You might also like
- IS875 (Part3) - Wind Loads On Buildings and Structures - IIT Kanpur-Part 10Document7 pagesIS875 (Part3) - Wind Loads On Buildings and Structures - IIT Kanpur-Part 10Adam Michael GreenNo ratings yet
- Boundary Wall Design 2,00Document52 pagesBoundary Wall Design 2,00munishant1100% (2)
- 1.7 Resistance Levels: Variation in Diode Characteristics With Temperature ChangeDocument7 pages1.7 Resistance Levels: Variation in Diode Characteristics With Temperature Change12343567890No ratings yet
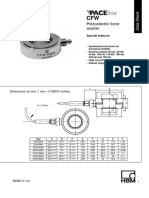
- Piezoelectric Force Washer: Special FeaturesDocument4 pagesPiezoelectric Force Washer: Special FeaturesEngineerNo ratings yet
- 05 Structure Induced ScourDocument10 pages05 Structure Induced ScourAnton MNo ratings yet
- Seismic and FE Notes MSCDocument261 pagesSeismic and FE Notes MSCKrisNo ratings yet
- Lecture Weld Highlighted PDFDocument12 pagesLecture Weld Highlighted PDFHerschell Vergel de DiosNo ratings yet
- 5 - CE 511 - Combined Axial and Bending Stresses - Handout PDFDocument16 pages5 - CE 511 - Combined Axial and Bending Stresses - Handout PDFJayson RamosNo ratings yet
- VF PDFDocument42 pagesVF PDFBaihaki StNo ratings yet
- Ee 8108 Power StagesDocument41 pagesEe 8108 Power Stagesjocelynejo291No ratings yet
- Design of Underground R.C Chamber: Model File: Valve Chamber, Revision 0 5SEP2020Document52 pagesDesign of Underground R.C Chamber: Model File: Valve Chamber, Revision 0 5SEP2020myoaung28296No ratings yet
- Drilled Cast-In-Place Pile Design Based On ACI 318-02Document15 pagesDrilled Cast-In-Place Pile Design Based On ACI 318-02John Carlo AbalaNo ratings yet
- 21.AW .DFMD .100-160.R410A.TM .EN .11.19.rev01Document96 pages21.AW .DFMD .100-160.R410A.TM .EN .11.19.rev01Said El GouziNo ratings yet
- Process Transactions and Send Notices About Your TransactionsDocument3 pagesProcess Transactions and Send Notices About Your Transactionsshaikh a nNo ratings yet
- Cooling Tower Bypass LineDocument1 pageCooling Tower Bypass LinekapsarcNo ratings yet
- MZP2 WZ WBDocument19 pagesMZP2 WZ WBashok PradhanNo ratings yet
- Arch - BracingDocument3 pagesArch - BracingvibishnanNo ratings yet
- Strut and Tie Sample 01Document4 pagesStrut and Tie Sample 01Oliver Atom0% (1)
- Write Up On InterleavingDocument4 pagesWrite Up On Interleavingash72No ratings yet
- Limit States Design in Structural Steel: Eighth EditionDocument12 pagesLimit States Design in Structural Steel: Eighth EditionJesus OrtizNo ratings yet
- Zener Diode-Line RegulatorDocument1 pageZener Diode-Line Regulator2K20CEEE23 Nishi Kant KumarNo ratings yet
- Composite Steel Beam - Hogging - ULS To AS5100.6 (Corrected 2016-08-02)Document18 pagesComposite Steel Beam - Hogging - ULS To AS5100.6 (Corrected 2016-08-02)Sharyn Polley100% (1)
- VP - HAWE - Válvula de PreenchimentoDocument8 pagesVP - HAWE - Válvula de PreenchimentoBademianNo ratings yet
- Aerodynamics of Rotor Blades: © M. Ragheb 3/8/2018Document24 pagesAerodynamics of Rotor Blades: © M. Ragheb 3/8/2018Kumar PranayNo ratings yet
- The Conditions When These Expressions Are ValidDocument7 pagesThe Conditions When These Expressions Are ValidAchmad RiadiNo ratings yet
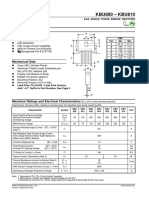
- Kbu 800Document4 pagesKbu 800Mohammed SajidNo ratings yet
- Composite Steel Beam - ULS To AS5100.6 (Corrected 2016-07-27)Document24 pagesComposite Steel Beam - ULS To AS5100.6 (Corrected 2016-07-27)Sharyn PolleyNo ratings yet
