You might also like
- Thermex Hydraulic Oil CoolersDocument9 pagesThermex Hydraulic Oil Coolersmajid fardniaNo ratings yet
- Choke PDFDocument32 pagesChoke PDFobumuyaemesi100% (1)
- High GOR Environmentl - SPE Format - Rev1Document30 pagesHigh GOR Environmentl - SPE Format - Rev1SrewaBenshebilNo ratings yet
- Overview of CBM & It's Workover OperationsDocument21 pagesOverview of CBM & It's Workover OperationsvigneshNo ratings yet
- Screwpump Series Technical SpecificationsDocument12 pagesScrewpump Series Technical SpecificationsMick VNo ratings yet
- Artificial Lift Selection for Optimum Reservoir EfficiencyDocument15 pagesArtificial Lift Selection for Optimum Reservoir Efficiencyمحمد المحموديNo ratings yet
- 200706-PD-Overview-for Distributor TrainingDocument96 pages200706-PD-Overview-for Distributor TrainingChester Dalitso MwanzaNo ratings yet
- PU LPH 80540 80553 Esite GBDocument7 pagesPU LPH 80540 80553 Esite GBAl-Alamiya TradeNo ratings yet
- Producton Engineering AssignmentDocument8 pagesProducton Engineering AssignmentTheo AnkamahNo ratings yet
- Hydrogen GeneratorDocument4 pagesHydrogen GeneratorsaleempetrochemicalNo ratings yet
- K40plus 01 T ADocument12 pagesK40plus 01 T AromanvauchetskiNo ratings yet
- SF20-22 Poppet, 2-Way, N.C., High Pressure: Solenoid ValvesDocument2 pagesSF20-22 Poppet, 2-Way, N.C., High Pressure: Solenoid ValvesMarcos RodrigoNo ratings yet
- DS0256 Standard US ENDocument4 pagesDS0256 Standard US ENkicsnerNo ratings yet
- Water Hammer and Design of Surge Protection SystemsDocument73 pagesWater Hammer and Design of Surge Protection SystemsAhceneNo ratings yet
- Folder LMI C DSD 07-2013Document4 pagesFolder LMI C DSD 07-2013reinpolyNo ratings yet
- LPH 65320 LPH 65327Document9 pagesLPH 65320 LPH 65327Eko WageurNo ratings yet
- Overview of CBM & It's Workover OperationsDocument24 pagesOverview of CBM & It's Workover OperationsvigneshNo ratings yet
- Mud Functions and Lab Test ReviewDocument112 pagesMud Functions and Lab Test ReviewfeoNo ratings yet
- Injection and Disposal Wells: - What Is Different - How To Convert Producers To InjectorsDocument49 pagesInjection and Disposal Wells: - What Is Different - How To Convert Producers To Injectorsdriller22No ratings yet
- Measure rectangular duct flow with aerodynamic foilDocument6 pagesMeasure rectangular duct flow with aerodynamic foilvaisakp777No ratings yet
- Product Description: Screw Pump SeriesDocument12 pagesProduct Description: Screw Pump SeriesEugenio LombardiNo ratings yet
- Reverse OsmosisDocument131 pagesReverse OsmosisTaufiqTaufiq100% (4)
- Indirect Heater 5 k Technical Data SheetDocument2 pagesIndirect Heater 5 k Technical Data Sheetshakouri1370_8902064No ratings yet
- High Pressure Pump: ScrewpumpDocument8 pagesHigh Pressure Pump: ScrewpumpPratik LikharNo ratings yet
- Two-Way Plug Valve, Internal Pipe Thread: Product DescriptionDocument1 pageTwo-Way Plug Valve, Internal Pipe Thread: Product DescriptionISHAN VERMANo ratings yet
- SO 100 200 Spec SheetDocument2 pagesSO 100 200 Spec SheetDiego Alejandro Santana ClavijoNo ratings yet
- Datasheet Encoder Optico Celesco ch25Document2 pagesDatasheet Encoder Optico Celesco ch25Alexis DelgadoNo ratings yet
- Study of "Boiler Water-Steam Circuit" in A 660 MW Boiler at Sipat-Stage 1Document35 pagesStudy of "Boiler Water-Steam Circuit" in A 660 MW Boiler at Sipat-Stage 1Prakash PatelNo ratings yet
- Caleffi 250 Series Solar Automatic Air Vent SpecificationsDocument2 pagesCaleffi 250 Series Solar Automatic Air Vent Specificationse-ComfortUSANo ratings yet
- A2VKDocument10 pagesA2VKsalelg1980No ratings yet
- A2vk PDFDocument10 pagesA2vk PDFMohar SinghNo ratings yet
- A2vk PDFDocument10 pagesA2vk PDFMohar SinghNo ratings yet
