You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Factors Controlling Naphthenic Acid Corrosion: A. Turnbull, E. Slavcheva, and B. ShoneDocument9 pagesFactors Controlling Naphthenic Acid Corrosion: A. Turnbull, E. Slavcheva, and B. ShoneSteve OoiNo ratings yet
- Experience With Naphthenic Acid Corrosion in Low Tan Crudes (51300-98577-SG)Document8 pagesExperience With Naphthenic Acid Corrosion in Low Tan Crudes (51300-98577-SG)Wahyu HidayatNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Naphthenic Acid CorrosionDocument6 pagesNaphthenic Acid CorrosionCristian Otivo100% (1)
- 8Document8 pages8draindrop8606No ratings yet
- ISSF The Salt Spray Test and Its Use in Ranking Stainless SteelsDocument20 pagesISSF The Salt Spray Test and Its Use in Ranking Stainless Steelstwinkle_twinkleNo ratings yet
- Fouling-Resistant Coating for Heat ExchangersDocument3 pagesFouling-Resistant Coating for Heat Exchangersزيد عدنان عبد الحسين100% (1)
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDocument6 pagesSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- Engine Oil Volatility Noack Evaporation MethodDocument5 pagesEngine Oil Volatility Noack Evaporation MethodAvinash Gamit100% (1)
- Sulfuric Acid Plant Plate Heat Exchanger Plate CorrosionDocument6 pagesSulfuric Acid Plant Plate Heat Exchanger Plate CorrosionrsbabuNo ratings yet
- Transformer Oils and Remedial Procedures On Corrosive Sulfur EffectsDocument6 pagesTransformer Oils and Remedial Procedures On Corrosive Sulfur EffectsTJPRC PublicationsNo ratings yet
- Effect of Sulphur and Naphthenic Acids On The Corrosion of 9%Cr-1%Mo SteelsDocument9 pagesEffect of Sulphur and Naphthenic Acids On The Corrosion of 9%Cr-1%Mo SteelsSteve OoiNo ratings yet
- Minimizing Crude Oil Fouling with Flexible Ceramic CoatingDocument6 pagesMinimizing Crude Oil Fouling with Flexible Ceramic Coatingemi222222No ratings yet
- Nuclear Technical Convention 2011 Salt Fog Test ResultsDocument6 pagesNuclear Technical Convention 2011 Salt Fog Test ResultsĐình Khoa PhanNo ratings yet
- High Temperature Corrosion Exh ValvesDocument6 pagesHigh Temperature Corrosion Exh ValvesCvita CvitićNo ratings yet
- Oil Diagnostics - Test InformationDocument12 pagesOil Diagnostics - Test InformationEscobar ValderramaNo ratings yet
- Plasma Nitriding of A Precipitation Hardening Stainless Steel To Improve Erosion and Corrosion ResistanceDocument9 pagesPlasma Nitriding of A Precipitation Hardening Stainless Steel To Improve Erosion and Corrosion ResistanceIzod GetterNo ratings yet
- In By: and ProductsDocument6 pagesIn By: and ProductscavitNo ratings yet
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingmohamed.eldesouky9120No ratings yet
- Salt Spray TestDocument13 pagesSalt Spray TestSreedhar Patnaik.M100% (1)
- 1 s2.0 S0042207X10002708 MainDocument7 pages1 s2.0 S0042207X10002708 MainEDWIN HUMBERTO CADAVID IGLESIASNo ratings yet
- Surface & Coatings Technology: B. Saeedi, A. Sabour Rouh Aghdam, Gh. GholamiDocument10 pagesSurface & Coatings Technology: B. Saeedi, A. Sabour Rouh Aghdam, Gh. GholamiEmre BaliNo ratings yet
- Exhaust Valve Crystalcoat PDFDocument11 pagesExhaust Valve Crystalcoat PDFRadovan BulatovicNo ratings yet
- Salt Spray TestDocument17 pagesSalt Spray Testavadh87100% (1)
- NEW INSULATING OIL As Per IS 335 Amended 2018Document19 pagesNEW INSULATING OIL As Per IS 335 Amended 2018Assistant EngineerNo ratings yet
