You might also like
- Iso TR 27921-2020Document52 pagesIso TR 27921-2020Jenny Iris100% (2)
- Vespa Service Manual 08-04-2021Document322 pagesVespa Service Manual 08-04-2021Julio Borrero100% (2)
- Datasheet For Pressure TransmitterDocument8 pagesDatasheet For Pressure TransmitterVenkatesan ManikandanNo ratings yet
- Music 2Document18 pagesMusic 2JonathanNgNo ratings yet
- 04 W34DF 20210809 enDocument14 pages04 W34DF 20210809 enSalman KapoorNo ratings yet
- Mandatory: ValvesDocument3 pagesMandatory: ValvesdavidNo ratings yet
- TDS - Shell Alexia 70Document10 pagesTDS - Shell Alexia 70Ohood AlameerNo ratings yet
- Bomba Myers D35-20DVDocument12 pagesBomba Myers D35-20DVdiroperacionesNo ratings yet
- 100lb Cylinder, DOT Cert Only (K 81 9151) PDFDocument4 pages100lb Cylinder, DOT Cert Only (K 81 9151) PDFGin Gin AgniNo ratings yet
- Manual Series 290Document17 pagesManual Series 290Jim JonesjrNo ratings yet
- Gue JJ Maintenance - 221031 - 180339Document6 pagesGue JJ Maintenance - 221031 - 180339Colin MurrayNo ratings yet
- Sub StationDocument31 pagesSub Stationkundum santosh100% (1)
- Alexia 40Document2 pagesAlexia 40Ihsan Daniela SadıkoğluNo ratings yet
- Users Manual - Axial Flow Fan - 2020Document26 pagesUsers Manual - Axial Flow Fan - 2020Nguyễn Quốc ĐạtNo ratings yet
- Cyl Im PLS 011122Document3 pagesCyl Im PLS 011122rohanNo ratings yet
- Fuel Module in Tank Unit Replacement InstructionsDocument3 pagesFuel Module in Tank Unit Replacement InstructionsForesight MisrNo ratings yet
- HD-2-FM ServiceDocument8 pagesHD-2-FM Servicebabis lionakisNo ratings yet
- Brochure +Fisher+Control+Valves+for+High-Cycle+ApplicationsDocument16 pagesBrochure +Fisher+Control+Valves+for+High-Cycle+ApplicationsVellandya Devi P SNo ratings yet
- !!!WARNING!!!: 2R-Series 2R2500 & 2R3500 Double Acting & Spring Return Scotch Yoke ActuatorsDocument7 pages!!!WARNING!!!: 2R-Series 2R2500 & 2R3500 Double Acting & Spring Return Scotch Yoke ActuatorsAmaury FreireNo ratings yet
- Manual de Servei XTX200XTX100XTX50 (2011)Document23 pagesManual de Servei XTX200XTX100XTX50 (2011)Joan Pladeveya SelvasNo ratings yet
- Tilt CylindersDocument14 pagesTilt CylindersJuan Carlos Sanchez Gomez100% (1)
- Alexia 70Document2 pagesAlexia 70Parthiban SowndararajanNo ratings yet
- Bendix Brake BoosterDocument6 pagesBendix Brake BoosterDarshan MakwanaNo ratings yet
- Article On Fuel InjectionDocument44 pagesArticle On Fuel InjectionSurya ChandraNo ratings yet
- Operating Instructions 430-0000-DOK001 en For Helical Gear and Bevel Helical Gear ReducersDocument2 pagesOperating Instructions 430-0000-DOK001 en For Helical Gear and Bevel Helical Gear ReducersMahesh Daxini ThakkerNo ratings yet
- Sandpiper Pump HDF2Document17 pagesSandpiper Pump HDF2david zunigaNo ratings yet
- 1229846-EN - Aquamatic - K52-Valve - SpecSheet - Rev D MA2016Document4 pages1229846-EN - Aquamatic - K52-Valve - SpecSheet - Rev D MA2016Singgih KurniawanNo ratings yet
- Clutch: Precautions and Preparation Clutch Release Mechanism Clutch Disc and Clutch CoverDocument14 pagesClutch: Precautions and Preparation Clutch Release Mechanism Clutch Disc and Clutch CoveryangliNo ratings yet
- MaintenanceInformation 6CylVeradoDocument25 pagesMaintenanceInformation 6CylVeradocombaheeNo ratings yet
- Owner'S Service Manual NO. 13259 Inspection, Maintenance and RechargeDocument4 pagesOwner'S Service Manual NO. 13259 Inspection, Maintenance and Rechargeespartako2008No ratings yet
- Float Carb ServiceDocument5 pagesFloat Carb ServiceJessie BechaydaNo ratings yet
- ACT-Plug Valve Manual (FMC)Document11 pagesACT-Plug Valve Manual (FMC)PHILIPUAE100% (1)
