You might also like
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Chapter 3, FormingDocument126 pagesChapter 3, Formingmohammed BalfaqaihNo ratings yet
- Rollng ProcessDocument37 pagesRollng ProcessagniflameNo ratings yet
- BMP - (Class 18 - Class-23) - Metal FormingDocument58 pagesBMP - (Class 18 - Class-23) - Metal FormingAsesh PramanikNo ratings yet
- Bahir Dar Institute of Technology Faculty o Mechanical and Industrial EngineeringDocument74 pagesBahir Dar Institute of Technology Faculty o Mechanical and Industrial EngineeringEphrem AbabiyaNo ratings yet
- Rolling: - IntroductionDocument17 pagesRolling: - IntroductionMaheshNo ratings yet
- Lec 7Document30 pagesLec 7Abdul AhadNo ratings yet
- Rolling For ClassDocument49 pagesRolling For ClassNABIL HUSSAINNo ratings yet
- Metal RollingDocument8 pagesMetal Rollingklawsis100% (2)
- JSW PPT FinalDocument24 pagesJSW PPT FinalJagannath Prasad SahooNo ratings yet
- 5 Rolling ProcessDocument48 pages5 Rolling ProcessPratik GhoshNo ratings yet
- L1 FormingDocument19 pagesL1 FormingAtulNo ratings yet
- ProcessDocument27 pagesProcessSantoshNo ratings yet
- Rolling: Metal Working ProcessDocument63 pagesRolling: Metal Working ProcessRohit SinghalNo ratings yet
- Forming V1Document32 pagesForming V1Walid DamoniNo ratings yet
- Manufacturing Processes Lecture Four Bulk Deformation ProcessesDocument90 pagesManufacturing Processes Lecture Four Bulk Deformation ProcessesAws AbbasNo ratings yet
- L5 - Ta201p (05.07.2021)Document84 pagesL5 - Ta201p (05.07.2021)quick winnerNo ratings yet
- 10921688 (1).pptDocument16 pages10921688 (1).ppttraceminiNo ratings yet
- Metal Forming ProcessesDocument15 pagesMetal Forming ProcessesPrateek MadaanNo ratings yet
- Aluminum Sheet Production: General Principles of Cold RollingDocument5 pagesAluminum Sheet Production: General Principles of Cold RollingBAHARO ALYAUMA IEDNo ratings yet
- ForgingDocument54 pagesForgingMaheshNo ratings yet
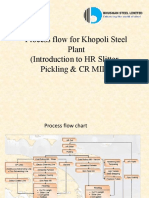
- Process Flow For Khopoli Steel Plant (Introduction To HR Slitter, Pickling & CR MILLDocument12 pagesProcess Flow For Khopoli Steel Plant (Introduction To HR Slitter, Pickling & CR MILLArmando Manuel Ramos del RealNo ratings yet
- Metal FormingDocument40 pagesMetal Formingsreeeram100% (1)
- Rolling MM3041Document17 pagesRolling MM3041HistorianNo ratings yet
- Rolling ProcessDocument22 pagesRolling ProcesssamcbsivNo ratings yet
- M3 MET204 IMP TOPICS - Ktunotes - inDocument42 pagesM3 MET204 IMP TOPICS - Ktunotes - inmachaviseNo ratings yet
- Seminae Report On-Rolling Method Presented by Dwitikrishna Sahoo Branch-Mechanical Regd No-L17152004007 Semester-6thDocument22 pagesSeminae Report On-Rolling Method Presented by Dwitikrishna Sahoo Branch-Mechanical Regd No-L17152004007 Semester-6thSid Bro SidNo ratings yet
- Metal SpinningDocument22 pagesMetal SpinningthirumalaikumaranNo ratings yet
- L8 - Bulk Deformation ProcessingDocument70 pagesL8 - Bulk Deformation ProcessingAstha PantNo ratings yet
- Manufacturing Process 1 2Document70 pagesManufacturing Process 1 2MD Al-Amin100% (1)
- MET167Document15 pagesMET167Fabiano, Jr. BarcenalNo ratings yet
- Introduction - Definition of Rolling ProcessDocument7 pagesIntroduction - Definition of Rolling ProcessEloisa Nher HipolitoNo ratings yet
