You might also like
- Sample Leak Testing Report For Ast TankDocument1 pageSample Leak Testing Report For Ast Tankchandra sonar100% (3)
- Bicmos Process FlowchartDocument8 pagesBicmos Process FlowchartNaveed AhmedNo ratings yet
- Valves - Kirloskar BrothersDocument4 pagesValves - Kirloskar BrothersJaydev ChakrabortyNo ratings yet
- MS - 003400 - 01 Rev 29Document22 pagesMS - 003400 - 01 Rev 29Arjun PrajapatiNo ratings yet
- Civil ItpDocument60 pagesCivil ItpBiswas100% (1)
- Student Mathematical Library Se - AMSDocument19 pagesStudent Mathematical Library Se - AMSLucius Thales da SilvaNo ratings yet
- QP 000803 08 - 02Document2 pagesQP 000803 08 - 02Ajay RayNo ratings yet
- Schedule of TestDocument13 pagesSchedule of TestRam NepaliNo ratings yet
- ,, Packoff / Seal: 8 SEP 2015 8 SEP 2015 03Document4 pages,, Packoff / Seal: 8 SEP 2015 8 SEP 2015 03Arjun PrajapatiNo ratings yet
- PIPING R04 101022 DraftDocument2 pagesPIPING R04 101022 DraftPavul RajNo ratings yet
- Staircases & HandrailsDocument2 pagesStaircases & HandrailsPavul RajNo ratings yet
- Prds & Piping QapDocument2 pagesPrds & Piping QapPavul RajNo ratings yet
- Steam Trap QAPDocument2 pagesSteam Trap QAPPavul RajNo ratings yet
- Insulation QAPDocument2 pagesInsulation QAPPavul RajNo ratings yet
- Batch Test CertificateDocument3 pagesBatch Test Certificatekarthikeyan1003No ratings yet
- Piping Qap R03 250822Document2 pagesPiping Qap R03 250822Pavul RajNo ratings yet
- ITP RefractoryDocument1 pageITP RefractoryADOFSLNo ratings yet
- Batch Test Certificate: Less Than 0.0025 Less Than 0.0025Document3 pagesBatch Test Certificate: Less Than 0.0025 Less Than 0.0025venkiNo ratings yet
- Condensate Collection Tank Qap 290722Document3 pagesCondensate Collection Tank Qap 290722Pavul RajNo ratings yet
- Human Resource Department,: SubjectDocument6 pagesHuman Resource Department,: SubjectMuhammad WarisNo ratings yet
- Saic D 2022Document7 pagesSaic D 2022sureshNo ratings yet
- QAP Check ListDocument1 pageQAP Check Listbed passNo ratings yet
- Sri Ramakrishna Building Materials: Quality ReportDocument2 pagesSri Ramakrishna Building Materials: Quality ReportsudhakarthekingNo ratings yet
- Batch Test Certificate: Date:23/06/2023 Product: ZP-4B Batch No:23F1019 Mfd. In: JUNE 2023Document3 pagesBatch Test Certificate: Date:23/06/2023 Product: ZP-4B Batch No:23F1019 Mfd. In: JUNE 2023venkiNo ratings yet
- Itp PRDSDocument3 pagesItp PRDSDwi Mulyanti Dwimulyantishop100% (1)
- Client:-Project: - Consultant: - Contaractor: - Name of PanelDocument1 pageClient:-Project: - Consultant: - Contaractor: - Name of PanelChaturbhai HadiyalNo ratings yet
- Safety Valve Qap 270622Document2 pagesSafety Valve Qap 270622Pavul RajNo ratings yet
- Metallic Bellow QAPDocument2 pagesMetallic Bellow QAPPavul Raj100% (1)
- Vibrating Screen QAP-17Document8 pagesVibrating Screen QAP-17Mohammad AdilNo ratings yet
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- 80mm Zigzag MTCDocument1 page80mm Zigzag MTCQAQC ZFNo ratings yet
- Batch Test CertificateDocument3 pagesBatch Test Certificatekarthikeyan1003No ratings yet
- QAP (WO No. 58 & 59) PDFDocument3 pagesQAP (WO No. 58 & 59) PDFKailasNo ratings yet
- 10.COOPERHEAT HT ProcedureDocument16 pages10.COOPERHEAT HT Procedurethanga balanNo ratings yet
- Incoming Material ChecklistDocument1 pageIncoming Material ChecklistPrathvi Raj SinghNo ratings yet