- Scuba LeafletDocument2 pagesScuba LeafletKaa NidNo ratings yet
- Fire Extinguisher Maintenance and Recharge Service Manual MODEL 922Document4 pagesFire Extinguisher Maintenance and Recharge Service Manual MODEL 922Nego1975No ratings yet
- Brawn Service ManualDocument32 pagesBrawn Service ManualKadzanskiNo ratings yet
- TSB Rothemuhle Air Heater Bearing Inspection August 2021Document2 pagesTSB Rothemuhle Air Heater Bearing Inspection August 2021s kNo ratings yet
- Maintenance: Table of Contents - Part 4Document71 pagesMaintenance: Table of Contents - Part 4CosminNo ratings yet
- A 60 Electrical Iom 2021 Rev 11Document4 pagesA 60 Electrical Iom 2021 Rev 11andreaNo ratings yet
- SKF TMJL 50: Instructions For UseDocument136 pagesSKF TMJL 50: Instructions For UsePomaNo ratings yet
- Interbrake AEBDocument6 pagesInterbrake AEBKarim BaddagNo ratings yet
- Det3 Uk0Document24 pagesDet3 Uk0ldavidson358No ratings yet
- Attention: Installation GuideDocument2 pagesAttention: Installation GuideDaniel EcheverriaNo ratings yet
- Pentair Goyen Manifold Mount Pulse Jet ValvesDocument11 pagesPentair Goyen Manifold Mount Pulse Jet ValvesAbhishek PatelNo ratings yet
- Valvulas de Contravalance Cilinfro Telescopico HTC8675Document4 pagesValvulas de Contravalance Cilinfro Telescopico HTC8675Jorge YuniorNo ratings yet
- Manual L3-56 15521 Deno, Deno Compressors L3-56 INSTALLATION, OPERATION & MAINTENANCE MANUAL L3-SeriesDocument47 pagesManual L3-56 15521 Deno, Deno Compressors L3-56 INSTALLATION, OPERATION & MAINTENANCE MANUAL L3-Seriestm5u2r100% (1)
- Worm Speed Reducers MnualDocument10 pagesWorm Speed Reducers MnualMayur ShendgeNo ratings yet
- !!!WARNING!!!Document6 pages!!!WARNING!!!orlando montielNo ratings yet
- Nassetti Sectioning Valve - User ManualDocument10 pagesNassetti Sectioning Valve - User ManualVicenteNo ratings yet
- QR-1 Quick Release ValveDocument4 pagesQR-1 Quick Release ValveHassan ShathakNo ratings yet
- Users Manual Lagaay Oxygen Bag Contents of The Lagaay Oxygen BagDocument5 pagesUsers Manual Lagaay Oxygen Bag Contents of The Lagaay Oxygen BagСергей МалышевNo ratings yet
- TOPIC: Fuel System IDENT NO: 9-4075 DATE: August 2016 Supersedes: New SUBJECT: Rod End Maintenance Manual Correction Models Affected: 275GlDocument7 pagesTOPIC: Fuel System IDENT NO: 9-4075 DATE: August 2016 Supersedes: New SUBJECT: Rod End Maintenance Manual Correction Models Affected: 275GlarasNo ratings yet
- EXT L025DF1234TR2 Instruction-Of-Maintenance 29-04-2022Document8 pagesEXT L025DF1234TR2 Instruction-Of-Maintenance 29-04-2022sinjigaleb2013No ratings yet
- Maintenance Recommended Maintenance Schedule: PM Coil C.L.MN), by Toggling The Value From NO To YESDocument2 pagesMaintenance Recommended Maintenance Schedule: PM Coil C.L.MN), by Toggling The Value From NO To YESVelmar diseño y construccionNo ratings yet
- Maintenance of TransformerDocument8 pagesMaintenance of TransformeranilsinghteslaNo ratings yet
- Brochure Bettis CBB Series Scotch Yoke Pneumatic Actuators Us en 84486 PDFDocument6 pagesBrochure Bettis CBB Series Scotch Yoke Pneumatic Actuators Us en 84486 PDFIsidro RODRIGUEZ VILLEGASNo ratings yet
- Installation, Operation & Maintenance Manual EX Knife Gate ValveDocument15 pagesInstallation, Operation & Maintenance Manual EX Knife Gate ValveMD. Ejajul HaqueNo ratings yet
- Piloto Acumulador420eDocument2 pagesPiloto Acumulador420eWuagner MontoyaNo ratings yet
- Drain ValveDocument1 pageDrain ValveJose MontielNo ratings yet
- Sump SharkDocument12 pagesSump SharkHammondMachineNo ratings yet
