You might also like
- NUT BS 3692 Gr. 8 BOLT/SCREW BS 3692 Gr. 8.8: Marketed By: Manufactured byDocument1 pageNUT BS 3692 Gr. 8 BOLT/SCREW BS 3692 Gr. 8.8: Marketed By: Manufactured byrk_gprkavi2011No ratings yet
- Daily drilling report formDocument1 pageDaily drilling report formAnonymous VNu3ODGavNo ratings yet
- Bolt Standard BS 3692Document1 pageBolt Standard BS 3692Mai Xuan Truong0% (1)
- 5 - 495 20 - 22 L80 SLHT - 5752765 - 01Document1 page5 - 495 20 - 22 L80 SLHT - 5752765 - 01masgontarNo ratings yet
- Nut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDocument1 pageNut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDebulus PR0% (1)
- 01 Bolt Screw Stud Iso 4014 4017 Gr. Iso 898 1 8.8Document1 page01 Bolt Screw Stud Iso 4014 4017 Gr. Iso 898 1 8.8Cyril J PadiyathNo ratings yet
- 460-V Line Load Schedule: Panel Mcc2Document1 page460-V Line Load Schedule: Panel Mcc2Jan GarciaNo ratings yet
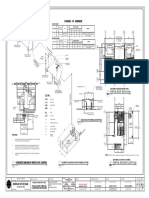
- Rafter DetailDocument1 pageRafter DetailShaunjay Dela CalzadaNo ratings yet
- City Engineer: City of Santa RosaDocument1 pageCity Engineer: City of Santa RosaDhenil ManubatNo ratings yet
- 02- SIDE CONN BOTTOM OP-ModelDocument1 page02- SIDE CONN BOTTOM OP-ModelAshfaqNo ratings yet
- Grinding TungstenDocument2 pagesGrinding TungstenThomas SjölingNo ratings yet
- AHU Schedule Provides Details for Two Air Handling UnitsDocument1 pageAHU Schedule Provides Details for Two Air Handling UnitsNon Etabas GadnatamNo ratings yet
- Daily rejection analysis report highlights defectsDocument7 pagesDaily rejection analysis report highlights defectsaman matharuNo ratings yet
- B737NG - 21 00 A3 01 - 6 7 1Document1 pageB737NG - 21 00 A3 01 - 6 7 1wagdiNo ratings yet
- Saudi Arabian Oil Company: B37 K BA-165312 003 00Document1 pageSaudi Arabian Oil Company: B37 K BA-165312 003 00FAPM1285No ratings yet
- RD-139767-013-0F1 (J) IC-4941 Through IC-4960Document1 pageRD-139767-013-0F1 (J) IC-4941 Through IC-4960John BuntalesNo ratings yet
- Dry Seal Pressure PlugsDocument2 pagesDry Seal Pressure PlugsS DasNo ratings yet
- Olemateakseatingcollection: A B C D e F G H I J KDocument3 pagesOlemateakseatingcollection: A B C D e F G H I J KBruno CardosoNo ratings yet
- 3.14 C.KG.06 Technical Table For O.CEF.4 (R0-04.08.2003)Document10 pages3.14 C.KG.06 Technical Table For O.CEF.4 (R0-04.08.2003)ibrahim kademogluNo ratings yet
- Cad Electrical Floor Plan 2Document1 pageCad Electrical Floor Plan 2Eisen JaylordNo ratings yet
- Rigid Pavement Details - 13.01.2022Document5 pagesRigid Pavement Details - 13.01.2022Sambit NayakNo ratings yet
- " D Truss Rod: NotesDocument1 page" D Truss Rod: NotesalbertmunozNo ratings yet
- 03 Bolt Astm A325mDocument1 page03 Bolt Astm A325mMUSTAFA TEMEMINo ratings yet
- SQE Single PageDocument1 pageSQE Single Pagekalyanchakravarthi.vvvNo ratings yet
- The Gate Shall Be Operated by Rope Drum Hoist: Key PlanDocument1 pageThe Gate Shall Be Operated by Rope Drum Hoist: Key Planbalwant_negi7520No ratings yet
- RCC slab dimensions and reinforcement details for septic tanksDocument1 pageRCC slab dimensions and reinforcement details for septic tanksFebi CNo ratings yet
- UntitledDocument6 pagesUntitledOne Oikos EngineeringNo ratings yet
- Dimension Users Circulation Space User DimensionDocument1 pageDimension Users Circulation Space User DimensionPatricia Andrei LoyolaNo ratings yet
- Equipamento de Processo-ModelDocument1 pageEquipamento de Processo-ModelAna Carolina AlvesNo ratings yet
