You might also like
- Material Handling Study Report For Removable Tube BundleDocument9 pagesMaterial Handling Study Report For Removable Tube BundleMohamed FarisNo ratings yet
- HIC & SSC Test ProcedureDocument32 pagesHIC & SSC Test ProcedureMohamed FarisNo ratings yet
- HFY 3800 0000 VED 192 QC PD 0010 - A Surface Prepa and Painting Proce - Code BDocument72 pagesHFY 3800 0000 VED 192 QC PD 0010 - A Surface Prepa and Painting Proce - Code BMohamed FarisNo ratings yet
- HFY 3800 0000 VED 192 QC PD 0004 - A Hardness Test Procedure - Code BDocument14 pagesHFY 3800 0000 VED 192 QC PD 0004 - A Hardness Test Procedure - Code BMohamed FarisNo ratings yet
- Duqm Refinery Project EPC Package 2 - Utilities and OffsitesDocument52 pagesDuqm Refinery Project EPC Package 2 - Utilities and OffsitesAsif ChougleNo ratings yet
- DDDDocument7 pagesDDDmohd as shahiddin jafriNo ratings yet
- Gen-Spc-Meq-8150 - Rev. BDocument13 pagesGen-Spc-Meq-8150 - Rev. BAHMED AMIRANo ratings yet
- 00 Me SPC 0004 ADocument18 pages00 Me SPC 0004 Aandmar2011No ratings yet
- Hot Insulation Specifications for Bio-Fuel Ethanol PlantDocument20 pagesHot Insulation Specifications for Bio-Fuel Ethanol Plantajmain100% (1)
- Hfy 3800 0000 Ved 192 QC PD 0006 - A RF Pad Leak Test ProcedureDocument8 pagesHfy 3800 0000 Ved 192 QC PD 0006 - A RF Pad Leak Test ProcedureMohamed FarisNo ratings yet
- Thermocouples Specification and Data SheetsDocument8 pagesThermocouples Specification and Data SheetsRakesh NayakNo ratings yet
- 004-MS For Earthing System PDFDocument10 pages004-MS For Earthing System PDFKöksal Patan100% (1)
- Field Joint CoatingDocument7 pagesField Joint Coatingkrishna3794No ratings yet
- Expansion ProcedureDocument13 pagesExpansion ProcedureMani Tamil100% (1)
- 22009-Mar-cv-0107 (Raised False Flooring and Their Accessories)Document28 pages22009-Mar-cv-0107 (Raised False Flooring and Their Accessories)ADNAN ZIADNo ratings yet
- Ke01.00.000.kd.v.ss.0011.000: 180303 No 1 of 8Document8 pagesKe01.00.000.kd.v.ss.0011.000: 180303 No 1 of 8Maffone NumerounoNo ratings yet
- WEFIC WELLHEAD Rig Book KOM-103013-03 REV 0Document258 pagesWEFIC WELLHEAD Rig Book KOM-103013-03 REV 0tongsabaiNo ratings yet
- Marine Growth Protection SystemDocument21 pagesMarine Growth Protection Systemwin htikeNo ratings yet
- Weigh Bridge PDFDocument7 pagesWeigh Bridge PDFUmair Ft SteynNo ratings yet
- GTC Installation Method Rev Rev.0B30.03Document26 pagesGTC Installation Method Rev Rev.0B30.03Yery Awan Susanto100% (1)
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- Heat Transfer Cement: NIOEC-SP-80-03Document8 pagesHeat Transfer Cement: NIOEC-SP-80-03amin100% (1)
- VV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFDocument253 pagesVV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFLê Phước PhúNo ratings yet
- InsulationDocument63 pagesInsulationSH1961No ratings yet
- TS PI 007 Insulation 1Document204 pagesTS PI 007 Insulation 1prakashNo ratings yet
- P445 - Technical Proposal Rev.0Document37 pagesP445 - Technical Proposal Rev.0ArtG.EnziNo ratings yet
- Hot Insulation Method Statement Rev.Document25 pagesHot Insulation Method Statement Rev.Hassan Helmy100% (1)
- Design & Calculation Cathodic Protection Impressed Cureent SystemDocument13 pagesDesign & Calculation Cathodic Protection Impressed Cureent SystemLuthfiSiradj96% (27)
