You might also like
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- BS 8218-1998 Mastic Asphalt RoofingDocument38 pagesBS 8218-1998 Mastic Asphalt Roofingconst1No ratings yet
- Material Alloy KHR32CDocument2 pagesMaterial Alloy KHR32CKHNo ratings yet
- Chromium PlatingDocument66 pagesChromium PlatingManikandan SudharsanNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- 2.2.2-Shed Cost EstimatorDocument2 pages2.2.2-Shed Cost EstimatorRowland Adewumi100% (1)
- Electricalsolutions: Part Number System For Non-Shrink PVC Tubing TV105 12 MDocument1 pageElectricalsolutions: Part Number System For Non-Shrink PVC Tubing TV105 12 MbertovalenNo ratings yet
- Refractory Material SelectionDocument7 pagesRefractory Material SelectionCristhofer HernandezNo ratings yet
- TEPZZ 45 777A - T: European Patent ApplicationDocument13 pagesTEPZZ 45 777A - T: European Patent ApplicationemregnesNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- CN110669986B 一种310s不锈钢制备方法及310s不锈钢Document8 pagesCN110669986B 一种310s不锈钢制备方法及310s不锈钢yu64471No ratings yet
- Pure Iron, Allotropy:: Steels Are Alloys of Iron and Carbon With Carbon Content Up To 2%Document13 pagesPure Iron, Allotropy:: Steels Are Alloys of Iron and Carbon With Carbon Content Up To 2%Abhishek SakatNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Duplex Stainless SteelsDocument25 pagesDuplex Stainless Steelspym1506gmail.comNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0193087 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2010/0193087 A1Erin GokNo ratings yet
- Union S2 Si & Union S3NiMo1Document1 pageUnion S2 Si & Union S3NiMo1Kara WhiteNo ratings yet
- Carburization Resistance of Nickel-Base, Heat-Resisting AlloysDocument11 pagesCarburization Resistance of Nickel-Base, Heat-Resisting AlloysCHONKARN CHIABLAMNo ratings yet
- EP2154258A1Document16 pagesEP2154258A1Amin ZoljanahiNo ratings yet
- Alloy Steels: GMTC GMTCDocument2 pagesAlloy Steels: GMTC GMTCpvdangNo ratings yet
- EP 1649950A2 Method For Manufacturing Copper AlloysDocument7 pagesEP 1649950A2 Method For Manufacturing Copper AlloysNut AssanaiNo ratings yet
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 pagesMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaNo ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- Aisi Type 403 (Chemical Composition)Document7 pagesAisi Type 403 (Chemical Composition)MiguelPacheecoAgamezNo ratings yet
- Hard Gold PlatingDocument10 pagesHard Gold PlatingAaed M. EnadNo ratings yet
- CDA110 Specifaction SheetDocument5 pagesCDA110 Specifaction SheetGendakensNo ratings yet
- TEPZZ 6 8 6A - T: European Patent ApplicationDocument13 pagesTEPZZ 6 8 6A - T: European Patent ApplicationAbhishek MishraNo ratings yet
- AISI 1045 Carbon Steel G10450 Din CK45 W-Nr. 1.1191 JIS S45C Sheet PlateDocument3 pagesAISI 1045 Carbon Steel G10450 Din CK45 W-Nr. 1.1191 JIS S45C Sheet Platenhirpara1No ratings yet
- Lecture-1, Maraging SteelsDocument30 pagesLecture-1, Maraging Steelssatish chinthamNo ratings yet
- Shell CorrosionDocument33 pagesShell CorrosionManekGorisNo ratings yet
- Anodes For Cu-EWDocument28 pagesAnodes For Cu-EWvictor perez villegasNo ratings yet
- EtchingDocument47 pagesEtchinghrishikeshdeka18No ratings yet
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Document22 pagesA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyNo ratings yet
- Materials Chemistry and Physics, 14 (1986) 259-261: in The NetherlandsDocument9 pagesMaterials Chemistry and Physics, 14 (1986) 259-261: in The NetherlandsDTMM Anggit DriasadityaNo ratings yet