- Rolling and ExtrusionDocument55 pagesRolling and ExtrusionTefea Yemedye LijNo ratings yet
- Introduction To Manufacturing: Chapter 13: RollingDocument19 pagesIntroduction To Manufacturing: Chapter 13: RollingLue niNo ratings yet
- Rolling: R. V. College of Engineering, BangaloreDocument13 pagesRolling: R. V. College of Engineering, Bangaloreqnikil7_669442093No ratings yet
- Rolling of Metals Rolling of MetalsDocument22 pagesRolling of Metals Rolling of MetalsRamuliu SelcuNo ratings yet
- Lecture 03 - Bulk-Forming Processes PDFDocument22 pagesLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyNo ratings yet
- Hot and Cold Working of MetalsDocument20 pagesHot and Cold Working of MetalsVitthal GawhaleNo ratings yet
- Rolling MillsDocument11 pagesRolling MillsSudhir KumarNo ratings yet
- Unit III - Bulk Deformation ProcessesDocument48 pagesUnit III - Bulk Deformation ProcessesRavitej SuraparajuNo ratings yet
- Summer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Document26 pagesSummer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Rahul PandeyNo ratings yet
- Proses Manufaktur-6 - MhsDocument30 pagesProses Manufaktur-6 - MhsBintang NurimanNo ratings yet
- Hot Cold WorkingDocument40 pagesHot Cold Workingpatel ketanNo ratings yet
- Total Quality ManagementDocument36 pagesTotal Quality Managementfonsekapdl100% (1)
- 1 - Rolling of Metals Flat Rolling and Shape RollingDocument29 pages1 - Rolling of Metals Flat Rolling and Shape RollingThulasi RamNo ratings yet
- Rolling and Forging of Metals: Kurt Sorenson Derek Benavidez Colin Evans Steven BestDocument50 pagesRolling and Forging of Metals: Kurt Sorenson Derek Benavidez Colin Evans Steven BestprashantNo ratings yet
- Forging Processes: Presented By: Rudra Mani Ghimire Assistant Professor Department of Mechanical EngineeringDocument31 pagesForging Processes: Presented By: Rudra Mani Ghimire Assistant Professor Department of Mechanical EngineeringHimanshu GuptaNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Mechanical Engineering Manufacturing-Process Forging NotesDocument19 pagesMechanical Engineering Manufacturing-Process Forging Notesshiva kumarNo ratings yet
- RollingDocument7 pagesRollingMeet BNo ratings yet
- Rolling ProcessDocument17 pagesRolling ProcessRavichandran GNo ratings yet
- Forging & Press Working: Presented By: Nilesh KabraDocument25 pagesForging & Press Working: Presented By: Nilesh KabraBong ThoNo ratings yet
- Metal RollingDocument22 pagesMetal RollingNishith100% (2)
- FormingDocument70 pagesFormingarya ladhaniNo ratings yet
- Chapter 3 Metal Forming Rev1Document42 pagesChapter 3 Metal Forming Rev1Dinie Zulhusni ArsadNo ratings yet
- Important Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruDocument7 pagesImportant Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruBoban RajkovicNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- TABEL Sifat Uap Jenuh Tabel Suhu Dan TekananDocument8 pagesTABEL Sifat Uap Jenuh Tabel Suhu Dan Tekanan21-002 Alditua sinabaribaNo ratings yet
- Volvo Catalog Part2Document360 pagesVolvo Catalog Part2Denis Konovalov71% (7)
- Ace 2Document184 pagesAce 2Raju LaxmipathiNo ratings yet