- 6 SACIC-W-2012 Rev 2Document5 pages6 SACIC-W-2012 Rev 2husnain aliNo ratings yet
- Saic A 1011Document4 pagesSaic A 1011mohammadNo ratings yet
- Flow Chart of ProductionDocument1 pageFlow Chart of Productionharsha bardhanNo ratings yet
- GULFSPIC - INST - 03102020.pdf (10 - Mar-2020)Document36 pagesGULFSPIC - INST - 03102020.pdf (10 - Mar-2020)Sivaram KumarNo ratings yet
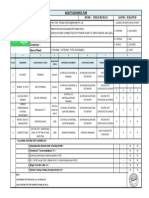
- Quotation For NDT Services (15-Columns, 9 Beams, 10 SoilTests)Document3 pagesQuotation For NDT Services (15-Columns, 9 Beams, 10 SoilTests)AnchalThapa100% (1)
- Field Inspection &test PlanDocument4 pagesField Inspection &test PlanSofda ImelaNo ratings yet
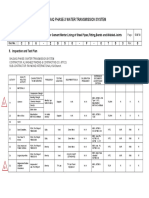
- Shuqaiq Phase-3 Water Transmission SystemDocument5 pagesShuqaiq Phase-3 Water Transmission Systemrahmath nawazNo ratings yet
- Material Control Flow ChartDocument8 pagesMaterial Control Flow CharthosseinNo ratings yet
- Asme Sa-106 Sa 516 Sa193 Sa194 B16.5 B16.9 B16.11-1Document8 pagesAsme Sa-106 Sa 516 Sa193 Sa194 B16.5 B16.9 B16.11-1Farid Ahmed KhwajaNo ratings yet
- Bess-Sm-3q90041-Qams-003 Method of Statement - Cable Termination PDFDocument5 pagesBess-Sm-3q90041-Qams-003 Method of Statement - Cable Termination PDFChristian BulaongNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Elect 03 Method Statement For Testing of MV Cables For CSE at SS1Document8 pagesElect 03 Method Statement For Testing of MV Cables For CSE at SS1Qwe7 Al-Al50% (2)
- Inspection Test PlanDocument141 pagesInspection Test PlanKoya ThangalNo ratings yet
- Batch Test Certificate: Date: 29/03/2019 Product: ZP-4 B Batch No: 19C1019 Mfd. In: March 2019Document3 pagesBatch Test Certificate: Date: 29/03/2019 Product: ZP-4 B Batch No: 19C1019 Mfd. In: March 2019அன்புடன் அஸ்வின்No ratings yet
- MPI ReportDocument2 pagesMPI Reportsushanto.mtbdNo ratings yet
- Acc Fqap Rev 1 - DundigalDocument2 pagesAcc Fqap Rev 1 - DundigalHema NandhNo ratings yet
- Inspection and Test Plan: One Sample For Every 100 Cum or Twice WeeklyDocument3 pagesInspection and Test Plan: One Sample For Every 100 Cum or Twice WeeklyAbhishek ShettyNo ratings yet
- AIM Diving Surveying Tallying Inspection ServicesDocument35 pagesAIM Diving Surveying Tallying Inspection ServicesInspectionNo ratings yet
- Battery Inspection Checklist: Section A - Customer DataDocument4 pagesBattery Inspection Checklist: Section A - Customer DataRaed Al-Haj0% (1)
- Saudi Aramco Test Report: MV Cablebus Continuity and Insulation Resistance Testing SATR-P-3233 3-Jul-18 ElectDocument6 pagesSaudi Aramco Test Report: MV Cablebus Continuity and Insulation Resistance Testing SATR-P-3233 3-Jul-18 Electkarthi51289No ratings yet
- NDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Document20 pagesNDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Md Abu Hanif RajuNo ratings yet
- SACIC-CV-0003 Rev.04 Electronic Friction Cone and Piezocone Penetration TestDocument3 pagesSACIC-CV-0003 Rev.04 Electronic Friction Cone and Piezocone Penetration TestEr Nizamuddin AliNo ratings yet
- SACIC-Q-1022 Rev.01 Precast Concrete Sampling, Testing & Placement InspectionDocument4 pagesSACIC-Q-1022 Rev.01 Precast Concrete Sampling, Testing & Placement InspectionMuhammad AbrarNo ratings yet
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Unisonic Technologies Co., LTD: 9A, 700V N-CHANNEL Power MosfetDocument4 pagesUnisonic Technologies Co., LTD: 9A, 700V N-CHANNEL Power MosfetJoshi Joseph JoyNo ratings yet