- Espec Gener LV&MV VFDDocument10 pagesEspec Gener LV&MV VFDjose antonio salazar hidalgoNo ratings yet
- TS For Pipe-Duct DismantlingDocument10 pagesTS For Pipe-Duct DismantlingAmitava SilNo ratings yet
- Painting Procedure for Sawangan Desal ProjectDocument8 pagesPainting Procedure for Sawangan Desal ProjectBudi IndraNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- Piping Specification for Bio-Fuel Ethanol PlantDocument11 pagesPiping Specification for Bio-Fuel Ethanol PlantajmainNo ratings yet
- Piping SpecDocument355 pagesPiping Speclcaron44100% (1)
- Refining Major Projects General ManagementDocument20 pagesRefining Major Projects General ManagementJacarreroNo ratings yet
- Post Weld Head Treament Piping-ProcedureDocument12 pagesPost Weld Head Treament Piping-ProcedureAnh Võ100% (1)
- 005-MS For Aboveground Cable Laying PDFDocument10 pages005-MS For Aboveground Cable Laying PDFKöksal PatanNo ratings yet
- Blasting and Painting ProcedureDocument9 pagesBlasting and Painting Procedureisukuru67% (12)
- PP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0Document14 pagesPP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0ibrahimNo ratings yet
- M-00-d07 Urs Hot Water Generator (10 m3) - r0Document13 pagesM-00-d07 Urs Hot Water Generator (10 m3) - r0dhanu_lagwankarNo ratings yet
- 028120-SPL-008 Protective Coating Riser Neoprene Rev. CDocument8 pages028120-SPL-008 Protective Coating Riser Neoprene Rev. CRokan Pipeline100% (1)
- Alpha Project Services Private Limited: BarodaDocument29 pagesAlpha Project Services Private Limited: BarodaNehal Vaghela100% (2)
- Hdpe FieldDocument44 pagesHdpe Fieldwesqui100% (1)
- Itp For Sampling Line (GFT Tank-48360)Document46 pagesItp For Sampling Line (GFT Tank-48360)Nithin GNo ratings yet
- STOD-GEN-AED-0000-PR-DAT-0008 - Anaguid Test Separator Data SheetDocument6 pagesSTOD-GEN-AED-0000-PR-DAT-0008 - Anaguid Test Separator Data SheetAHMED AMIRANo ratings yet
- MD1-0-T-030-05-00069 - ITP For Rotating Equipment InstallationDocument9 pagesMD1-0-T-030-05-00069 - ITP For Rotating Equipment InstallationTran Khuynh100% (1)
- Welding Procedure PIPE HDPE - Rev.03Document29 pagesWelding Procedure PIPE HDPE - Rev.03DORBANI NedjmeddineNo ratings yet
- Antifog Disc InsulatorDocument35 pagesAntifog Disc InsulatorJayant Kumar DasNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Underwater Technology: Offshore PetroleumFrom EverandUnderwater Technology: Offshore PetroleumL. AtteraasNo ratings yet
- Marine Electrical Practice: Marine Engineering SeriesFrom EverandMarine Electrical Practice: Marine Engineering SeriesRating: 4 out of 5 stars4/5 (8)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Spreader Beam DrawingDocument4 pagesSpreader Beam DrawingMohamed FarisNo ratings yet
- Packing, Preservation and Storage ProcedureDocument9 pagesPacking, Preservation and Storage ProcedureMohamed FarisNo ratings yet
- Non Conformance Proce - Code-DDocument10 pagesNon Conformance Proce - Code-DMohamed FarisNo ratings yet
- Weld Repair Proce - Code-BDocument7 pagesWeld Repair Proce - Code-BMohamed FarisNo ratings yet
- Hfy 3800 0000 Ved 192 QC PD 0006 - A RF Pad Leak Test ProcedureDocument8 pagesHfy 3800 0000 Ved 192 QC PD 0006 - A RF Pad Leak Test ProcedureMohamed FarisNo ratings yet
- Packing, Preservation and Storage ProcedureDocument9 pagesPacking, Preservation and Storage ProcedureMohamed FarisNo ratings yet