- (Kazantzakis Nikos) Freedom or DeathDocument195 pages(Kazantzakis Nikos) Freedom or DeathTarlan FisherNo ratings yet
- 2021-01-01 - Project (Construction) - One TemplateDocument1,699 pages2021-01-01 - Project (Construction) - One TemplatemayalogamNo ratings yet
- 5G NR Essentials Guide From IntelefyDocument15 pages5G NR Essentials Guide From IntelefyUzair KhanNo ratings yet
- Vertical Cutoff WallsDocument18 pagesVertical Cutoff WallsMark LaiNo ratings yet
- Tutorial 6Document3 pagesTutorial 6Lai Qing YaoNo ratings yet
- TRAVEL POLICY CARLO URRIZA OLIVAR Standard Insurance Co. Inc - Travel Protect - Print CertificateDocument4 pagesTRAVEL POLICY CARLO URRIZA OLIVAR Standard Insurance Co. Inc - Travel Protect - Print CertificateCarlo OlivarNo ratings yet
- ProjectDocument22 pagesProjectSayan MondalNo ratings yet
- Aashirwaad Notes For CA IPCC Auditing & Assurance by Neeraj AroraDocument291 pagesAashirwaad Notes For CA IPCC Auditing & Assurance by Neeraj AroraMohammed NasserNo ratings yet
- Quiz 2 I - Prefix and Suffix TestDocument10 pagesQuiz 2 I - Prefix and Suffix Testguait9No ratings yet
- 04 Task Performance 1Document2 pages04 Task Performance 1mart arvyNo ratings yet
- MikoritkDocument6 pagesMikoritkChris Jonathan Showip RouteNo ratings yet
- Assignment 4 Job Order Costing - ACTG321 - Cost Accounting and Cost ManagementDocument3 pagesAssignment 4 Job Order Costing - ACTG321 - Cost Accounting and Cost ManagementGenithon PanisalesNo ratings yet
- Text Extraction From Image: Team Members CH - Suneetha (19mcmb22) Mohit Sharma (19mcmb13)Document20 pagesText Extraction From Image: Team Members CH - Suneetha (19mcmb22) Mohit Sharma (19mcmb13)suneethaNo ratings yet
- Iit-Jam Mathematics Test: Modern Algebra Time: 60 Minutes Date: 08-10-2017 M.M.: 45Document6 pagesIit-Jam Mathematics Test: Modern Algebra Time: 60 Minutes Date: 08-10-2017 M.M.: 45Lappy TopNo ratings yet
- Assignment 1 Brief: ScenarioDocument4 pagesAssignment 1 Brief: ScenarioChâu TrầnNo ratings yet
- 2 Calculation ProblemsDocument4 pages2 Calculation ProblemsFathia IbrahimNo ratings yet
- Issue15 - Chirag JiyaniDocument6 pagesIssue15 - Chirag JiyaniDipankar SâháNo ratings yet
- Types of Intermolecular ForcesDocument34 pagesTypes of Intermolecular ForcesRuschan JaraNo ratings yet
- Technology 6 B Matrixed Approach ToDocument12 pagesTechnology 6 B Matrixed Approach ToNevin SunnyNo ratings yet
- CP3 - June2019 2Document5 pagesCP3 - June2019 2Sifei ZhangNo ratings yet
- Math ExamDocument21 pagesMath ExamedgemarkNo ratings yet
- Jordan CVDocument2 pagesJordan CVJordan Ryan SomnerNo ratings yet
- SMMS7 - Mini7 Product Line-Up OverviewDocument46 pagesSMMS7 - Mini7 Product Line-Up OverviewTín Nguyễn ThànhNo ratings yet
- Southern California International Gateway Final Environmental Impact ReportDocument40 pagesSouthern California International Gateway Final Environmental Impact ReportLong Beach PostNo ratings yet
- Steve JobsDocument18 pagesSteve JobsVibhor AggarwalNo ratings yet
- BS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDocument16 pagesBS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDayan Yasaranga100% (2)
- Ziarek - The Force of ArtDocument233 pagesZiarek - The Force of ArtVero MenaNo ratings yet