You might also like
- Astm A370 2020Document50 pagesAstm A370 2020امين100% (1)
- Astm B2Document4 pagesAstm B2Bryan Mesala Rhodas GarciaNo ratings yet
- JDS-G173.1: Specification For Port With O-Ring Seal in Truncated HousingDocument8 pagesJDS-G173.1: Specification For Port With O-Ring Seal in Truncated HousingRicardo Vitoriano50% (2)
- Carbon Steel Eyebolts: Standard Specification ForDocument4 pagesCarbon Steel Eyebolts: Standard Specification ForMiroslav ThôngNo ratings yet
- Astm A370 2020Document13 pagesAstm A370 2020mohammed100% (1)
- Astm - F707Document5 pagesAstm - F707Darwin DarmawanNo ratings yet
- ASTM A924 - A924M - 22aDocument14 pagesASTM A924 - A924M - 22aOS LaboratoryNo ratings yet
- Rencana Anggaran Biaya (Rab) : Harga Satuan Jumlah (RP) (RP) Vii. Tata Suara NO Uraian Pekerjaan SATDocument3 pagesRencana Anggaran Biaya (Rab) : Harga Satuan Jumlah (RP) (RP) Vii. Tata Suara NO Uraian Pekerjaan SATNino NinosNo ratings yet
- CNC Lab ManualDocument40 pagesCNC Lab ManualPavaniNo ratings yet
- Machine Dowel Pins - Hardened Ground (Metric Series) : Product. For Definitions of Terms Relating To FasDocument6 pagesMachine Dowel Pins - Hardened Ground (Metric Series) : Product. For Definitions of Terms Relating To Fashcsharma1967No ratings yet
- Asme B18.9 1996Document8 pagesAsme B18.9 1996Jesse ChenNo ratings yet
- Asme B18.1.2 2001Document3 pagesAsme B18.1.2 2001Jesse ChenNo ratings yet
- Asme B18.1.1 2001Document12 pagesAsme B18.1.1 2001Jesse ChenNo ratings yet
- F788-13 (2018) - Discontinuities of Bolts ScrewsDocument6 pagesF788-13 (2018) - Discontinuities of Bolts Screwsazhar enggNo ratings yet
- ASME B18.8.8M-1994 Headed Clevis Pins (Metric Series)Document6 pagesASME B18.8.8M-1994 Headed Clevis Pins (Metric Series)hcsharma1967No ratings yet
- Surface Discontinuities of Bolts, Screws, and Studs, Inch and Metric SeriesDocument6 pagesSurface Discontinuities of Bolts, Screws, and Studs, Inch and Metric SeriesAlejandro ValdesNo ratings yet
- Astm F788MDocument6 pagesAstm F788MDaniel Velázquez100% (1)
- Asme B18.7 2007Document13 pagesAsme B18.7 2007Jesse ChenNo ratings yet
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenNo ratings yet
- Asme B18.2.1 1996Document22 pagesAsme B18.2.1 1996Jesse ChenNo ratings yet
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-15-17Document3 pagesASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-15-17Andres SilveyraNo ratings yet
- Asme B18.2.3.1M 1999Document18 pagesAsme B18.2.3.1M 1999Jesse ChenNo ratings yet
- Astm f2882Document7 pagesAstm f2882YoNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsAdán Cogley CantoNo ratings yet
- Astm F2882F2882M-17Document7 pagesAstm F2882F2882M-17Gabriel Perez CruzNo ratings yet
- Dimensional Tolerance of Thermosetting Glass-Reinforced Plastic Pultruded ShapesDocument5 pagesDimensional Tolerance of Thermosetting Glass-Reinforced Plastic Pultruded ShapesroshniNo ratings yet
- Astm F812-07Document5 pagesAstm F812-07Joel MedellinNo ratings yet
- Asme B18.2.3.9M 1999Document15 pagesAsme B18.2.3.9M 1999Jesse ChenNo ratings yet
