You might also like
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- DbcommDocument2 pagesDbcommJosé Manuel FigueroaNo ratings yet
- CP 1 Astm InstDocument1 pageCP 1 Astm InstdanielNo ratings yet
- Homework 3 62053485Document3 pagesHomework 3 62053485pay191monkeyNo ratings yet
- Ceiling Diffusers: SW-3T Curve-Blade Swirl DiffuserDocument2 pagesCeiling Diffusers: SW-3T Curve-Blade Swirl DiffuserMinhNo ratings yet
- 4JB1 Calibration Data PDFDocument2 pages4JB1 Calibration Data PDFHendrian ArdyNo ratings yet
- CB1 Member 444Document2 pagesCB1 Member 444branka0savicNo ratings yet
- CB2 BucklingDocument2 pagesCB2 Bucklingbranka0savicNo ratings yet
- MB Member 107Document2 pagesMB Member 107branka0savicNo ratings yet
- SFL Milling Calculation 125Document1 pageSFL Milling Calculation 125PRAVEEN ENo ratings yet
- HW2 SolDocument6 pagesHW2 SolMichael KochNo ratings yet
- Leadscrew - Design - XLS: EI cEI K F L LDocument6 pagesLeadscrew - Design - XLS: EI cEI K F L Ligualdi53No ratings yet
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDocument6 pagesEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNo ratings yet
- Steel ColumnDocument4 pagesSteel ColumnsansamNo ratings yet
- Power and Force Calculations Face Milling1Document1 pagePower and Force Calculations Face Milling1PRAVEEN ENo ratings yet
- Corrected - Gear - 9 Teeth - ContactAnalysisDocument10 pagesCorrected - Gear - 9 Teeth - ContactAnalysiskarthikeyan NNo ratings yet
- Report Vibrasi Plant CP-2Document13 pagesReport Vibrasi Plant CP-2hafiz_hayat_44190215No ratings yet
- StifenerDocument2 pagesStifenerbranka0savicNo ratings yet
- LANDINGDocument2 pagesLANDINGGaneshalingam Ramprasanna2No ratings yet
- Inj - P Ump Cal Ibration DataDocument3 pagesInj - P Ump Cal Ibration DataСергей ВладимировичNo ratings yet
- Connector Termination Switch D2XDocument4 pagesConnector Termination Switch D2XMuhamad PriyatnaNo ratings yet
- 2ad1ce4e3935537dc40cf6f2 PDFDocument1 page2ad1ce4e3935537dc40cf6f2 PDFAlan TabourianNo ratings yet
- Nozzle Reinforcement Calculation Excel SheetDocument3 pagesNozzle Reinforcement Calculation Excel Sheetramesh punjabiNo ratings yet
- RC 1616 Beam Tabulated ReportDocument6 pagesRC 1616 Beam Tabulated Reportperunding thdNo ratings yet
- Ece-213 Lab5 OwenblairDocument7 pagesEce-213 Lab5 Owenblairapi-548288377No ratings yet
- Solidworks Flow Simulation Project Report: (Company Logo Here)Document9 pagesSolidworks Flow Simulation Project Report: (Company Logo Here)zarzosa rabanalNo ratings yet
- Report Etabs Verificare Stalp Lateral Sect VarDocument3 pagesReport Etabs Verificare Stalp Lateral Sect VarAndrei MihaiNo ratings yet
- Tip Speed Calculation: RPM CalculationDocument13 pagesTip Speed Calculation: RPM CalculationNishant InamdarNo ratings yet
- T M B D Z M: Pitting StrengthDocument6 pagesT M B D Z M: Pitting StrengthprasannaNo ratings yet
- Inj - Pumpcalibrationdata: 1.test ConditionsDocument2 pagesInj - Pumpcalibrationdata: 1.test ConditionsAriel FarinonNo ratings yet
- Item:130ST Series Servo Motor: SpecificationsDocument4 pagesItem:130ST Series Servo Motor: Specificationsn13t0314No ratings yet
- UTS003 2.00 (Beta Release 24NOV2015) Indirect Tensile Modulus TestDocument1 pageUTS003 2.00 (Beta Release 24NOV2015) Indirect Tensile Modulus TestdanielNo ratings yet
