You might also like
- Experiment and Calculation of Reinforced Concrete at Elevated TemperaturesFrom EverandExperiment and Calculation of Reinforced Concrete at Elevated TemperaturesRating: 5 out of 5 stars5/5 (2)
- MKM I - Modul 3 - Mechanical Properties of MaterialsDocument70 pagesMKM I - Modul 3 - Mechanical Properties of MaterialsDioNo ratings yet
- Deformation Geometry for Materials Scientists: International Series on Materials Science and TechnologyFrom EverandDeformation Geometry for Materials Scientists: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Ch03 Mechanical WileyDocument64 pagesCh03 Mechanical WileyÅbdúl WähãbNo ratings yet
- CH 03Document59 pagesCH 03hammad khalidNo ratings yet
- Chapter ThreeDocument62 pagesChapter ThreeWael W. AlsousNo ratings yet
- Lecture 2 - Physical and Mechanical Properties of Materials UpdatedDocument27 pagesLecture 2 - Physical and Mechanical Properties of Materials Updatedhana mahmoudNo ratings yet
- Ch02 - Mechanical Properties of MaterialsDocument53 pagesCh02 - Mechanical Properties of MaterialsTsige TadesseNo ratings yet
- ch03 110917101209 Phpapp01Document61 pagesch03 110917101209 Phpapp01Good YagNo ratings yet
- Mechanical Properties of MaterialsDocument75 pagesMechanical Properties of MaterialsTemesgen ErenaNo ratings yet
- Chapter 3 PDFDocument48 pagesChapter 3 PDFCrystalLeeTingNo ratings yet
- Week 2 Material and MANUFACTURINGDocument68 pagesWeek 2 Material and MANUFACTURINGضياء بن احمد الكباريNo ratings yet
- 03 Mechanical Properties of MaterialsDocument84 pages03 Mechanical Properties of MaterialsMuhammad Khan Khoso100% (5)
- Fundamentos de DeformaciónDocument24 pagesFundamentos de DeformaciónLily Margareth ArrietaNo ratings yet
- Fundamentals of Metal FormingDocument39 pagesFundamentals of Metal FormingAakash AgarwalNo ratings yet
- Lab Report 1 Tensile Test G D2Document16 pagesLab Report 1 Tensile Test G D2MOBYNo ratings yet
- ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument51 pages©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eMurat AydinNo ratings yet
- Equotip Rebound Hardness Testing After D. Leeb: M. KompatscherDocument7 pagesEquotip Rebound Hardness Testing After D. Leeb: M. KompatscherGagrigoreNo ratings yet
- Bulk Deformation ProcessesDocument59 pagesBulk Deformation Processesmohan ladiNo ratings yet
- Mechanical Properties of Materials: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityDocument44 pagesMechanical Properties of Materials: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityCllyan ReyesNo ratings yet
- 5 Mechanical TestingDocument70 pages5 Mechanical TestingLahiru JananjayaNo ratings yet
- MP Week I & IIDocument40 pagesMP Week I & IIaqsa zahidNo ratings yet
- FatigueDocument38 pagesFatigueManoj KulkarniNo ratings yet
- Fundamentals of Materials: Behavior and Manufacturing PropertiesDocument46 pagesFundamentals of Materials: Behavior and Manufacturing PropertiesHamed MeghNo ratings yet
- Material TestingDocument10 pagesMaterial Testinganne calabasaNo ratings yet
- 1 Introduction To Material TechnologyDocument57 pages1 Introduction To Material TechnologyMartha JohnnyNo ratings yet
- Yield (Engineering) PDFDocument9 pagesYield (Engineering) PDFariyosageNo ratings yet
- CHAPTER 7 - Mechanical Properties of Metals and AlloysDocument98 pagesCHAPTER 7 - Mechanical Properties of Metals and AlloysAlex HunterNo ratings yet
- Mechanical Behavior IDocument33 pagesMechanical Behavior IVidushi MakhijaNo ratings yet
- SM Lab (Tension Test)Document15 pagesSM Lab (Tension Test)sushilkumar100% (1)