- Wear and AbbrassionDocument5 pagesWear and AbbrassionNikhilNo ratings yet
- Transformer Oil Stray Gassing MechanismDocument5 pagesTransformer Oil Stray Gassing MechanismIndraNo ratings yet
- Corrosion Inhibition Approach of Oil Production Systems in Offshore OilfieldsDocument5 pagesCorrosion Inhibition Approach of Oil Production Systems in Offshore OilfieldsKArenNo ratings yet
- SPE-176488-MS Corrosion Assessment of Different Production Casings and Material Selection in Sour Gas WellsDocument9 pagesSPE-176488-MS Corrosion Assessment of Different Production Casings and Material Selection in Sour Gas WellsLuis David Concha CastilloNo ratings yet
- Copper Strip Corrossion Test in Various Aviation FuelsDocument3 pagesCopper Strip Corrossion Test in Various Aviation FuelsinventyNo ratings yet
- Fluido de EstimulaciónDocument6 pagesFluido de EstimulaciónMilloshy RamirezNo ratings yet
- Determination of Sludging and Corrosion Tendencies of Inhibited Mineral OilsDocument12 pagesDetermination of Sludging and Corrosion Tendencies of Inhibited Mineral OilsTarlan AllahverdiyevNo ratings yet
- Persistence of Carbon Dioxide Corrosion InhibitorsDocument10 pagesPersistence of Carbon Dioxide Corrosion InhibitorsINRO IngeníeriaNo ratings yet
- Salt Spray TestDocument0 pagesSalt Spray TestRoozbeh PNo ratings yet
- Study of The Thermal Cracking During The Vacuum Distillation of Atmospheric Residue of Crude OilDocument11 pagesStudy of The Thermal Cracking During The Vacuum Distillation of Atmospheric Residue of Crude OilPhạm QuânNo ratings yet
- Artigo Hal Open ScienceDocument33 pagesArtigo Hal Open ScienceThiago BaienseNo ratings yet
- Low-Temperature Salt Bath Nitriding of SteelsDocument5 pagesLow-Temperature Salt Bath Nitriding of SteelsUriel PeñaNo ratings yet
- Bianchi, Acosta, Seijas - 2023 - A Combination of Laboratory Testing, RCE, and Corrosion Loop For Inhibitor SelectionDocument12 pagesBianchi, Acosta, Seijas - 2023 - A Combination of Laboratory Testing, RCE, and Corrosion Loop For Inhibitor Selectionchau_riberNo ratings yet
- Passivation Treatment of Stainless Steel AcomDocument10 pagesPassivation Treatment of Stainless Steel Acomvijayarangam1984No ratings yet
- ASTMD2440 - Standard Test Method For Oxidation Stability of Mineral Insulating Oil PDFDocument6 pagesASTMD2440 - Standard Test Method For Oxidation Stability of Mineral Insulating Oil PDFMohan RaoNo ratings yet
- Experimental Analysis of Bearing Cup Used in Automobiles by Heat Treatment ProcessesDocument6 pagesExperimental Analysis of Bearing Cup Used in Automobiles by Heat Treatment ProcessesIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Transformer Oil Analysis: Water ContentDocument12 pagesTransformer Oil Analysis: Water ContentSanjeev DhariwalNo ratings yet
- Corrosive Sulfur in Transformer Oil enDocument4 pagesCorrosive Sulfur in Transformer Oil enreza515heiNo ratings yet
- Implementation Reliability Lead Free SoldersDocument13 pagesImplementation Reliability Lead Free SoldersArvind KumarNo ratings yet
- Flow Accelerated Naphtenic Acid Corr in Hi Acid Crude RefiningDocument15 pagesFlow Accelerated Naphtenic Acid Corr in Hi Acid Crude RefiningfarhanNo ratings yet
- Wear Resistance of Pulse Plasma Nitrided AISI 4140 and A355 SteelsDocument7 pagesWear Resistance of Pulse Plasma Nitrided AISI 4140 and A355 Steelsdeepdreamx6400No ratings yet