- A1064A1064M Hlja5316Document10 pagesA1064A1064M Hlja5316Brisa Yuliet100% (1)
- A722a722m-18 1.04 PDFDocument5 pagesA722a722m-18 1.04 PDFist93993No ratings yet
- F707F707M-94 (Reapproved 2011)Document5 pagesF707F707M-94 (Reapproved 2011)Betsy WiedenfeldNo ratings yet
- Welded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeDocument5 pagesWelded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeChetan PawarNo ratings yet
- ASTM A789 Stainless Steel TubingDocument6 pagesASTM A789 Stainless Steel TubingPlinio PazosNo ratings yet
- Aluminum-Clad Steel Core Wire For Use in Overhead Electrical Aluminum ConductorsDocument4 pagesAluminum-Clad Steel Core Wire For Use in Overhead Electrical Aluminum ConductorsHanh-Trang DangNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesJerry BeanNo ratings yet
- Tolerances. Section 8 ANSI H35.2Document55 pagesTolerances. Section 8 ANSI H35.2Bá Lộc NguyễnNo ratings yet
- Astm F 788-02Document5 pagesAstm F 788-02JORGE ARTURO TORIBIO HUERTANo ratings yet
- Soft or Annealed Copper Wire: Standard Specification ForDocument5 pagesSoft or Annealed Copper Wire: Standard Specification Fororlando acevedoNo ratings yet
- F783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungDocument3 pagesF783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungislamakthamNo ratings yet
- Metal-Arc-Welded Carbon or High-Strength Low-Alloy Steel Pipe For Use With High-Pressure Transmission SystemsDocument4 pagesMetal-Arc-Welded Carbon or High-Strength Low-Alloy Steel Pipe For Use With High-Pressure Transmission Systemsist93993No ratings yet
- Wire Cloth and Sieves For Testing PurposesDocument5 pagesWire Cloth and Sieves For Testing PurposesROHITNo ratings yet
- Asme Section Ii A Sa-31Document4 pagesAsme Section Ii A Sa-31ksd2No ratings yet
- Seamless and Welded Steel Pipe For Low-Temperature Service and Other Applications With Required Notch ToughnessDocument8 pagesSeamless and Welded Steel Pipe For Low-Temperature Service and Other Applications With Required Notch ToughnessTim SharpNo ratings yet
- B 3 - 95 - Qjmtotu - PDFDocument5 pagesB 3 - 95 - Qjmtotu - PDFAifam RawNo ratings yet
- ASTM A 789 A789M.wzlh9249Document6 pagesASTM A 789 A789M.wzlh9249Mohammed AliNo ratings yet
- Designation: E674 12 StandardDocument12 pagesDesignation: E674 12 StandardLupita Ramirez100% (2)
- Medium-Hard-Drawn Copper Wire: Standard Specification ForDocument4 pagesMedium-Hard-Drawn Copper Wire: Standard Specification ForRizwanNo ratings yet
- Moy Scmi 61 PrintDocument8 pagesMoy Scmi 61 PrintAntmavrNo ratings yet
- Surface Discontinuities of Bolts, Screws, and Studs, Inch and Metric SeriesDocument5 pagesSurface Discontinuities of Bolts, Screws, and Studs, Inch and Metric SeriesROHITNo ratings yet
- Astm A269 - A269m-22Document7 pagesAstm A269 - A269m-221965karanfil6No ratings yet
- Welded Deformed Steel Bar Mats For Concrete ReinforcementDocument3 pagesWelded Deformed Steel Bar Mats For Concrete ReinforcementCarlos CmbbNo ratings yet
- A 31 - 14 PDFDocument4 pagesA 31 - 14 PDFKibarNo ratings yet