- Gas Piping System Layout: Isometric DiagramDocument1 pageGas Piping System Layout: Isometric DiagramJEZREEL MENDOZANo ratings yet
- Acs 50 Air Handling Unit Dimensions Table: Outlet Nozzle Inlet Nozzle Heat Recovery Exhaust & Fresh AirDocument1 pageAcs 50 Air Handling Unit Dimensions Table: Outlet Nozzle Inlet Nozzle Heat Recovery Exhaust & Fresh AirMudassar NoreNo ratings yet
- LLG Low Locknut Load Return: Innovative Hydraulic SolutionsDocument1 pageLLG Low Locknut Load Return: Innovative Hydraulic SolutionsSanti CheewabantherngNo ratings yet
- Load gland and conductor detailsDocument1 pageLoad gland and conductor detailsJohn BuntalesNo ratings yet
- Bridge Girder Reinforcement DetailsDocument1 pageBridge Girder Reinforcement DetailsJesús Rodríguez RodríguezNo ratings yet
- CK Lucena - CD Drawing FP 01Document1 pageCK Lucena - CD Drawing FP 01Ven Mar SalinasNo ratings yet
- ASM Hydrasynth Deluxe Owners Manual 2.0.0Document127 pagesASM Hydrasynth Deluxe Owners Manual 2.0.0rdv2bm5g6zNo ratings yet
- Structural Foundation Details 01Document1 pageStructural Foundation Details 01Ahmed SolankiNo ratings yet
- PipeDocument18 pagesPipeSalmaan RaafiQqNo ratings yet
- Air Manifolds: A.S.M.E. CertifiedDocument2 pagesAir Manifolds: A.S.M.E. CertifiedOceanexNo ratings yet
- TCS UnaDocument9 pagesTCS UnaDushyant JadaunNo ratings yet
- Spread Footing Schedule: Bucks County Justice CenterDocument19 pagesSpread Footing Schedule: Bucks County Justice CenterBandula PrasadNo ratings yet
- Elc Ef 70Document1 pageElc Ef 70milecsaNo ratings yet
- Lab Sheet Edited 0301Document4 pagesLab Sheet Edited 0301DEBOTOSH PRAMANICKNo ratings yet
- Detail Sumur Resapan Air HujanDocument1 pageDetail Sumur Resapan Air HujanA.Riftama.SNo ratings yet
- StarFinderDroneSheet Clean 1Document1 pageStarFinderDroneSheet Clean 1AnniaNo ratings yet
- Road ConcretingDocument58 pagesRoad ConcretingHerbee ZevlagNo ratings yet
- California: Engineering Services Division ofDocument1 pageCalifornia: Engineering Services Division ofsilvereyes18No ratings yet
- 038 1035E Master Site Survey FillableDocument9 pages038 1035E Master Site Survey FillableRoo VidNo ratings yet
- A A A A: Elliptical Casing Detail Type F and P/F ColumnDocument1 pageA A A A: Elliptical Casing Detail Type F and P/F ColumnProfessor PuppiesNo ratings yet
- Mep Brioche DescDocument1 pageMep Brioche DescAhmed SalahNo ratings yet
- Schedule of Equipment: Partial Roof Deck PlanDocument1 pageSchedule of Equipment: Partial Roof Deck PlanJuan IstilNo ratings yet
- Web Bars Detail Stirrups DetailDocument1 pageWeb Bars Detail Stirrups Detailmichael jan de celisNo ratings yet
- Rafter Detail: Roofing InsulationDocument1 pageRafter Detail: Roofing InsulationRODEAN HOPE LACSINo ratings yet
- D EHP: Nidec Sankyo Project M-AC-3 3P4W-380/220VACDocument1 pageD EHP: Nidec Sankyo Project M-AC-3 3P4W-380/220VACHoang TungNo ratings yet
- Package Air Compressor GF PlanDocument1 pagePackage Air Compressor GF PlanMohammed NadeemNo ratings yet
- Pco2 Single Unit Installations: Eco No. RevDocument1 pagePco2 Single Unit Installations: Eco No. Revhenok kifleyohannesNo ratings yet
- Stuffing 1786Document4 pagesStuffing 1786Aulia TololongNo ratings yet
- Amief-2693 0Document1 pageAmief-2693 0wangkai01.sneiNo ratings yet
- Department of Education: Individual Performance Commitment and Review Form (Ipcrf) Part I-IvDocument42 pagesDepartment of Education: Individual Performance Commitment and Review Form (Ipcrf) Part I-IvRhea CastilloNo ratings yet