- MPB05Document1 pageMPB05Ed SilvaNo ratings yet
- Michelson Interferometer Experiment 1 Michelson InterferometerDocument6 pagesMichelson Interferometer Experiment 1 Michelson InterferometerSuman Dutta100% (1)
- Connection Surge Bin Supp Beam1Document5 pagesConnection Surge Bin Supp Beam1Venkatesh HebbarNo ratings yet
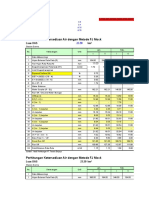
- Perhitungan Ketersediaan Air Dengan Metode FJ Mock: Luas DAS KMDocument31 pagesPerhitungan Ketersediaan Air Dengan Metode FJ Mock: Luas DAS KMFadliNo ratings yet
- Design of Machine Elements Project: Topic: Two-Stage Reduction GearboxDocument9 pagesDesign of Machine Elements Project: Topic: Two-Stage Reduction GearboxRam CharanNo ratings yet
- Inj. Pump Calibration Data: 1. Test ConditionsDocument4 pagesInj. Pump Calibration Data: 1. Test ConditionsEdinson Ariel Chavarro Quintero100% (2)
- Fluid FrictionDocument11 pagesFluid FrictionChandni SeelochanNo ratings yet
- Vrdm36x GBDocument15 pagesVrdm36x GBk4kh5svtstNo ratings yet
- Q Q X X E X E: Produkt'y DozerDocument25 pagesQ Q X X E X E: Produkt'y DozerRicco GantengNo ratings yet
- Document 2Document2 pagesDocument 2VSRANOJANNo ratings yet
- SOLIDWORKS Flow Simulation Project Report: (Company Logo Here)Document9 pagesSOLIDWORKS Flow Simulation Project Report: (Company Logo Here)carlospuma090% (1)
- ETABS Steel Frame DesignDocument3 pagesETABS Steel Frame DesignBishal KoiralaNo ratings yet
- Rectangular Column Calculations Equally Spaced Reinf. On PerimeterDocument1 pageRectangular Column Calculations Equally Spaced Reinf. On PerimeterARAVINDNo ratings yet
- COLUMN CALC Very Very Good MahfuzDocument1 pageCOLUMN CALC Very Very Good MahfuzARAVINDNo ratings yet
- COLUMN CALC Very Very Good MahfuzDocument1 pageCOLUMN CALC Very Very Good MahfuzHAITHAM ALINo ratings yet
- Design calculation-G.M.maitraDocument15 pagesDesign calculation-G.M.maitraAnuj ShahNo ratings yet
- Erosion-Fatigue of Steam Turbine BladesDocument14 pagesErosion-Fatigue of Steam Turbine BladespoojaNo ratings yet
- Drag Force in Flow Over A BodyDocument21 pagesDrag Force in Flow Over A BodyHazril Lifebooks100% (12)
- Ball ScrewDocument10 pagesBall Screwfakihilham2705No ratings yet
- Dynamic Block Foundation Calculation - ECPLUSDocument13 pagesDynamic Block Foundation Calculation - ECPLUSPreethiNo ratings yet
- Indirect Tensile Modulus Test: Setup ParametersDocument1 pageIndirect Tensile Modulus Test: Setup ParametersWeel HiaNo ratings yet
- Lab Task 02Document6 pagesLab Task 02hammad javedNo ratings yet
- COLUMN CALC Very Very GoodDocument1 pageCOLUMN CALC Very Very Goodmostafiz18jun2007No ratings yet
- Splice - Rev - 02Document22 pagesSplice - Rev - 02raghav abudhabiNo ratings yet
- 19-75-9m-Safety AchievedDocument16 pages19-75-9m-Safety Achievedanush_swaminathanNo ratings yet
- SHS & RHS PropertiesDocument11 pagesSHS & RHS Propertieslavinkg7681No ratings yet
- Modern Practice in Servo Design: International Series of Monographs in Electrical EngineeringFrom EverandModern Practice in Servo Design: International Series of Monographs in Electrical EngineeringRating: 5 out of 5 stars5/5 (1)
- Learning Activity Sheets Food Processing Grade 10: Operate EquipmentDocument4 pagesLearning Activity Sheets Food Processing Grade 10: Operate EquipmentPrilaNo ratings yet
