You might also like
- Sircal Instruments (UK) LTD: MP-2000 Rare Gas Purifier Operating & Servicing ManualDocument31 pagesSircal Instruments (UK) LTD: MP-2000 Rare Gas Purifier Operating & Servicing ManualPavel Vancu57% (7)
- Investingunplugged PDFDocument225 pagesInvestingunplugged PDFWilliam MercerNo ratings yet
- Final Ska CondensorDocument100 pagesFinal Ska Condensor77errorsNo ratings yet
- Section 3 Eci Training Cooling SystemDocument20 pagesSection 3 Eci Training Cooling SystemGlenn BholaNo ratings yet
- Auxiliary Power Consumption & DistributionDocument41 pagesAuxiliary Power Consumption & Distributionvit200711No ratings yet
- PLANT ROOM EFFICENCY-karleDocument13 pagesPLANT ROOM EFFICENCY-karleAzher IrfanNo ratings yet
- Oil Tanker Machinery ListDocument5 pagesOil Tanker Machinery ListRiazul KarimNo ratings yet
- Cooling Water SystemDocument48 pagesCooling Water SystemSandeep JoshiNo ratings yet
- MTU 1163 TB 93 ENGINE LAYOUTDocument52 pagesMTU 1163 TB 93 ENGINE LAYOUTHaritha Haraekrishnan100% (1)
- Stopping Procedure: MLN Block 405 Algeria Operator TrainingDocument10 pagesStopping Procedure: MLN Block 405 Algeria Operator TrainingGUESSOUMA100% (1)
- Merchant - Condensing Unit For Ac PDFDocument14 pagesMerchant - Condensing Unit For Ac PDFAmmar RamanNo ratings yet
- Absorption Refrigeration CycleDocument50 pagesAbsorption Refrigeration CycleAndrew PantaleonNo ratings yet
- Major Equipments: FOR Asam-Asam Coal Fired Steam Power Plant 2X65 MW (UNIT 3 & 4) Oleh: Arief Daru WibawantoDocument34 pagesMajor Equipments: FOR Asam-Asam Coal Fired Steam Power Plant 2X65 MW (UNIT 3 & 4) Oleh: Arief Daru Wibawantosaiful anwarNo ratings yet
- Dunham Bush Model AFHXDocument24 pagesDunham Bush Model AFHXSteve PfefferNo ratings yet
- Boiler and Auxiliary Systems PresentationDocument47 pagesBoiler and Auxiliary Systems PresentationshivabhaNo ratings yet
- Crisis Management at Blast FurnaceDocument17 pagesCrisis Management at Blast FurnaceSanjay Kumar DokaniaNo ratings yet
- FCCU OPERATION AND REACTIONS PRESENTATIONDocument44 pagesFCCU OPERATION AND REACTIONS PRESENTATIONHarish GojiyaNo ratings yet
- Ñieän Laïnh Kuen Ling: Scroll Hermetic Chiller UnitsDocument8 pagesÑieän Laïnh Kuen Ling: Scroll Hermetic Chiller UnitsPhan HieuNo ratings yet
- Refrigeration Cycles PDFDocument106 pagesRefrigeration Cycles PDFيزيد عبد الحميد منصورNo ratings yet
- Bought Out Items and HRT Weight CalculationDocument7 pagesBought Out Items and HRT Weight Calculationhari prasadNo ratings yet
- Cooling TowerDocument42 pagesCooling Towerpranay26No ratings yet
- Chapter 1Document35 pagesChapter 1عبير ابوصالحهNo ratings yet
- HT Cable ScheduleDocument2 pagesHT Cable ScheduletceterexNo ratings yet
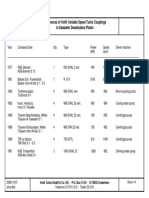
- References of Voith Variable Speed Turbo Couplings in Seawater Desalination PlantsDocument4 pagesReferences of Voith Variable Speed Turbo Couplings in Seawater Desalination Plantssugeng wahyudiNo ratings yet
- Process Water ChillersDocument52 pagesProcess Water ChillersJohn Gonzalez100% (1)
- Boiler PresentaionDocument73 pagesBoiler PresentaionNikhil PandeyNo ratings yet
- Turbine Presentation, NGDocument46 pagesTurbine Presentation, NGNitesh GargNo ratings yet
- Gas chlorinator-MTP1Document2 pagesGas chlorinator-MTP1Achira Chanaka PeirisNo ratings yet