- Standard Specification For Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and SeamlessDocument23 pagesStandard Specification For Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and SeamlessPriya DharshiniNo ratings yet
- A53a53m 16142 PDFDocument23 pagesA53a53m 16142 PDFabdulkadir aliNo ratings yet
- Nickel-Copper Alloy (UNS N04400) Seamless Pipe and Tube: Standard Specification ForDocument6 pagesNickel-Copper Alloy (UNS N04400) Seamless Pipe and Tube: Standard Specification ForteaNo ratings yet
- Measuring Flatness Characteristics of Steel Sheet Products: Standard Practice ForDocument9 pagesMeasuring Flatness Characteristics of Steel Sheet Products: Standard Practice Forguillermo aponte100% (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forist93993No ratings yet
- Astm A394 PDFDocument6 pagesAstm A394 PDFedue slip100% (1)
- Astm A53-A53m 2018Document23 pagesAstm A53-A53m 2018Lewis M. Nixon100% (4)
- Abstract of ASTM F880M 1990Document5 pagesAbstract of ASTM F880M 1990Jesse ChenNo ratings yet
- Astm F836M 1997Document6 pagesAstm F836M 1997Jesse ChenNo ratings yet
- Stainless Steel Wire Strand: Standard Specification ForDocument3 pagesStainless Steel Wire Strand: Standard Specification FormoisesramosNo ratings yet
- Abstract of ASTM F738M 1997Document12 pagesAbstract of ASTM F738M 1997Jesse ChenNo ratings yet
- Astm F837M 1991Document7 pagesAstm F837M 1991Jesse ChenNo ratings yet
- Astm F879M 1991Document5 pagesAstm F879M 1991Jesse ChenNo ratings yet
- Astm F1941M 2007Document12 pagesAstm F1941M 2007Jesse ChenNo ratings yet
- Astm F738M 1997Document9 pagesAstm F738M 1997Jesse ChenNo ratings yet
- Astm A967Document7 pagesAstm A967Luciano Grassi Kuyven100% (1)
- Astm A490m 1993Document5 pagesAstm A490m 1993Jesse ChenNo ratings yet
- Astm A480Document25 pagesAstm A480gerosuca800No ratings yet
- Abstract of ASTM F836M 1997Document8 pagesAbstract of ASTM F836M 1997Jesse ChenNo ratings yet
- Evaluating Degree of Rusting On Painted Steel Surfaces: Standard Practice ForDocument6 pagesEvaluating Degree of Rusting On Painted Steel Surfaces: Standard Practice Forharpreet singhNo ratings yet
- Astm A276Document7 pagesAstm A276Orlando Rojas100% (1)
- Abstract of ASTM F912M 1997Document6 pagesAbstract of ASTM F912M 1997Jesse ChenNo ratings yet
- Abstract of ASTM F912 2000Document5 pagesAbstract of ASTM F912 2000Jesse ChenNo ratings yet
- Asme B18.6.3 2002Document56 pagesAsme B18.6.3 2002Jesse ChenNo ratings yet
- Asme B18.7 2007Document13 pagesAsme B18.7 2007Jesse ChenNo ratings yet
- Asme B18.2.1 1996Document22 pagesAsme B18.2.1 1996Jesse ChenNo ratings yet
- Abstract of ASTM F835 2000Document7 pagesAbstract of ASTM F835 2000Jesse ChenNo ratings yet
- Abstract of ASTM F568M 1996Document12 pagesAbstract of ASTM F568M 1996Jesse ChenNo ratings yet
- Asme B18.6.4 1998Document55 pagesAsme B18.6.4 1998Jesse ChenNo ratings yet
- Asme B18.2.3.1M 1999Document18 pagesAsme B18.2.3.1M 1999Jesse ChenNo ratings yet
- Asme B18.2.3.4M 1999Document14 pagesAsme B18.2.3.4M 1999Jesse ChenNo ratings yet