- Catalogo SchulzDocument61 pagesCatalogo SchulzIsabel PulidoNo ratings yet
- STP Random PatentDocument18 pagesSTP Random PatentPranshu JainNo ratings yet
- Metals: Sci 401 Lecture 8Document54 pagesMetals: Sci 401 Lecture 8Niña Viaña BinayNo ratings yet
- Vulcan Industrial Engineering Co. Pvt. LTDDocument3 pagesVulcan Industrial Engineering Co. Pvt. LTDk koradiaNo ratings yet
- Casting: 2.810 Prof. Timothy GutowskiDocument63 pagesCasting: 2.810 Prof. Timothy GutowskiLi BoNo ratings yet
- The Welding of Structural Steels Without PreheatDocument10 pagesThe Welding of Structural Steels Without PreheatHouman HatamianNo ratings yet
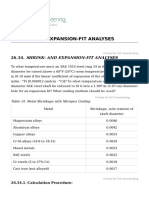
- Shrink - and Expansion-Fit AnalysesDocument3 pagesShrink - and Expansion-Fit AnalysesScribdUser11235No ratings yet
- D-70 Cupronickel Rev 06Document3 pagesD-70 Cupronickel Rev 06Luis Gustavo AndradeNo ratings yet
- SAC305 Lead Free Electrolytic Wave Solder Product Bulletin: Metallic Resources, IncDocument2 pagesSAC305 Lead Free Electrolytic Wave Solder Product Bulletin: Metallic Resources, Incmuki10No ratings yet
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument2 pagesProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87No ratings yet
- 4140Document7 pages4140Cristopher CastroNo ratings yet
- Jp2012223806a 3Document11 pagesJp2012223806a 3leh antNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- Cromarod Duplex B-1Document1 pageCromarod Duplex B-1Matija BušićNo ratings yet
- P91 - Modified 9crmo: Data SheetDocument7 pagesP91 - Modified 9crmo: Data SheetpbanerjeeNo ratings yet
- Weldeability Offshore SteelDocument12 pagesWeldeability Offshore Steelcarrotiron100% (1)
- Casting (Recovered)Document44 pagesCasting (Recovered)prabhu100% (1)
- Pipesteel API 5l x80Document52 pagesPipesteel API 5l x80Vera Yulia RachmawatyNo ratings yet
- Copper Production ProcessDocument28 pagesCopper Production ProcessTolstoy LeoNo ratings yet
- OK Weartrode 62 (84.84)Document2 pagesOK Weartrode 62 (84.84)Dieng MessatsuNo ratings yet
- OK Weartrode 62 (84.84)Document2 pagesOK Weartrode 62 (84.84)Dieng MessatsuNo ratings yet
- OK Weartrode 62 (84.84)Document2 pagesOK Weartrode 62 (84.84)Dieng MessatsuNo ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'wangshengfffNo ratings yet
- HASTELLOY® C-22HS™alloyDocument16 pagesHASTELLOY® C-22HS™alloyYudha SatriaNo ratings yet
- Joining Copper Nickel AlloysDocument9 pagesJoining Copper Nickel AlloyshboodhaiNo ratings yet
- HK 40Document2 pagesHK 40hawyegNo ratings yet
- Semi Bright Nickel Bath - PatentDocument11 pagesSemi Bright Nickel Bath - PatentCalin DiaconuNo ratings yet
- 3196 1a4Document2 pages3196 1a4Srikanth SrikantiNo ratings yet
- Improvement of Inner Quality of Continuous Cast Round Billets by FCR Technology at Wakayama WorksDocument12 pagesImprovement of Inner Quality of Continuous Cast Round Billets by FCR Technology at Wakayama WorksSrikanth SrikantiNo ratings yet
- Vyi NKC Æo - KH Xslks Osq Fy, 5 Fyvj Ls Vfèkd Ty (Kerk Okys Csfymr Vyi Dkczu Blikr Osq FL YmjDocument20 pagesVyi NKC Æo - KH Xslks Osq Fy, 5 Fyvj Ls Vfèkd Ty (Kerk Okys Csfymr Vyi Dkczu Blikr Osq FL YmjRameshkumar YadavNo ratings yet
- 16444-Part 2-A1-2019Document1 page16444-Part 2-A1-2019HOD Scitpl [Sands]No ratings yet
- 20210113014508-CrMo Broschure 09 2020 eDocument7 pages20210113014508-CrMo Broschure 09 2020 eSrikanth SrikantiNo ratings yet
- The Effect of Cold Rolling Process On THDocument6 pagesThe Effect of Cold Rolling Process On THSrikanth SrikantiNo ratings yet