- Boiler and AuxDocument47 pagesBoiler and AuxRajani Kanta Munda100% (1)
- 17 Vapour Absorption Refrigeration Systems Based On Ammonia-Water PairDocument16 pages17 Vapour Absorption Refrigeration Systems Based On Ammonia-Water PairPRASAD326100% (13)
- EKO BESTWAY PROJECT - PPSXDocument22 pagesEKO BESTWAY PROJECT - PPSXJunaid MazharNo ratings yet
- CATALOG Condenser 1Document6 pagesCATALOG Condenser 1アルビン ベネNo ratings yet
- Rfp12em-102 Chiller Maintenance Attach A, c1-3 Ppd-Systems InventoryDocument5 pagesRfp12em-102 Chiller Maintenance Attach A, c1-3 Ppd-Systems InventoryJefferson FloresNo ratings yet
- Chiller and cooling equipment scheduleDocument53 pagesChiller and cooling equipment scheduleRaju KsnNo ratings yet
- FIGURE 10-17: Vapor and Combined Power CyclesDocument8 pagesFIGURE 10-17: Vapor and Combined Power CyclesBengü MNo ratings yet
- Silenciamiento de Martilleo en Un Sistema de CondesamientoDocument9 pagesSilenciamiento de Martilleo en Un Sistema de Condesamientokelvin CarreroNo ratings yet
- ECO HEAT PUMPDocument6 pagesECO HEAT PUMPckyee88-1No ratings yet
- Simplex Infrastructures LTD List of Equipment Available For HireDocument1 pageSimplex Infrastructures LTD List of Equipment Available For HireSurajPandeyNo ratings yet
- Water ChemistryDocument99 pagesWater Chemistryvit200711100% (1)
- Udaipur Cement Works LimitedDocument17 pagesUdaipur Cement Works LimitedBülent BulutNo ratings yet
- GAP NEED TO BUILT UP AND SWOLLEN & LEAKING FLANGE NEAR NO 1 WBPDocument25 pagesGAP NEED TO BUILT UP AND SWOLLEN & LEAKING FLANGE NEAR NO 1 WBPAmit Raj AnandNo ratings yet
- Spob Musi Prosperity - Dock Repair List Owner EstimateDocument3 pagesSpob Musi Prosperity - Dock Repair List Owner Estimatenugroho sulistiyadiNo ratings yet
- Nawras CHILLER SUMMARY SHEETDocument2 pagesNawras CHILLER SUMMARY SHEETAhmed BahgatNo ratings yet
- Ac System Parts Id SK-KD 19Document89 pagesAc System Parts Id SK-KD 19Louise LucassicNo ratings yet
- MP2000 ENGLISH MANUAL APRIL 2011 Ver 1.3Document31 pagesMP2000 ENGLISH MANUAL APRIL 2011 Ver 1.3Hari PrasathNo ratings yet
- Refrigeration PrinciplesDocument20 pagesRefrigeration PrinciplesAADIL AHMED ANo ratings yet
- TURBINE & AUX MAL FUNCTIONSDocument29 pagesTURBINE & AUX MAL FUNCTIONSdurga praveenNo ratings yet
- M-101 Electro Mechanical Symbols PDFDocument1 pageM-101 Electro Mechanical Symbols PDFMØhãmmed ØwięsNo ratings yet
- Packinox Multistream ServiceDocument2 pagesPackinox Multistream ServiceCorneliuPopaNo ratings yet
- SRU PresentationDocument107 pagesSRU PresentationDebolina Saha100% (10)
- Bomba de AguaDocument5 pagesBomba de Aguajuan riveraNo ratings yet
- Crest SLDDocument1 pageCrest SLDSECI 2020No ratings yet
- NTPC Kahalgaon overview and ash managementDocument30 pagesNTPC Kahalgaon overview and ash managementNitish K SinghNo ratings yet
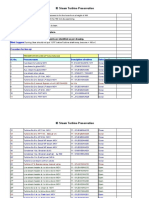
- IB Steam Turbine PreservationDocument6 pagesIB Steam Turbine PreservationUdhayakumar VenkataramanNo ratings yet
- Hydrotest WaiverDocument4 pagesHydrotest Waiverbidyut100No ratings yet
- ჩილერის მონაცემიDocument2 pagesჩილერის მონაცემიkote.gagnashviliNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Credit Risk ManagementDocument85 pagesCredit Risk ManagementDarpan GawadeNo ratings yet
- Assignment Number 2Document4 pagesAssignment Number 2Elson TalotaloNo ratings yet