- My Internship Report Y2Document24 pagesMy Internship Report Y2Nji Munang OfMbamluNo ratings yet
- MP5Document19 pagesMP5Ishrat Hussain TuriNo ratings yet
- Traditional WorkbenchDocument7 pagesTraditional Workbenchaguinaldo6690100% (1)
- Make Ready Accessories: Vossen Patch Tape Matrix & Rubber Cutter Chamfering ToolsDocument1 pageMake Ready Accessories: Vossen Patch Tape Matrix & Rubber Cutter Chamfering ToolsrasfgtsNo ratings yet
- Piping Class - AD30Document2 pagesPiping Class - AD30Дмитрий РыбаковNo ratings yet
- Winchester Super x2 Practical ShotgunDocument4 pagesWinchester Super x2 Practical Shotguncarlosfanjul1No ratings yet
- 2018 GokadenDocument2 pages2018 GokadenVICTA LauNo ratings yet
- Engagement Pressure For The Transmission Clutch - Calibrate: Pruebas y AjustesDocument6 pagesEngagement Pressure For The Transmission Clutch - Calibrate: Pruebas y Ajustesgalvis1020No ratings yet
- Updated MRIS AIRPORT 20.12.2019Document701 pagesUpdated MRIS AIRPORT 20.12.2019BinitNo ratings yet
- Numerical Precision and Equipment BacklashDocument3 pagesNumerical Precision and Equipment BacklashClaudiu RotariuNo ratings yet
- Ammunition Types and CharacteristicsDocument2 pagesAmmunition Types and Characteristicsdonnyvid100% (1)
- Cub Cadet Parts Manual For Model 1220 SN 114001 126000Document6 pagesCub Cadet Parts Manual For Model 1220 SN 114001 126000Edward100% (52)
- Operasi-Operasi PermesinanDocument29 pagesOperasi-Operasi PermesinanRio Prasetya HalimNo ratings yet
- 16 Catalog Krisbow9 Power ToolDocument14 pages16 Catalog Krisbow9 Power ToolEnrique da Matta100% (1)
- MSTP Reviewer MidtermsDocument9 pagesMSTP Reviewer MidtermsCarl Jay R. IntacNo ratings yet
- Divisor Rotary TablesDocument4 pagesDivisor Rotary TablesDeysi CardenasNo ratings yet
- Making .22 With A PenDocument6 pagesMaking .22 With A Penvilmar konageski jrNo ratings yet
- Techno BonoDocument17 pagesTechno BonoIrsyad KhirNo ratings yet
- Method Revised By:: Mass Median Diameter ( M) Mass Median Diameter ( M) Mass Median Diameter ( M)Document1 pageMethod Revised By:: Mass Median Diameter ( M) Mass Median Diameter ( M) Mass Median Diameter ( M)LuciferNo ratings yet
- Hep O: Sanitary Waste ValveDocument4 pagesHep O: Sanitary Waste ValveJitheesh SahadevanNo ratings yet
- Coffee-1 Espressomachines R-Z PDFDocument81 pagesCoffee-1 Espressomachines R-Z PDFnicfrasineanu1100% (3)
- Elektra Coffee GrinderDocument6 pagesElektra Coffee Grinderינון שיNo ratings yet
- BH-60 Fixed Gas Detector Operation ManualDocument8 pagesBH-60 Fixed Gas Detector Operation ManualTan KokkiangNo ratings yet
- Camp Supply ListDocument1 pageCamp Supply ListafprimarymusicNo ratings yet
- Nep Typing LessonsDocument10 pagesNep Typing LessonsBebhit KhanalNo ratings yet
- Aermec Dual ChillersDocument80 pagesAermec Dual ChillerscarloNo ratings yet
- Outdoor Projects: Adirondack Love Seat Crisscross Picnic Table Stylish Patio Planter Outdoor FinishesDocument20 pagesOutdoor Projects: Adirondack Love Seat Crisscross Picnic Table Stylish Patio Planter Outdoor FinishesoNo ratings yet
- Top Hammer Drill - Productos - Furukawa Rock DrillDocument1 pageTop Hammer Drill - Productos - Furukawa Rock DrillMiguel FiallosNo ratings yet
- SummerDocument0 pagesSummermyyyyyrNo ratings yet