- Liquid ring vacuum pumps: Two-stage LOH 25003, LOH 25007, LOH 25309Document11 pagesLiquid ring vacuum pumps: Two-stage LOH 25003, LOH 25007, LOH 25309Raciel Leon CarlosNo ratings yet
- Circle Seal ControlsDocument34 pagesCircle Seal Controls朱向斌No ratings yet
- Underbalanced DrillingDocument50 pagesUnderbalanced DrillingZul Atfi100% (1)
- Test Separator WT 16Document4 pagesTest Separator WT 16jairaso2950No ratings yet
- ACGDocument11 pagesACGVladimir MendezNo ratings yet
- Overview of CBM & It'S Workover OperationsDocument13 pagesOverview of CBM & It'S Workover OperationsvigneshNo ratings yet
- Geothermal Wells Aerated Fluid DrillingDocument28 pagesGeothermal Wells Aerated Fluid DrillingC. A. C. RuizNo ratings yet
- Data Extract From Indicadores Del Desarrollo MundialDocument7 pagesData Extract From Indicadores Del Desarrollo MundialAdolfo Perez (INNTELLIA)No ratings yet
- STE0363 - 92 rev.06 - 22-07-2022 (3)Document22 pagesSTE0363 - 92 rev.06 - 22-07-2022 (3)emunozNo ratings yet
- Pt. Puji Lestari Purnama: Iso Classification HFA HFB HFC HFD-R Hfd-U HLPDocument1 pagePt. Puji Lestari Purnama: Iso Classification HFA HFB HFC HFD-R Hfd-U HLPTommy KurniaNo ratings yet
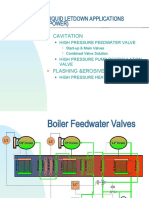
- Liquid Power ApplicationDocument28 pagesLiquid Power ApplicationiqjoeljoachinNo ratings yet
- WRP22G Oea5 - 400 P 121121 e 00Document4 pagesWRP22G Oea5 - 400 P 121121 e 00Eng-Mohammed SalemNo ratings yet
- Hydraulic Fire Calculations PDF FreeDocument16 pagesHydraulic Fire Calculations PDF Free8benitez suiteNo ratings yet
- 8.1 Hole CleaningDocument45 pages8.1 Hole CleaningJesús LeyvaNo ratings yet
- Flow Assurance Technology Options Pipe Sizing For Deep Water Long Distance Oil Gas TransportDocument40 pagesFlow Assurance Technology Options Pipe Sizing For Deep Water Long Distance Oil Gas TransportIsaac Mohanadasan100% (1)
- 550series - HydraustarDocument8 pages550series - HydraustarvijaykumarnNo ratings yet
- Progressive cavity pump guide: components, uses, advantages & limitationsDocument3 pagesProgressive cavity pump guide: components, uses, advantages & limitationsdhrumil savaliaNo ratings yet
- STD Line ACD6: Product DescriptionDocument8 pagesSTD Line ACD6: Product DescriptionEugenio LombardiNo ratings yet
- 1 - Pipeline Hydraulics-BasicsDocument12 pages1 - Pipeline Hydraulics-BasicsAbu Hadiyd Al-Ikhwan100% (1)
- Dembla Valves Series 1200 Anti-Cavitation Low Noise Cage Guided Control ValveDocument15 pagesDembla Valves Series 1200 Anti-Cavitation Low Noise Cage Guided Control ValveIbra HimNo ratings yet
- S EPARATEURDocument11 pagesS EPARATEURChristy KlNo ratings yet
- YF-8580 Gas Control Valve SpecsheetDocument3 pagesYF-8580 Gas Control Valve SpecsheetAmtNo ratings yet
- TC FLS Sihi Leh 1200 1500 1800 enDocument10 pagesTC FLS Sihi Leh 1200 1500 1800 enGustavo ZavalaNo ratings yet
- ANEXO II - de NadaDocument2 pagesANEXO II - de NadaRafael BarretoNo ratings yet
- Topic 7 Oil and Gas Pipeline SolutionsDocument17 pagesTopic 7 Oil and Gas Pipeline SolutionsImranMajidli100% (1)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Fidelis C Inyiama Thesis 2012Document96 pagesFidelis C Inyiama Thesis 2012aliNo ratings yet
- Oil/Gas Flow Control DissertationDocument51 pagesOil/Gas Flow Control Dissertationpebrian sahputraNo ratings yet
- Corrosion Problems During Oil and Gas Production and Its MitigationDocument15 pagesCorrosion Problems During Oil and Gas Production and Its MitigationjesiNo ratings yet
- Case Study For Insulation Selection For A Deepwater DevelopmentDocument20 pagesCase Study For Insulation Selection For A Deepwater Developmentpasha khanNo ratings yet
- Validation of PHAST Dispersion ModelDocument6 pagesValidation of PHAST Dispersion ModelAshwini NikamNo ratings yet