- Azrak Pipe ScheduleDocument1 pageAzrak Pipe ScheduleErcan YilmazNo ratings yet
- Review Article Tracing The Recorded History of ThiDocument61 pagesReview Article Tracing The Recorded History of ThiPreparaduriasFisicaMatematicaNo ratings yet
- M.Arch Synopsis Structure PDFDocument5 pagesM.Arch Synopsis Structure PDFTeja VedulaNo ratings yet
- Educ 103Document2 pagesEduc 103Nina RkiveNo ratings yet
- Sample Informational Interview ChecklistDocument1 pageSample Informational Interview ChecklistPhạm TúUyênNo ratings yet
- Processes of Ideal GasesDocument20 pagesProcesses of Ideal Gasesemmarie llantinoNo ratings yet
- Signal Estimation & Detection TheoryDocument6 pagesSignal Estimation & Detection TheoryMANISH TIWARINo ratings yet
- Application of Quality by Design Principles To The Drug Product Technology Transfer ProcessDocument35 pagesApplication of Quality by Design Principles To The Drug Product Technology Transfer Processv9991 v9991No ratings yet
- Impact of Airport'S Physical Environment On Passengers SatisfactionDocument16 pagesImpact of Airport'S Physical Environment On Passengers SatisfactionmeaowNo ratings yet
- Week 011-Understanding Data and Ways To Systematically Collect DataDocument13 pagesWeek 011-Understanding Data and Ways To Systematically Collect DataLeona April DarriguezNo ratings yet
- Review ArticleDocument20 pagesReview ArticleAndrés Camilo LópezNo ratings yet
- Bistos BT-550 - CatalogoDocument3 pagesBistos BT-550 - CatalogoRobinsson Tafur FloridaNo ratings yet
- Lab 06: Arrays & Functions Objective(s) :: ExercisesDocument4 pagesLab 06: Arrays & Functions Objective(s) :: ExercisesAhsan Ali GopangNo ratings yet
- U9C Mounting InstructionsDocument152 pagesU9C Mounting InstructionsGMAR ComercializadoraNo ratings yet
- 2020 Book ManualOfDigitalEarth PDFDocument846 pages2020 Book ManualOfDigitalEarth PDFlaferreirasilva100% (1)
- Functions of Parts of An Animal CellDocument2 pagesFunctions of Parts of An Animal CellashuraqueenNo ratings yet
- Package Pearsonds': R Topics DocumentedDocument28 pagesPackage Pearsonds': R Topics DocumentedalaaNo ratings yet
- Seminar Presentation1Document27 pagesSeminar Presentation1devrajNo ratings yet
- Eed210 Long-Term Lesson Planning - Wild CatsDocument6 pagesEed210 Long-Term Lesson Planning - Wild Catsapi-281285714No ratings yet
- Practice Occupational Health and Safety Procedures .Document22 pagesPractice Occupational Health and Safety Procedures .Jean Aireen Bonalos EspraNo ratings yet
- BHR 614-Research MethodologyDocument2 pagesBHR 614-Research MethodologyOsman OmarNo ratings yet
- MAT1175Document7 pagesMAT1175Naruto UwzumakiNo ratings yet
- Theoretical Minimum Notes IIDocument119 pagesTheoretical Minimum Notes IIMarcos FernándezNo ratings yet
- Me8781 MCTDocument2 pagesMe8781 MCTSiva RamanNo ratings yet
- Unit - Ii Behavioralism: TH THDocument11 pagesUnit - Ii Behavioralism: TH THVishal Tiwari100% (1)
- Copy Math9 Q4 Mod6 ProblemsInvolvingRightTriangles v3Document20 pagesCopy Math9 Q4 Mod6 ProblemsInvolvingRightTriangles v3txbi nariiNo ratings yet
- Here Are 11 Creative Writing Exercises To Get You StartedDocument10 pagesHere Are 11 Creative Writing Exercises To Get You StartedjaysontobiasNo ratings yet
- Homogeneity and Stability of Reference 3Document6 pagesHomogeneity and Stability of Reference 3Raphael yagamiNo ratings yet