- MS4SSA IntroductiontoMetalsDocument62 pagesMS4SSA IntroductiontoMetalsSrikanth SrikantiNo ratings yet
- psl1 Vs psl2 Differences 180530141525Document7 pagespsl1 Vs psl2 Differences 180530141525Srikanth SrikantiNo ratings yet
- 1 s2.0 S219985312200734X MainDocument33 pages1 s2.0 S219985312200734X MainSrikanth SrikantiNo ratings yet
- Mechanism of Red ScaleDocument7 pagesMechanism of Red ScaleMochamad Kamal IhsanNo ratings yet
- Mechanisms and Adsorption Capacities of Biochar For The Removal of Organic and Inorganic Pollutants From Industrial WastewaterDocument22 pagesMechanisms and Adsorption Capacities of Biochar For The Removal of Organic and Inorganic Pollutants From Industrial WastewaterSrikanth SrikantiNo ratings yet
- Fischer 2003Document5 pagesFischer 2003Srikanth SrikantiNo ratings yet
- 1 s2.0 S2211467X22001626 MainDocument12 pages1 s2.0 S2211467X22001626 MainSrikanth SrikantiNo ratings yet
- 1 s2.0 S1876610219308938 MainDocument8 pages1 s2.0 S1876610219308938 MainSrikanth SrikantiNo ratings yet
- Amendment NO. 2 April 2001 TO IS 1852:1985 Specification For Rolling and Cutting Tolerances For Hot-Rolled Steel ProductsDocument1 pageAmendment NO. 2 April 2001 TO IS 1852:1985 Specification For Rolling and Cutting Tolerances For Hot-Rolled Steel ProductsSrikanth SrikantiNo ratings yet
- Paper 343Document11 pagesPaper 343Srikanth SrikantiNo ratings yet
- Amendment No. 1 September 2017 TO Is 1893 (Part 1) : 2016 Criteria For Earthquake Resistant Design of StructuresDocument1 pageAmendment No. 1 September 2017 TO Is 1893 (Part 1) : 2016 Criteria For Earthquake Resistant Design of StructuresAnito ShobithNo ratings yet
- 1852 1985 Reff2022Document28 pages1852 1985 Reff2022Srikanth SrikantiNo ratings yet
- 2062 2011 Reff2021Document13 pages2062 2011 Reff2021Srikanth SrikantiNo ratings yet
- Amendment No. 1 TO Is 1852: 1985 Specification Cutting Tolerances For JULY 1992 - . For Rolling and Hot-Rolled Steel Products (Document1 pageAmendment No. 1 TO Is 1852: 1985 Specification Cutting Tolerances For JULY 1992 - . For Rolling and Hot-Rolled Steel Products (Srikanth SrikantiNo ratings yet
- Worldsteel Short Range Outlook April 2022 AppendixDocument5 pagesWorldsteel Short Range Outlook April 2022 AppendixSrikanth SrikantiNo ratings yet
- Juchniewicz 2013Document88 pagesJuchniewicz 2013Srikanth SrikantiNo ratings yet
- ABP Product Development Plan 2023-24 Jan, 2023Document32 pagesABP Product Development Plan 2023-24 Jan, 2023Srikanth SrikantiNo ratings yet
- Worldsteel Short Range Outlook April 2022 Press ReleaseDocument4 pagesWorldsteel Short Range Outlook April 2022 Press ReleaseSrikanth SrikantiNo ratings yet
- Welcome To A Presentation On: Corrosion Process & Cathodic Protection SystemDocument63 pagesWelcome To A Presentation On: Corrosion Process & Cathodic Protection SystemSrikanth SrikantiNo ratings yet
- Worldsteel Short Range Outlook April 2022 Press Release TableDocument1 pageWorldsteel Short Range Outlook April 2022 Press Release TableSrikanth SrikantiNo ratings yet
- Fundamentals CourseDocument43 pagesFundamentals CourseSrikanth SrikantiNo ratings yet
- Difference Between Anodic and Cathodic ProtectionDocument5 pagesDifference Between Anodic and Cathodic ProtectionSrikanth SrikantiNo ratings yet
- Basic Corrosion Theory: METL 1313 Introduction To CorrosionDocument40 pagesBasic Corrosion Theory: METL 1313 Introduction To CorrosionSrikanth SrikantiNo ratings yet