- Shell Gas Compressor Oil S1 P: Corena KDocument2 pagesShell Gas Compressor Oil S1 P: Corena Kwill billNo ratings yet
- Chlorine Safe Handling Guideline 1.0 Purpose: Valero - Krotz SpringsDocument2 pagesChlorine Safe Handling Guideline 1.0 Purpose: Valero - Krotz SpringsAl Patrick Dela CalzadaNo ratings yet
- WEB ViennarailDocument5 pagesWEB ViennarailJovanNo ratings yet
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- Spec Eng MQ042Document8 pagesSpec Eng MQ042Venkatesan ManikandanNo ratings yet
- Cold Stretch Cal For 80KL-17bar On 28.05.2013Document9 pagesCold Stretch Cal For 80KL-17bar On 28.05.2013Venkatesan ManikandanNo ratings yet
- Codeware, Inc.: Sarasota, FL, USADocument20 pagesCodeware, Inc.: Sarasota, FL, USAVenkatesan ManikandanNo ratings yet
- Weld CalculationDocument1 pageWeld CalculationVenkatesan ManikandanNo ratings yet
- Bulk Tank WizardDocument61 pagesBulk Tank WizardVenkatesan ManikandanNo ratings yet
- Anderson Greenwood Crosby Sanmar Limited 147, Karapakkam Village, Chennai - 600097, Tamil Nadu, INDocument2 pagesAnderson Greenwood Crosby Sanmar Limited 147, Karapakkam Village, Chennai - 600097, Tamil Nadu, INVenkatesan ManikandanNo ratings yet
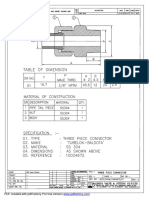
- (Three Piece Connector) PDFDocument1 page(Three Piece Connector) PDFVenkatesan ManikandanNo ratings yet
- 80 - VRV Ancher BoltDocument1 page80 - VRV Ancher BoltVenkatesan ManikandanNo ratings yet
- Cryogenic Composite InsulationDocument1 pageCryogenic Composite InsulationVenkatesan ManikandanNo ratings yet
- 2/2, 3/2 Manifold Mounting Compact Design High Flow Rate High Cycle Rate of Up To 1200 Cycles Per Minute Up To KV 14 (Orifice 8 MM)Document4 pages2/2, 3/2 Manifold Mounting Compact Design High Flow Rate High Cycle Rate of Up To 1200 Cycles Per Minute Up To KV 14 (Orifice 8 MM)Venkatesan ManikandanNo ratings yet
- Rototel Float Level Gauge Dial Sticker For 230LDocument1 pageRototel Float Level Gauge Dial Sticker For 230LVenkatesan ManikandanNo ratings yet
- VRV Ce 03Document2 pagesVRV Ce 03Venkatesan ManikandanNo ratings yet
- Model Empty Weight KG Standard TankDocument2 pagesModel Empty Weight KG Standard TankVenkatesan ManikandanNo ratings yet
- Vaporizer Specification SR No. Description Unit Design ParametersDocument1 pageVaporizer Specification SR No. Description Unit Design ParametersVenkatesan ManikandanNo ratings yet
- Status of Major Materials S.no Description Make StatusDocument1 pageStatus of Major Materials S.no Description Make StatusVenkatesan ManikandanNo ratings yet
- Detail of Aluminium Channel - VRV SAP CODE - 10022319Document1 pageDetail of Aluminium Channel - VRV SAP CODE - 10022319Venkatesan ManikandanNo ratings yet
- Thermax Inc.: Climate Map and Freeze PeriodsDocument1 pageThermax Inc.: Climate Map and Freeze PeriodsVenkatesan ManikandanNo ratings yet
- Bellows PDFDocument1 pageBellows PDFVenkatesan ManikandanNo ratings yet
- TAG Description Make Size: V9, V10 Instrumentation ValveDocument1 pageTAG Description Make Size: V9, V10 Instrumentation ValveVenkatesan ManikandanNo ratings yet
- Quotation : Terms & ConditionsDocument1 pageQuotation : Terms & ConditionsVenkatesan ManikandanNo ratings yet
- Datasheet For Level TransmitterDocument9 pagesDatasheet For Level TransmitterVenkatesan ManikandanNo ratings yet
- Infino SC-1220R: Lotte Advanced Materials Co., Ltd. - PolycarbonateDocument2 pagesInfino SC-1220R: Lotte Advanced Materials Co., Ltd. - PolycarbonateVenkatesan Manikandan0% (1)
- Cheat-Sheet Ebook 6thDocument11 pagesCheat-Sheet Ebook 6thNguyễn Bá HoàngNo ratings yet
