - 906 - RHB - Sys - en - Ta01 PDFThomas BloemenkampNo ratings yet
- STC (Buffer Tank 25KL) - Calc PDFDocument4 pagesSTC (Buffer Tank 25KL) - Calc PDFAvril Rindra T PNo ratings yet
- 8DK32C英文セットDocument168 pages8DK32C英文セットValdoados100% (1)
- Design of Pile Cap Using Strut and Tie ModelDocument159 pagesDesign of Pile Cap Using Strut and Tie ModelLavender HoneyNo ratings yet
- Expansion Bellow SpecificationDocument1 pageExpansion Bellow SpecificationASHWINI BHOSALENo ratings yet
- Ford-Focus 2002 en US Manual de Taller Motor B7c8a1138eDocument546 pagesFord-Focus 2002 en US Manual de Taller Motor B7c8a1138eDavid H DiazNo ratings yet
- Volute Pumps Sihi: SupernovaDocument10 pagesVolute Pumps Sihi: SupernovaLuis Fernando collazosNo ratings yet
- BT-50 - enDocument1 pageBT-50 - enJorge Antonio GuillenNo ratings yet
- Bentoflex ST 133 Ka/K: Providing Sustainable Energy Solutions WorldwideDocument24 pagesBentoflex ST 133 Ka/K: Providing Sustainable Energy Solutions Worldwidesameeh919No ratings yet
- RB-801 Agitator Vessel Geometry & Design DetailsDocument8 pagesRB-801 Agitator Vessel Geometry & Design DetailsPrathmesh GujaratiNo ratings yet
- Claas Celtis Diagnostic ManualDocument887 pagesClaas Celtis Diagnostic ManualMichal PolakNo ratings yet
- Celtis Engine PDFDocument122 pagesCeltis Engine PDFAntnhe BayuNo ratings yet
- Mitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Document61 pagesMitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Miroslav TabakovskiNo ratings yet
- Bombas HydacDocument16 pagesBombas HydacTiago CamposNo ratings yet
- Belt Conveyor Data SheetDocument3 pagesBelt Conveyor Data Sheetbashok20No ratings yet
- Calc' Diesel Fuel (Rev)Document10 pagesCalc' Diesel Fuel (Rev)joko_tm02No ratings yet
- 101491-9530 Test DataDocument10 pages101491-9530 Test DataShoxNo ratings yet
- 362Document2 pages362Ajay AsodariyaNo ratings yet
- 2.0l Duratec STDocument464 pages2.0l Duratec STZigyNo ratings yet
- Deutz F3M 2011ext - enDocument4 pagesDeutz F3M 2011ext - enAhmed ZeharaNo ratings yet
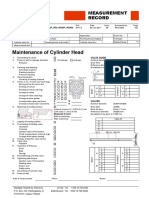
- Form2 Maintenance of Cylinder HeadDocument3 pagesForm2 Maintenance of Cylinder HeadmakinaNo ratings yet
- AD 2000 HesapDocument11 pagesAD 2000 HesapBaşarŞenNo ratings yet
- Cutout: Downloaded From Manuals Search EngineDocument10 pagesCutout: Downloaded From Manuals Search EngineDavid QuispeNo ratings yet
- CH 2012 B160 PDFDocument6 pagesCH 2012 B160 PDFAnonymous cPzveVRHINo ratings yet
- HEAT EXCHANGER DESIGN CALCULATIONSDocument8 pagesHEAT EXCHANGER DESIGN CALCULATIONSanishNo ratings yet
- NSU Repair ManualDocument48 pagesNSU Repair ManualGuille GimenoNo ratings yet
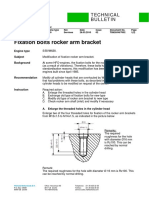
- Service Bulletin - (TB628!08!7002) - Rocker Arm BracketDocument3 pagesService Bulletin - (TB628!08!7002) - Rocker Arm Bracketps_visjehotmailcomNo ratings yet
- SM 1Document464 pagesSM 1Yordano PerezNo ratings yet
- Cylinder Liner Inspection and Maintenance ProceduresDocument22 pagesCylinder Liner Inspection and Maintenance ProceduresRobert LuuNo ratings yet
- Fiesta 1Document523 pagesFiesta 1Alexandr KachenovskyNo ratings yet
- Biland Sa-250: Technical SpecificationsDocument4 pagesBiland Sa-250: Technical SpecificationsNofriagara Davit HarnawanNo ratings yet
- B70 Rock Breaker Care Operation Manual For TH86Document21 pagesB70 Rock Breaker Care Operation Manual For TH86Latifa EngineeringNo ratings yet
- Data Sheet Item 2Document3 pagesData Sheet Item 2Bagus SigitNo ratings yet
- Direct Fired 2100Document3 pagesDirect Fired 2100Ehab MassoudNo ratings yet
- No Go W38 Oi38-16 PDFDocument10 pagesNo Go W38 Oi38-16 PDFRonald Bienemi PaezNo ratings yet
- Design. Ref - Decuments: API 650, 11TH - ED M09Document31 pagesDesign. Ref - Decuments: API 650, 11TH - ED M09hgagNo ratings yet
- MPV 125.2/2C-SA311A-11002: Technical DataDocument3 pagesMPV 125.2/2C-SA311A-11002: Technical DataDerkung BenowatNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)LIONN TESTE2021No ratings yet
- Piaggio MP3 400 I.E Service Station Manual-10Document20 pagesPiaggio MP3 400 I.E Service Station Manual-10H. KeithNo ratings yet
- Rotary Airlock Valve Design DataDocument3 pagesRotary Airlock Valve Design DatamishtinilNo ratings yet