- More Realistic Tests For Atmospheric CorrosionDocument7 pagesMore Realistic Tests For Atmospheric Corrosionnikopigni2No ratings yet
- The Effect of Norust 720 and CH1377A Inhibitors On N80 Steel Corroded by Bacterial CorrosionDocument5 pagesThe Effect of Norust 720 and CH1377A Inhibitors On N80 Steel Corroded by Bacterial CorrosionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Boiler Efficiency and Sludge ControlDocument34 pagesBoiler Efficiency and Sludge ControlNam PhongNo ratings yet
- Performance Analysis of Nanofluid Based Lubricant: I J I R S E TDocument7 pagesPerformance Analysis of Nanofluid Based Lubricant: I J I R S E TSreejith SNo ratings yet
- Copper Strip Corrosion by Liquefied Petroleum (LP) Gases: Standard Test Method ForDocument4 pagesCopper Strip Corrosion by Liquefied Petroleum (LP) Gases: Standard Test Method ForDennise ChicaizaNo ratings yet
- Kinetics of The Corrosion of Mild Steel in Petroleum-Water Mixture Using Ethyl Ester of Lard As InhibitorDocument9 pagesKinetics of The Corrosion of Mild Steel in Petroleum-Water Mixture Using Ethyl Ester of Lard As InhibitortheijesNo ratings yet
- Est Methods For Determination of High Temperature DepositsDocument8 pagesEst Methods For Determination of High Temperature Depositsjohn georgeNo ratings yet
- Tinanium Anodising Space PDFDocument7 pagesTinanium Anodising Space PDFgramuiitmNo ratings yet
- Loctite 243™: Technical Data SheetDocument4 pagesLoctite 243™: Technical Data SheetRadu_ISNo ratings yet
- (Eliopoulos 2004) Porosity of CpTi Casting With Four Different Casting MachinesDocument5 pages(Eliopoulos 2004) Porosity of CpTi Casting With Four Different Casting MachinesChristian MohammadNo ratings yet
- Microstructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsDocument5 pagesMicrostructure and Properties of AC HVAF Sprayed Ni60WC Composite Coating 2009 Journal of Alloys and CompoundsastronotusNo ratings yet
- Effect of Fe2o3 Nanoparticle On Viscoelastic Property of Crude Oil From A Flow Assurance Perspective IJERTV10IS070194Document4 pagesEffect of Fe2o3 Nanoparticle On Viscoelastic Property of Crude Oil From A Flow Assurance Perspective IJERTV10IS070194Fardin SattarNo ratings yet
- Dimensional Inspection Record: Engine Hall Column Civil K-85Document2 pagesDimensional Inspection Record: Engine Hall Column Civil K-85Wahyu HidayatNo ratings yet
- Drain ChanellDocument1 pageDrain ChanellWahyu HidayatNo ratings yet
- ASTM MATERIAL COMPARISON TABLEDocument10 pagesASTM MATERIAL COMPARISON TABLEMardeOpamenNo ratings yet
- GGG 40Document1 pageGGG 40Wahyu HidayatNo ratings yet
- GRPDocument2 pagesGRPWahyu HidayatNo ratings yet
- Steel GradesDocument8 pagesSteel GradesSanket Arun MoreNo ratings yet
- Produktblatt Schachtofenanlagen eDocument1 pageProduktblatt Schachtofenanlagen eWahyu HidayatNo ratings yet
- 214 384 1 SMDocument10 pages214 384 1 SMHartono PrayitnoNo ratings yet
- 214 384 1 SMDocument10 pages214 384 1 SMHartono PrayitnoNo ratings yet
- Management Presentation Des17 InaDocument42 pagesManagement Presentation Des17 InaFritzNo ratings yet
- Data Sheet ASTM A572 Grade 50 2019-05-20Document1 pageData Sheet ASTM A572 Grade 50 2019-05-20Wahyu HidayatNo ratings yet
- Sterilization Moist HeatDocument19 pagesSterilization Moist HeatAkshaya MistryNo ratings yet