- Foundation Bolts - Specification: Indian StandardDocument4 pagesFoundation Bolts - Specification: Indian StandardakmlogaNo ratings yet
- National Education Policy-2020: Tumkur University Tumkur Board of Studies in Computer ScienceDocument49 pagesNational Education Policy-2020: Tumkur University Tumkur Board of Studies in Computer ScienceNavya shree H Navya shreeNo ratings yet
- Osundare PoemsDocument14 pagesOsundare PoemsLisha AggarwalNo ratings yet
- Solution Manual For Introduction To Computing Systems From Bits Gates To C Beyond 2nd Edition Yale Patt Sanjay PatelDocument35 pagesSolution Manual For Introduction To Computing Systems From Bits Gates To C Beyond 2nd Edition Yale Patt Sanjay Patelthionineredeyeao9j100% (44)
- MJDF Part 1 OCTOBER 2019Document7 pagesMJDF Part 1 OCTOBER 2019sajna1980No ratings yet
- Cher N Yshev 2017Document11 pagesCher N Yshev 2017zubairNo ratings yet
- Employment News 2024, 1,00,000+ Vacancies - 2430Document50 pagesEmployment News 2024, 1,00,000+ Vacancies - 2430Devang BorahNo ratings yet
- 8th STD Physical Science Bridge Course PortionDocument3 pages8th STD Physical Science Bridge Course PortionJaya LakshmiNo ratings yet
- Utilizes The Standards (Criteria or Checklist) in Evaluating Research Paper Peer/Group/Expert Evaluation)Document5 pagesUtilizes The Standards (Criteria or Checklist) in Evaluating Research Paper Peer/Group/Expert Evaluation)John Aeron Samson BiscoNo ratings yet
- Dragon #243 - Destriers of The PlanesDocument9 pagesDragon #243 - Destriers of The PlanesGeorge KrashosNo ratings yet
- Practice Problems: Topic Name: Variable Name, OperatorsDocument9 pagesPractice Problems: Topic Name: Variable Name, OperatorsNarasaiah GuthaNo ratings yet
- Beberapa Metode Perhitungan Indeks Pencemaran AirDocument31 pagesBeberapa Metode Perhitungan Indeks Pencemaran AirAnonymous PxkpGxFNo ratings yet
- 9 - Social Science - EMDocument64 pages9 - Social Science - EMjohnsonNo ratings yet
- Pioneers of AnimationDocument4 pagesPioneers of Animationapi-295129288No ratings yet
- NitricAcid PDFDocument2 pagesNitricAcid PDFmladen lakicNo ratings yet
- Brigada Eskwela: School Year 2021-2022Document4 pagesBrigada Eskwela: School Year 2021-2022Marielle Marie ParrochaNo ratings yet
- STG ArrangementDocument23 pagesSTG ArrangementAdel Klk100% (1)
- Astm F714Document9 pagesAstm F714JUAN DAVID GOMEZ PATIÑONo ratings yet
- Lesson: Dimensions of Technology That Are Enabling and Not Inhibiting TNCT12/Module 5Document9 pagesLesson: Dimensions of Technology That Are Enabling and Not Inhibiting TNCT12/Module 5Rose Laurente80% (5)
- Information Systems Ethics - Challenges and Opportunities: Simon RogersonDocument11 pagesInformation Systems Ethics - Challenges and Opportunities: Simon RogersonFredericus ChopinNo ratings yet
- Waaa (Upg) - Sultan HasanuddinDocument45 pagesWaaa (Upg) - Sultan HasanuddinGETA CHANNELNo ratings yet
- EN - GEF - C.62 - 03 - Summary of Negotiations of The 8th Replenishment of The GEF Trust FundDocument293 pagesEN - GEF - C.62 - 03 - Summary of Negotiations of The 8th Replenishment of The GEF Trust FundJuan Diego VargasNo ratings yet
- Winnebago Micro Minnie Manual enDocument134 pagesWinnebago Micro Minnie Manual enJohn WalesNo ratings yet
- mth202 PDFDocument192 pagesmth202 PDFEmon Khan0% (1)
- Fpsyg-10-01417 - Wiese Burke Team Learning 2019Document14 pagesFpsyg-10-01417 - Wiese Burke Team Learning 2019Ana-Maria BunducNo ratings yet
- Fraziers Wine Merchants Wine List 2011Document159 pagesFraziers Wine Merchants Wine List 2011RamoonyNo ratings yet
- Numerical Analysis: NA Team 2024Document17 pagesNumerical Analysis: NA Team 2024Mostafa NegedaNo ratings yet