- Technical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELDocument23 pagesTechnical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELOunna PechNo ratings yet
- Cs & Las Impact Req - Asme Sec Viii Div 2Document16 pagesCs & Las Impact Req - Asme Sec Viii Div 2AmitNarayanNitnawareNo ratings yet
- Le Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SDocument2 pagesLe Problème Inverse de Conduction de La Chaleur: P O U R E N S A V O I R P L U SZeinab Ben RomdhaneNo ratings yet
- Monolithic Wheels for Harsh EnvironmentsDocument1 pageMonolithic Wheels for Harsh EnvironmentsEko PrastyoNo ratings yet
- Product Bulletin: (Microcrystalline Zinc-PhosphateDocument2 pagesProduct Bulletin: (Microcrystalline Zinc-PhosphateJason SonidoNo ratings yet
- C Colours-Merged PDFDocument90 pagesC Colours-Merged PDFvinodhiniNo ratings yet
- Adhesion of Cells To Polystyrene SurfaceDocument7 pagesAdhesion of Cells To Polystyrene Surfacef20212314No ratings yet
- 1 - Teknik & Metalurgi PengelasanDocument7 pages1 - Teknik & Metalurgi PengelasanMaulana AlfarisyNo ratings yet
- Tutorial 1-Solid State Physics-2010Document3 pagesTutorial 1-Solid State Physics-2010Woon Bing100% (1)
- Study Rate: Chemistry Notes For Class 12 Chapter 14 BiomoleculesDocument21 pagesStudy Rate: Chemistry Notes For Class 12 Chapter 14 BiomoleculesYASH SONARNo ratings yet
- PH and BuffersDocument24 pagesPH and BuffersJoshua LewisNo ratings yet
- ODU Chemistry Chapter 5.1-5.2 Thermodynamics and Energy ReviewDocument10 pagesODU Chemistry Chapter 5.1-5.2 Thermodynamics and Energy Reviewjarzola11No ratings yet
- Magnetic PropertiesDocument29 pagesMagnetic PropertiesSiyan ShivaNo ratings yet
- Astm F 781Document4 pagesAstm F 781DmitriyNo ratings yet
- Bulk and Suspenshion Polynerization of MMA Into PMMADocument5 pagesBulk and Suspenshion Polynerization of MMA Into PMMADavid Meza CarbajalNo ratings yet
- Assessment Modules 5 6Document3 pagesAssessment Modules 5 6Obeña Grecia Joy T.No ratings yet
- Chapter 3: Atomic and Ionic Arrangements: 3-1 SolutionDocument52 pagesChapter 3: Atomic and Ionic Arrangements: 3-1 SolutionMarcos Jose100% (1)
- Dielectric Constant ValuesDocument42 pagesDielectric Constant ValuesocedwiputriNo ratings yet
- COA of Sodium Ascorbyl PhosphateDocument1 pageCOA of Sodium Ascorbyl PhosphatePan EmmaNo ratings yet
- Physics: PW - AITS - NT-20Document14 pagesPhysics: PW - AITS - NT-20Shivanshu ShivamNo ratings yet
- Copper Canadian Soil Quality Guidelines For The Protection of Environmental and Human Health enDocument7 pagesCopper Canadian Soil Quality Guidelines For The Protection of Environmental and Human Health enTrevor FranklinNo ratings yet
- BioreactorsDocument0 pagesBioreactorsPaulo SouzaNo ratings yet
- EM201 FLUID MECHANICS LAB REPORT 2Document17 pagesEM201 FLUID MECHANICS LAB REPORT 2Limmy Yingran100% (1)
- Lab 5: Heat Capacity: PHY130 Uitm Kampus Bukit Besi, Terengganu Fakulti Sains Gunaan Industri Higien Dan TerknologiDocument7 pagesLab 5: Heat Capacity: PHY130 Uitm Kampus Bukit Besi, Terengganu Fakulti Sains Gunaan Industri Higien Dan TerknologiMuhammad SyafiqNo ratings yet
- United States Patent (19) 11 Patent Number: 5,935,415Document12 pagesUnited States Patent (19) 11 Patent Number: 5,935,415xyz7890No ratings yet
- Bio Lab ReportDocument9 pagesBio Lab Reportapi-298082264No ratings yet
- Tall Oil Production and ProcessingDocument11 pagesTall Oil Production and Processinggauravjuyal1988No ratings yet
- Hydrogenation of AlkenesDocument2 pagesHydrogenation of AlkenesNur FarahinNo ratings yet
- White1971 - Vapor Dominated Hydrotermal Systems Compared With Hot-Water SystemDocument23 pagesWhite1971 - Vapor Dominated Hydrotermal Systems Compared With Hot-Water SystemNino PumaNo ratings yet