- The Threat Landscape Quiz ResultsDocument5 pagesThe Threat Landscape Quiz ResultsKaskusemail88 EmailNo ratings yet
- Data Analytics For Ioe: SyllabusDocument23 pagesData Analytics For Ioe: SyllabusTejal DeshpandeNo ratings yet
- Ball ValveDocument12 pagesBall ValveIdabaNo ratings yet
- Activity#tachometer - MEC 0326.1-2Document4 pagesActivity#tachometer - MEC 0326.1-2MarkJude MorlaNo ratings yet
- Qos/Qoe Techniques For Iptv Transmissions: June 2009Document9 pagesQos/Qoe Techniques For Iptv Transmissions: June 2009Hoàng Lam SơnNo ratings yet
- The Ultimate Press Release Swipe File by Pete Williams - SAMPLEDocument20 pagesThe Ultimate Press Release Swipe File by Pete Williams - SAMPLEPete Williams100% (9)
- InvoiceDocument2 pagesInvoiceamalNo ratings yet
- Digital Transducers: Group 3Document76 pagesDigital Transducers: Group 3Jasmine RaiNo ratings yet
- Copier CoDocument9 pagesCopier CoHun Yao ChongNo ratings yet
- Bachelor of Computer Applications: Pondicherry UniversityDocument49 pagesBachelor of Computer Applications: Pondicherry Universitybalaanand_mcaNo ratings yet
- Microsoft v. TomTom ComplaintDocument10 pagesMicrosoft v. TomTom ComplaintcoderightsNo ratings yet
- Passive Fire Protection PDFDocument7 pagesPassive Fire Protection PDFVictor SampaNo ratings yet
- Forms of Hooke's Law: C C C C CDocument2 pagesForms of Hooke's Law: C C C C Cali dimaNo ratings yet
- Online Auction SystemDocument29 pagesOnline Auction SystemDharmendra83% (6)
- Ratio & Proportion - Important Maths For BankDocument9 pagesRatio & Proportion - Important Maths For BankXpired ZoneNo ratings yet
- Revised Circular On Secretariat Meeting Held On 9th July, 2023Document4 pagesRevised Circular On Secretariat Meeting Held On 9th July, 2023Mohit SoniNo ratings yet
- Information Requirements For Welding of Pressure Containing Equipment and PipingDocument20 pagesInformation Requirements For Welding of Pressure Containing Equipment and PipingPramod Athiyarathu100% (1)
- For Kidney Transplant Recipient.: Question: What Is Vaccination Time Schedule To Be FollowedDocument4 pagesFor Kidney Transplant Recipient.: Question: What Is Vaccination Time Schedule To Be FollowedgaurnitayNo ratings yet
- Daniel OdunukweDocument1 pageDaniel OdunukweAbdul samiNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- A350 XWB Training Brochure PDFDocument8 pagesA350 XWB Training Brochure PDFBertrand100% (1)
- 1-Principles and Practice of Ground Improvement-Wiley (2015) - 20Document1 page1-Principles and Practice of Ground Improvement-Wiley (2015) - 20Ahmed KhedrNo ratings yet
- RELAP5 Simulation of CANDU Station Blackout AccideDocument20 pagesRELAP5 Simulation of CANDU Station Blackout AccideWhite HeartNo ratings yet
- ConclusionDocument1 pageConclusionSAVITHRINo ratings yet
- Authentication and Single Sign-OnDocument48 pagesAuthentication and Single Sign-Onrengasamys100% (2)
- PR100 Locks With Aperio Wireless Technology: Key FeaturesDocument2 pagesPR100 Locks With Aperio Wireless Technology: Key FeaturesMay SamboNo ratings yet
- Ethernet Networking EssentialsDocument5 pagesEthernet Networking Essentialsjmiguel000No ratings yet
- The Ultimate Experience With AvatradeDocument3 pagesThe Ultimate Experience With AvatradeAnonymous wk2GeJ8ERQNo ratings yet
- Motion in A Straight Line: Initial PositionDocument7 pagesMotion in A Straight Line: Initial PositionEngelbert Bicoy AntodNo ratings yet