- CSWIP 3.2 LATEST WIS10-Mar-2011Document303 pagesCSWIP 3.2 LATEST WIS10-Mar-2011Mohamed Faris100% (8)
- Properties of The Operations On IntegersDocument23 pagesProperties of The Operations On Integersimee marayagNo ratings yet
- Modelica03 AdvancedTutorialDocument34 pagesModelica03 AdvancedTutorialWuberestNo ratings yet
- BSBPMG540 Task 2 Knowledge Questions V1.1121-SV049116-MarianaVargasGarciaDocument5 pagesBSBPMG540 Task 2 Knowledge Questions V1.1121-SV049116-MarianaVargasGarciaRahmi Can ÖzmenNo ratings yet
- Plantilla Powerpoint QuimicaDocument22 pagesPlantilla Powerpoint QuimicaMayra HernandezNo ratings yet
- SUPPLY CHAIN ANALYTICS - Final ProjectDocument19 pagesSUPPLY CHAIN ANALYTICS - Final ProjectAksh RathodNo ratings yet
- ZXUN USPP Load BalancingDocument69 pagesZXUN USPP Load BalancingTawhid AlamNo ratings yet
- Lesson Plan in Random VariableDocument10 pagesLesson Plan in Random VariableJeson N. RondinaNo ratings yet
- About UsDocument16 pagesAbout UsManam BerampuramNo ratings yet
- Testing and Sampling Parameters for Boiler Water FeedDocument17 pagesTesting and Sampling Parameters for Boiler Water FeedGuruNo ratings yet
- Advantages of I/O Device Management On Operating SystemDocument4 pagesAdvantages of I/O Device Management On Operating SystemIbrahim HasanNo ratings yet
- of AbbuDocument10 pagesof AbbuMohan VeerabomalaNo ratings yet
- JD Requirement College 25jun21Document2 pagesJD Requirement College 25jun21Will MNo ratings yet
- Tellabs 8611 Access SwitchDocument3 pagesTellabs 8611 Access SwitchGuillermo OvelarNo ratings yet
- 03-M-U-300000 List of Documents & Drawings For Cold Box-REV01Document5 pages03-M-U-300000 List of Documents & Drawings For Cold Box-REV01mahmoudNo ratings yet
- A Project Report On Knowledge ManagementDocument6 pagesA Project Report On Knowledge ManagementBharati KudambalNo ratings yet
- Job Vacancies AdvertisementDocument28 pagesJob Vacancies AdvertisementRobert AzihembaNo ratings yet
- UN Women Branding GuidelinesDocument37 pagesUN Women Branding GuidelinesDenis Shepherd KimathiNo ratings yet
- Spare Parts and Project For Scheidt and BachmannDocument223 pagesSpare Parts and Project For Scheidt and Bachmannnachit01No ratings yet
- Users Manual 3 994639Document140 pagesUsers Manual 3 994639Parul MehtaNo ratings yet
- Tire Thread Machine Learning ModelDocument12 pagesTire Thread Machine Learning ModelMarcos CostaNo ratings yet
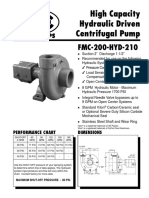
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- Thesis Paper On Mobile Banking in BangladeshDocument8 pagesThesis Paper On Mobile Banking in Bangladeshaflnzefdqbrevm100% (2)
- Astm D 4810 - 06 PDFDocument3 pagesAstm D 4810 - 06 PDFJulian Felipe Noguera CruzNo ratings yet
- Construction Management LecturesDocument8 pagesConstruction Management LecturesJosua MenisNo ratings yet
- Check-Lists D'inspectionDocument43 pagesCheck-Lists D'inspectionElisee93% (29)
- FCO560 Users Guide Issue 2aDocument63 pagesFCO560 Users Guide Issue 2aJames Mason100% (1)
- Standard Operating ProcedureDocument39 pagesStandard Operating ProcedureAndrew Charles0% (1)
- SSP G7 Release NotesDocument8 pagesSSP G7 Release Notesalmoez JbeliNo ratings yet
- 3 Hours / 70 Marks: Seat NoDocument2 pages3 Hours / 70 Marks: Seat Nopr gamingNo ratings yet
- Advanced Isometric Configuration in AutoCADPlant3DDocument49 pagesAdvanced Isometric Configuration in AutoCADPlant3DRoobens SC Lara100% (1)