- ADMET Materials Testing Guide July 2013Document17 pagesADMET Materials Testing Guide July 2013Gamini SureshNo ratings yet
- Tensile Tests On HEMA Contact LensesDocument15 pagesTensile Tests On HEMA Contact LensesJose Antonio Simon GremingerNo ratings yet
- Mechanical Properties (Part 1)Document128 pagesMechanical Properties (Part 1)Taha RahimiNo ratings yet
- Introduction To Materials TestingDocument6 pagesIntroduction To Materials Testinggosaye desalegnNo ratings yet
- Module 1Document45 pagesModule 1itsbharath19106No ratings yet
- Intro To Fracture Mechanics, Fatigue and CreepDocument40 pagesIntro To Fracture Mechanics, Fatigue and CreepM.USMAN BIN AHMED100% (1)
- Materials and Metallurgy (ME-209) Week 1 - Lecture 2 Mechanical Properties of MaterialsDocument28 pagesMaterials and Metallurgy (ME-209) Week 1 - Lecture 2 Mechanical Properties of MaterialsFahad afzalNo ratings yet
- 1-Materials in Mechanical DDocument75 pages1-Materials in Mechanical DWilliam SalazarNo ratings yet
- UNIT-II Mechanical Property MeasurementDocument127 pagesUNIT-II Mechanical Property Measurementlol WANo ratings yet
- Proof StressDocument9 pagesProof StressAmandeep KambojNo ratings yet
- Chapter 3 - Destructive TestDocument15 pagesChapter 3 - Destructive TestNur Aliya ZahraNo ratings yet
- ISE316 Chapter 3 - Mechanics of MaterialsDocument37 pagesISE316 Chapter 3 - Mechanics of MaterialsAnonymous 7ZYHilDNo ratings yet
- Chapter 3 - Mechanical Properties of MaterialsDocument39 pagesChapter 3 - Mechanical Properties of MaterialsMuhammad SalamNo ratings yet
- Chapter 3 Mechanical PropertiesDocument41 pagesChapter 3 Mechanical PropertiesMai Huong Bui ThiNo ratings yet
- Mechanical TestingDocument21 pagesMechanical TestingMING LIAONo ratings yet
- PPT3 - Mechanical Behavior, Testing and Manufacturing Properties of Materials Rev (New)Document30 pagesPPT3 - Mechanical Behavior, Testing and Manufacturing Properties of Materials Rev (New)aekimNo ratings yet
- Altinbas University Industrial Engineering Ie258 Manufacturing Process Lab. Tension, Bending, Compression and Torsion TestDocument19 pagesAltinbas University Industrial Engineering Ie258 Manufacturing Process Lab. Tension, Bending, Compression and Torsion TestHusam JARRAR100% (1)
- Mechanical Properties 2Document33 pagesMechanical Properties 2SarumathiNo ratings yet
- 03-Pet Eng Design - PTE - 470 - Mechanical PropertiesDocument46 pages03-Pet Eng Design - PTE - 470 - Mechanical PropertiesHassan KhalifeNo ratings yet
- ArchitDocument12 pagesArchitjattharmanhero00No ratings yet
- Chap 3 - ReviewerDocument4 pagesChap 3 - ReviewerIsha MancenidoNo ratings yet
- Manufacturing Processes: Mechanical Properties of MaterialsDocument41 pagesManufacturing Processes: Mechanical Properties of MaterialsMohammed JehadNo ratings yet
- Mechanics of MaterialsDocument18 pagesMechanics of MaterialsSaad FaheemNo ratings yet
- Mechanical Properties DEFINITIONSDocument29 pagesMechanical Properties DEFINITIONSSeanne CruzNo ratings yet
- Solids and Structural MechanicsDocument15 pagesSolids and Structural MechanicsBONFACE MUGUNANo ratings yet
- Real O.V Tensile TestingDocument14 pagesReal O.V Tensile TestingOshane ThomasNo ratings yet
- 09 Torsion Moment & Torsion Angle of ShaftDocument7 pages09 Torsion Moment & Torsion Angle of ShaftElaine PuiNo ratings yet
- Tensile Test PresentationDocument36 pagesTensile Test Presentationssdivi100% (2)
- MP Week 4 Casting IIDocument61 pagesMP Week 4 Casting IIaqsa zahidNo ratings yet
- MP Week I & IIDocument40 pagesMP Week I & IIaqsa zahidNo ratings yet
- Lecture 4Document14 pagesLecture 4aqsa zahidNo ratings yet