- Earth Science q2 w2Document20 pagesEarth Science q2 w2Mykhaela Louize GumbanNo ratings yet
- UV Printing Inks Technical Training of Umesh KumarDocument47 pagesUV Printing Inks Technical Training of Umesh Kumarplast_adesh33% (3)
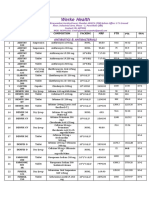
- Werke HealthDocument23 pagesWerke Healthganga ippltdNo ratings yet
- NABL 108 - National Accreditation Board for Testing and Calibration Laboratories Criteria for Non-Destructive Testing LaboratoriesDocument25 pagesNABL 108 - National Accreditation Board for Testing and Calibration Laboratories Criteria for Non-Destructive Testing LaboratoriesKishore Nayak kNo ratings yet
- RTV Solutions BrochureDocument27 pagesRTV Solutions BrochureJaques JaquesNo ratings yet
- Chapter 7 PDFDocument60 pagesChapter 7 PDFSurya GusriliawanNo ratings yet
- Mineralogy ReviewerDocument12 pagesMineralogy ReviewerMildea Gabuya RabangNo ratings yet
- Kolor Kut Paste PDFDocument1 pageKolor Kut Paste PDFjohar MohammadNo ratings yet
- Sea Transport of Ammonium Nitrate Based FertilizersDocument28 pagesSea Transport of Ammonium Nitrate Based FertilizersJEET yadav100% (1)
- Asme Sec Viii D1 C PT UhtDocument14 pagesAsme Sec Viii D1 C PT Uhtkcp1986No ratings yet
- Segregation of WasteDocument6 pagesSegregation of WasteMelem SaraNo ratings yet
- Zaman University Chapter 5 Reactors Mass Balance TypesDocument22 pagesZaman University Chapter 5 Reactors Mass Balance TypesCheng Chiv ÏïNo ratings yet
- Raju Aji: "Suitable Post Inqa/ QC Inspector For Welding & Piping"Document5 pagesRaju Aji: "Suitable Post Inqa/ QC Inspector For Welding & Piping"alshifa40No ratings yet
- Combination CNC Machine and 3D PrinterDocument50 pagesCombination CNC Machine and 3D PrinterClaudio RussoNo ratings yet
- Erico Genel Katalog PDFDocument84 pagesErico Genel Katalog PDFHalil DemirNo ratings yet
- 02-781 Protection of SW SystemsDocument28 pages02-781 Protection of SW SystemsHattar MNo ratings yet
- A Rapid Hardening Cement Based On High Alumina CementDocument8 pagesA Rapid Hardening Cement Based On High Alumina Cementgedix5No ratings yet
- STD 25.iso 27830 2017Document9 pagesSTD 25.iso 27830 2017Seda ErsoyNo ratings yet
- Voltammetry at A Microdisk ElectrodeDocument16 pagesVoltammetry at A Microdisk ElectrodeFelipe Cepeda SilvaNo ratings yet
- 2.7 DNA Replication, Transcription and TranslationDocument23 pages2.7 DNA Replication, Transcription and TranslationAleksandar KlingNo ratings yet
- QCS 2014 - Section 13 MasonryDocument40 pagesQCS 2014 - Section 13 Masonryaldrin cosa bardeNo ratings yet
- Alkan Pharma ProductsDocument14 pagesAlkan Pharma ProductsKienjeku WanjiruNo ratings yet
- Freezing Point Depression LabDocument6 pagesFreezing Point Depression LabErryn BardNo ratings yet
- Chemistry: Written Examination 2Document24 pagesChemistry: Written Examination 2luctonNo ratings yet
- Bubble Dew Point CalculationDocument87 pagesBubble Dew Point Calculationaspen hysysNo ratings yet
- Semiconductor Manufacturing ProcessDocument51 pagesSemiconductor Manufacturing Processmanoj3e9329100% (1)
- For Storage & Management of LubricantsDocument7 pagesFor Storage & Management of LubricantsPrajyot MahajanNo ratings yet
- BS en 00046-2-2016Document28 pagesBS en 00046-2-2016amerNo ratings yet
- Ionic CompoundsDocument2 pagesIonic CompoundsShenneth De CastroNo ratings yet