- Abstract of ASME B1.13M 1995Document26 pagesAbstract of ASME B1.13M 1995Jesse ChenNo ratings yet
- The Link and Match Between The Competency of Vocational High Schools Graduates and The Industry On Cad/ Cam and CNCDocument9 pagesThe Link and Match Between The Competency of Vocational High Schools Graduates and The Industry On Cad/ Cam and CNCPaddy Nji KilyNo ratings yet
- Tds of PowderDocument4 pagesTds of PowderVasudev BhanajiNo ratings yet
- Full Depth ReclamationDocument9 pagesFull Depth ReclamationShri Krishna kesharwaniNo ratings yet
- Gas NitridingDocument64 pagesGas NitridingSRIGUSTI REGA MUGIANo ratings yet
- Cracking Chatterjee MST 2006Document5 pagesCracking Chatterjee MST 2006puri16No ratings yet
- Mirac Sealer ESDocument1 pageMirac Sealer ESChristinaNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- 6 FluidizationDocument40 pages6 FluidizationTenson SichoneNo ratings yet
- EPDM SpecsDocument1 pageEPDM SpecsRosendo GarcíaNo ratings yet
- Sikagrout Deep PourDocument3 pagesSikagrout Deep PourLuis Andrade InsúaNo ratings yet
- Cpi Notes For MidtermDocument30 pagesCpi Notes For MidtermMolAD34 VinceDapanasNo ratings yet
- Butyl & Chloroprene 2003Document16 pagesButyl & Chloroprene 2003Suyash TrivediNo ratings yet
- Casting Defect Machining DefectDocument2 pagesCasting Defect Machining DefectnanimdpNo ratings yet
- Multichoice Paper OneDocument4 pagesMultichoice Paper OneAhmed ShakirNo ratings yet
- Membrane Separation Lab ReportDocument11 pagesMembrane Separation Lab ReportHaikal SuhaimiNo ratings yet
- Price ListDocument1 pagePrice ListShaharuddin SaadNo ratings yet
- Polyplastics TOPAS® 8007S-04 Cyclic Olefin Copolymer (COC)Document3 pagesPolyplastics TOPAS® 8007S-04 Cyclic Olefin Copolymer (COC)cir74636No ratings yet
- e-StatementBRImo 063001000846564 May2023 20230602 081751Document6 pagese-StatementBRImo 063001000846564 May2023 20230602 081751Irene StevaniNo ratings yet
- 5.6 Milk Packet A Tiny Part Causes Pollution by Bidisha ChatterjeeDocument2 pages5.6 Milk Packet A Tiny Part Causes Pollution by Bidisha Chatterjeepavan kumarNo ratings yet
- DecoFloor Price List - 108Document1 pageDecoFloor Price List - 108gangadevimgmNo ratings yet
- Sika RaintiteDocument3 pagesSika RaintiteHoneyNo ratings yet
- Research Proposal Write UpDocument26 pagesResearch Proposal Write UpRhyssa BacaniNo ratings yet
- BQ Vertical Lime KilnDocument5 pagesBQ Vertical Lime KilnDilnesa EjiguNo ratings yet
- Use The Figure Below To Answer The Following QuestionsDocument5 pagesUse The Figure Below To Answer The Following QuestionsSlock TruNo ratings yet
- Pulp and Paper Making From Grass FibreDocument3 pagesPulp and Paper Making From Grass FibreA - CAYAGA, Kirby, C 12 - HermonNo ratings yet
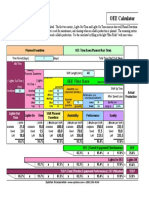
- OEE Calculator - Sylution - 2010 - 01 - 21Document1 pageOEE Calculator - Sylution - 2010 - 01 - 21metugaNo ratings yet
- Stainless Steel 321 - AMS 5510 - Alloy 321 - AMS 5645Document4 pagesStainless Steel 321 - AMS 5510 - Alloy 321 - AMS 5645AZADNo ratings yet
- The Evolution of LaundryDocument4 pagesThe Evolution of Laundrykey leeNo ratings yet