- 101603-9093 Test-DataDocument5 pages101603-9093 Test-DataShoxNo ratings yet
- CK Tourqe CalculationDocument7 pagesCK Tourqe Calculationamit amity100% (1)
- Torques Motor M2 112Document6 pagesTorques Motor M2 112Yolanda Porras RendónNo ratings yet
- Specification For Fire Pump - Part 9Document5 pagesSpecification For Fire Pump - Part 9Melisa MackNo ratings yet
- Rotary Actuators-Sept 05Document8 pagesRotary Actuators-Sept 05Eng-Mohammed SalemNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)aimanNo ratings yet
- Ssv/prop/72/22-01, Rev.0Document10 pagesSsv/prop/72/22-01, Rev.0parveshNo ratings yet
- Engine Base & BlockDocument47 pagesEngine Base & Blockkr_abhijeet7235658750% (2)
- OT Outside Tolerance (X Is Set)Document4 pagesOT Outside Tolerance (X Is Set)carlos puertoNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Juan Gabriel OchoaNo ratings yet
- Documents - Pub - PV 1390 Cal r1Document42 pagesDocuments - Pub - PV 1390 Cal r1Lê Văn HòaNo ratings yet
- Lexus: U.S. ApplicationsDocument6 pagesLexus: U.S. ApplicationsEdixo ReyesNo ratings yet
- Catálogo Pleassure 2012Document75 pagesCatálogo Pleassure 2012Yessenia Chavez BernedoNo ratings yet
- General Engine Specifications: 3000 BKW at 1800 RPM Diesel Propulsion RatingDocument5 pagesGeneral Engine Specifications: 3000 BKW at 1800 RPM Diesel Propulsion RatingJoko Susilo0% (1)
- Pm400 - 600 - 800 Guide: Powermods Supreme Industrial Parksteeledalejohannesburg 011-6134748 WWW - Powermods.Co - ZaDocument31 pagesPm400 - 600 - 800 Guide: Powermods Supreme Industrial Parksteeledalejohannesburg 011-6134748 WWW - Powermods.Co - ZaSteyn VisserNo ratings yet
- Gixxer 155 DF Catálogo de Partes 2020Document82 pagesGixxer 155 DF Catálogo de Partes 2020Guillermo AlvarezNo ratings yet
- WSM Engine Manual 70 MM StrokeDocument190 pagesWSM Engine Manual 70 MM StrokeAsxpolis100% (1)
- Turbocharger Cut Out SystemDocument13 pagesTurbocharger Cut Out SystemCarpediem Maximus100% (2)
- EcDocument151 pagesEckidskungNo ratings yet
- DOOSAN Generator PDFDocument355 pagesDOOSAN Generator PDFJesús Manuel Paz GonzálezNo ratings yet
- 403C-15G ElectropaK (PN1663 75th)Document2 pages403C-15G ElectropaK (PN1663 75th)OGNo ratings yet
- 2013 - Technical Service Bulletin - No 01 PDFDocument2 pages2013 - Technical Service Bulletin - No 01 PDFSutiknoNo ratings yet
- EDC16c8 PDFDocument4 pagesEDC16c8 PDFahmedco50% (2)
- 303-04A Fuel Charging and Controls - Description and Operation - Component LocationDocument3 pages303-04A Fuel Charging and Controls - Description and Operation - Component LocationCARLOS LIMADANo ratings yet
- 4tne94 G1aDocument22 pages4tne94 G1aAndré LuisNo ratings yet
- MFI Control System Pinout GuideDocument4 pagesMFI Control System Pinout Guidejair100% (1)
- Crankcase vent.V1-N1-3Document7 pagesCrankcase vent.V1-N1-3Graham MutumaNo ratings yet
- Operator's ManualDocument177 pagesOperator's ManualMiamando GutyNo ratings yet
- Parts Manual: CMP20-30L FX20-30L SF20-30LDocument117 pagesParts Manual: CMP20-30L FX20-30L SF20-30LLuiz SchwindenNo ratings yet
- Perkins 2300 Series Workshop ManualDocument10 pagesPerkins 2300 Series Workshop Manualbrandon100% (44)
- Valve Seat EngDocument12 pagesValve Seat EngKaiser IqbalNo ratings yet
- 3.automobile Engineering-IDocument14 pages3.automobile Engineering-IAmrithNo ratings yet
- Toyota 7M Manual TurbochargDocument18 pagesToyota 7M Manual TurbochargmaxrojanNo ratings yet
- B3 V32 - 40 - Spare Parts CatalogueDocument438 pagesB3 V32 - 40 - Spare Parts CatalogueWilliam PierceNo ratings yet
- 4971108Document6 pages4971108Massahiro FilhoNo ratings yet
- Service Manual Mitsubishi Engines Various PDFDocument522 pagesService Manual Mitsubishi Engines Various PDFStephen OkanteyNo ratings yet
- N74 Engine WebDocument51 pagesN74 Engine WebSalisbur100% (1)
- Different Types of Car EngineDocument8 pagesDifferent Types of Car EngineHarish Padmanaban75% (4)
- WDM3D Locomotive Maintenance Manual IndexDocument291 pagesWDM3D Locomotive Maintenance Manual IndexArvind Maurya100% (1)
- Fault Codes BMWDocument49 pagesFault Codes BMWAinis Štelemėkas100% (3)
- Product 16V4000G63FDocument32 pagesProduct 16V4000G63FMahnooshNo ratings yet