- Cathodicandanodicprotection 140208070728 Phpapp02Document15 pagesCathodicandanodicprotection 140208070728 Phpapp02Srikanth SrikantiNo ratings yet
- STENTSDocument56 pagesSTENTSShuktikaNo ratings yet
- Compound Wall OfferDocument4 pagesCompound Wall OfferMd AbidNo ratings yet
- Aluminium Foil CatalogDocument12 pagesAluminium Foil CatalogFajar Premana PutraNo ratings yet
- Aisi 1038 Carbon Steel (Uns g10380)Document3 pagesAisi 1038 Carbon Steel (Uns g10380)singaravelan narayanasamy100% (1)
- Cti. Fiberglass Reinforced Polyester in Cooling Towers - Structural Application (FRP)Document12 pagesCti. Fiberglass Reinforced Polyester in Cooling Towers - Structural Application (FRP)GIUSEPPE PIZZINo ratings yet
- Viscoelastic Properties of Amorphous Polymers: Measured Over Some Arbitrary Time Period - Say 10 SecsDocument15 pagesViscoelastic Properties of Amorphous Polymers: Measured Over Some Arbitrary Time Period - Say 10 SecsnatalietnhNo ratings yet
- APCH312 Practical 1Document10 pagesAPCH312 Practical 1Donné van HeerdenNo ratings yet
- Abstract of ASTM F880M 1990Document5 pagesAbstract of ASTM F880M 1990Jesse ChenNo ratings yet
- PROJECT: Proposed Three-Bedroom Bungalow LOCATION: Las Vegas St. Bonuan Gueset, Dagupan City OWNER: Ms. Vida Cayabyab Subject: SpecificationsDocument3 pagesPROJECT: Proposed Three-Bedroom Bungalow LOCATION: Las Vegas St. Bonuan Gueset, Dagupan City OWNER: Ms. Vida Cayabyab Subject: SpecificationsPhriencess Paris EsguerraNo ratings yet
- Project Proposal Group 2Document4 pagesProject Proposal Group 2Mae EnteroNo ratings yet
- Bonga University: Engineering Material (Meng2091)Document32 pagesBonga University: Engineering Material (Meng2091)Mul'isaa JireenyaaNo ratings yet
- Structures of METAL and CERAMICSDocument25 pagesStructures of METAL and CERAMICSSeanne CruzNo ratings yet
- !JotTest Resist 86 TestReport Pull-OffDocument3 pages!JotTest Resist 86 TestReport Pull-OffMaricelSoledadTorrijosZuñigaNo ratings yet
- IncotermsDocument4 pagesIncotermsCamille Angelie SoribelloNo ratings yet
- Wire Harness Repair-2200SRM1128 - (05-2005) - US-ENDocument76 pagesWire Harness Repair-2200SRM1128 - (05-2005) - US-ENMichał BujaraNo ratings yet
- Simona PC FR Rail: Flame Retardent Interior Linings For Rail VehiclesDocument2 pagesSimona PC FR Rail: Flame Retardent Interior Linings For Rail VehiclesAbdelmajid HmNo ratings yet
- Resins For Wood CoatingsDocument18 pagesResins For Wood CoatingsMuhammad AhsanNo ratings yet
- Enka® Tectape Hybrid Roving: Diolen Enka Nylon Enkalon StanylenkaDocument29 pagesEnka® Tectape Hybrid Roving: Diolen Enka Nylon Enkalon StanylenkaCraig MartinNo ratings yet
- European Steel and Alloy Grades: HCT980X (1.0944)Document2 pagesEuropean Steel and Alloy Grades: HCT980X (1.0944)farshid KarpasandNo ratings yet
- Prabakaran 2018Document12 pagesPrabakaran 2018dilla zainudinNo ratings yet
- Philips FR M 8928444 GC9220Document126 pagesPhilips FR M 8928444 GC9220Bart KleijwegtNo ratings yet
- Topic 1 IntroductionDocument23 pagesTopic 1 IntroductionJay PatelNo ratings yet
- Launch Document - Flooring BusinessDocument5 pagesLaunch Document - Flooring BusinessRana MahatoNo ratings yet
- Central Loose Tube Double LSZH Jacket Indoor/outdoor Type Fire Resistant Fiber Optic CableDocument2 pagesCentral Loose Tube Double LSZH Jacket Indoor/outdoor Type Fire Resistant Fiber Optic Cablekevinwz1989No ratings yet
- Concrete Technology PDFDocument3 pagesConcrete Technology PDFKunalNo ratings yet
- Materials Today: ProceedingsDocument9 pagesMaterials Today: ProceedingsAditya RachmanNo ratings yet