- Intel Optane Memory User InstallationDocument57 pagesIntel Optane Memory User InstallationAlonso LGNo ratings yet
- Dual Rectifier Solo HeadDocument11 pagesDual Rectifier Solo HeadВиктор АлимовNo ratings yet
- Science 10 - Q1 - W5 - D2Document1 pageScience 10 - Q1 - W5 - D2zenaida a academiaNo ratings yet
- Ankur Srivastava Project On Scm. at Purchase Dept (2010)Document59 pagesAnkur Srivastava Project On Scm. at Purchase Dept (2010)ankur_jun100% (1)
- Sas Clinical Data Integration Fact SheetDocument4 pagesSas Clinical Data Integration Fact SheetChandrasekhar KothamasuNo ratings yet
- OSN 9800 U64, U32, U16, UPS Installation GuideDocument157 pagesOSN 9800 U64, U32, U16, UPS Installation GuidedonekeoNo ratings yet
- Scarola Motion Hague Convention RequestDocument14 pagesScarola Motion Hague Convention RequestPaulWolfNo ratings yet
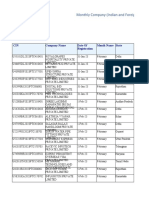
- Monthly-Company (Indian-and-Foreign) - and LLPs-20230301Document724 pagesMonthly-Company (Indian-and-Foreign) - and LLPs-20230301Yogesh Paigude0% (1)
- Dual-band patch antenna for 5G applicationsDocument3 pagesDual-band patch antenna for 5G applicationsHarini VemulaNo ratings yet
- Automotive Transmission-ShaftDocument7 pagesAutomotive Transmission-Shaftfileuse.fNo ratings yet
- PowerShell Advanced Function Parameter AttributesDocument6 pagesPowerShell Advanced Function Parameter Attributesignacio fernandez luengoNo ratings yet
- Group 3 - Brand Architecture Assignment IDocument9 pagesGroup 3 - Brand Architecture Assignment IShijin SreekumarNo ratings yet
- Daniel OdunukweDocument1 pageDaniel OdunukweAbdul samiNo ratings yet
- Engleza Cls A 11 A A VarDocument4 pagesEngleza Cls A 11 A A VarMariusEc0No ratings yet
- 10 - A TFT-LCD Source-Driver IC With Charge-Recycling TechniqueDocument11 pages10 - A TFT-LCD Source-Driver IC With Charge-Recycling Techniquematwan29No ratings yet
- For Kidney Transplant Recipient.: Question: What Is Vaccination Time Schedule To Be FollowedDocument4 pagesFor Kidney Transplant Recipient.: Question: What Is Vaccination Time Schedule To Be FollowedgaurnitayNo ratings yet
- 1 Introduction To Electrical DrivesDocument45 pages1 Introduction To Electrical DrivesSetya Ardhi67% (3)
- ACR - Grolier Turn Over of Online ResourcesDocument4 pagesACR - Grolier Turn Over of Online ResourcesIreneo Aposacas Jr.No ratings yet
- AICTE NoticeDocument1 pageAICTE NoticeThe WireNo ratings yet
- 11608-Driving Women Fiction and PDFDocument240 pages11608-Driving Women Fiction and PDFAleksi KnuutilaNo ratings yet
- Quiz ConsolidatedDocument131 pagesQuiz ConsolidatedSudhanshu GuptaNo ratings yet
- Motion in A Straight Line: Initial PositionDocument7 pagesMotion in A Straight Line: Initial PositionEngelbert Bicoy AntodNo ratings yet
- Techspec XS enDocument2 pagesTechspec XS enpesumasinadNo ratings yet
- RTC Order Granting Motion for Execution in Ejectment Case Despite Pending AppealDocument5 pagesRTC Order Granting Motion for Execution in Ejectment Case Despite Pending AppealAmmie AsturiasNo ratings yet
- Quiz II - Company MissionDocument4 pagesQuiz II - Company MissionSuraj SapkotaNo ratings yet
- Radiant Heating and Cooling SystemDocument8 pagesRadiant Heating and Cooling SystemLaurentiuNo ratings yet
- Bernini OverviewDocument7 pagesBernini Overviewaberardo1No ratings yet