- Lecture 2Document18 pagesLecture 2aqsa zahidNo ratings yet
- Nominal Pipe Size - Wikipedia PDFDocument4 pagesNominal Pipe Size - Wikipedia PDFmecano1No ratings yet
- New Holland 666Document964 pagesNew Holland 666atelierul mobilNo ratings yet
- Thermo KingDocument208 pagesThermo KingMayki Flores López92% (12)
- 750L Tablet IBCDocument1 page750L Tablet IBCYeswanth SuryadevaraNo ratings yet
- Static Pressure Calculation SheetDocument24 pagesStatic Pressure Calculation SheetMuhammad ZubairNo ratings yet
- Turgo Final ReportDocument29 pagesTurgo Final ReportFouzi FûpĩNo ratings yet
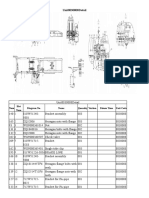
- Unit8030008Detail: Num Hot Num Diagram No. Name Quantity Vertion Disuse Time Unit CodeDocument3 pagesUnit8030008Detail: Num Hot Num Diagram No. Name Quantity Vertion Disuse Time Unit CodeChen PeterNo ratings yet
- Ozar Tools CatalogueDocument160 pagesOzar Tools CatalogueOZAR ToolsNo ratings yet
- Centrifugal Pump Problems Part 2Document21 pagesCentrifugal Pump Problems Part 2Bandaiah GN100% (1)
- Mechanical Hazards and Machine SafeguardingDocument29 pagesMechanical Hazards and Machine SafeguardingVam ArmodiaNo ratings yet
- Volkswagen Amarok 2.0 Tdi Cnfa: Timing Belt: Removal/InstallationDocument18 pagesVolkswagen Amarok 2.0 Tdi Cnfa: Timing Belt: Removal/InstallationÖsçâr LørdNo ratings yet
- 01-01 TrueSpace SubstructureDocument2 pages01-01 TrueSpace Substructurewesam allabadi100% (1)
- Osm-093 57800-100Document86 pagesOsm-093 57800-100Taller cncNo ratings yet
- Keenserts Tridair FastenersDocument58 pagesKeenserts Tridair FastenersThor InternationalNo ratings yet
- ANSI Pipe SchedulesDocument1 pageANSI Pipe Schedulesrasnowmah2012No ratings yet
- ETA 110086 - Rotho Blaas Hold Downs WHTDocument19 pagesETA 110086 - Rotho Blaas Hold Downs WHTGuillaumeHNONo ratings yet
- Generalcons Tructionnot ES: General NotesDocument10 pagesGeneralcons Tructionnot ES: General NotesJejomar MotolNo ratings yet
- (32"-Sawl Bare Pipe) : Quality Assurance Plan / Inspection Test Plan (For Sour Service Application)Document18 pages(32"-Sawl Bare Pipe) : Quality Assurance Plan / Inspection Test Plan (For Sour Service Application)Gordon LongforganNo ratings yet
- The Factories Act, 1965 - 230918 - 112659Document124 pagesThe Factories Act, 1965 - 230918 - 112659rahman2011018No ratings yet
- 10 Things Not To Do When Your Hydraulic Fitting LeaksDocument2 pages10 Things Not To Do When Your Hydraulic Fitting LeaksEduardo CramerNo ratings yet
- Sheet 04 Barrel VaultDocument1 pageSheet 04 Barrel VaultSoham SatamNo ratings yet
- Thamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Document2 pagesThamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Paul PhiliphsNo ratings yet
- Column Design 800X1100 SonipatDocument2 pagesColumn Design 800X1100 SonipatharshNo ratings yet
- Calculation of Secondary Superheater 01.02.2012 00Document45 pagesCalculation of Secondary Superheater 01.02.2012 00brintopvNo ratings yet
- Solid Mensuration Midterm Set ADocument5 pagesSolid Mensuration Midterm Set AMark Jecel RapirNo ratings yet
- Spare Parts: LKB Automatic and Manual Butterfly ValveDocument40 pagesSpare Parts: LKB Automatic and Manual Butterfly ValvejoseNo ratings yet
- Brake System in Tractor: Presented byDocument27 pagesBrake System in Tractor: Presented byDomnic KibetNo ratings yet
- Steam Traps Wiki Seminar2Document7 pagesSteam Traps Wiki Seminar2Ram KumaarNo ratings yet
- Dozerblade PartsDocument20 pagesDozerblade PartsMarcus LopesNo ratings yet
- Lathe PDFDocument114 pagesLathe PDFMagnas J100% (1)