- D6960 en PDFDocument8 pagesD6960 en PDFSaeid MirNo ratings yet
- Free Ebooks DownloadDocument40 pagesFree Ebooks DownloadFhatony Silvershadows BondanNo ratings yet
- 5 Port Solenoid Valve: Reduced Power ConsumptionDocument60 pages5 Port Solenoid Valve: Reduced Power ConsumptionkrisornNo ratings yet
- The Conditions When These Expressions Are ValidDocument6 pagesThe Conditions When These Expressions Are ValidSandro SouzaNo ratings yet
- For Most Purposes, Give Satisfactory Results.: (B) Why WillDocument13 pagesFor Most Purposes, Give Satisfactory Results.: (B) Why WillAnonymous dqbb02DUhNo ratings yet
- Bridge Abutment Des.Document91 pagesBridge Abutment Des.Ashraf KhanNo ratings yet
- Forces in Equilibrium - BTec Mechanical PrinciplesDocument32 pagesForces in Equilibrium - BTec Mechanical PrinciplesMike ThompsonNo ratings yet
- Bi-Quadratic Filter Circuits: Figure 1 - Simple Summing AmplifierDocument8 pagesBi-Quadratic Filter Circuits: Figure 1 - Simple Summing AmplifierAndrewNo ratings yet
- The Design Is AdequateDocument3 pagesThe Design Is Adequatejorge01No ratings yet
- RC Pier TabaDocument19 pagesRC Pier TabaMitiku AregieNo ratings yet
- Compound GenratorDocument8 pagesCompound GenratorKunjilal meenaNo ratings yet
- Design of Canal of BorawasDocument20 pagesDesign of Canal of BorawasSunita ChaurasiaNo ratings yet
- RC Pier DelbennaDocument25 pagesRC Pier DelbennaEngineeri TadiyosNo ratings yet
- Apec 11 MosfetDocument6 pagesApec 11 MosfetcalinvaNo ratings yet
- Moment To Column WebDocument905 pagesMoment To Column WebAmanpreet SinghNo ratings yet
- Zener Diode-Line RegulatorDocument1 pageZener Diode-Line RegulatorSMITA PANDEYNo ratings yet
- TALAT Lecture 2301: Design of Members Example 3.1 Deflection of Class 4 Cross SectionDocument5 pagesTALAT Lecture 2301: Design of Members Example 3.1 Deflection of Class 4 Cross SectionCORE MaterialsNo ratings yet
- Design of Flanges - 12 600# CalculationsDocument5 pagesDesign of Flanges - 12 600# CalculationsJose BijoyNo ratings yet
- Lab 5 Field Effect Transistors: 1. Junction FET Characteristic CurvesDocument5 pagesLab 5 Field Effect Transistors: 1. Junction FET Characteristic CurvesAhmed SalehNo ratings yet
- DS5 enDocument14 pagesDS5 enthaivinhtuyNo ratings yet
- CIE 4115-2022 - Lecture 14 Component Method - Theory-Mv1bsDocument37 pagesCIE 4115-2022 - Lecture 14 Component Method - Theory-Mv1bsWout DekkersNo ratings yet
- Re29215 2005-09Document20 pagesRe29215 2005-09juan camilo gutierrezNo ratings yet
- Slab Design As Per Is 456Document8 pagesSlab Design As Per Is 456RATNA SINGHNo ratings yet
- Serviceability Limit State PDFDocument26 pagesServiceability Limit State PDFPalesa TshetlanyaneNo ratings yet
- Lecture-7-Practical Design To Eurocode 2Document71 pagesLecture-7-Practical Design To Eurocode 2jcunha4740No ratings yet
- Electrical Machines II UNIT 2Document34 pagesElectrical Machines II UNIT 2mkrasan0% (1)
- RE27551 Ckeck-Q-meterDocument10 pagesRE27551 Ckeck-Q-meterEmrah BinayNo ratings yet
- BEE - Lab FileDocument91 pagesBEE - Lab FileshivamNo ratings yet
- Modified UFMDocument306 pagesModified UFMjay4111No ratings yet
- Beam Flexure & Deflection Check (Aci 318M-08)Document1 pageBeam Flexure & Deflection Check (Aci 318M-08)Amanda SmithNo ratings yet
- Concept of Frequency Compensation: A A F F F J J J F F FDocument5 pagesConcept of Frequency Compensation: A A F F F J J J F F FVijay RajNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Chap 13Document8 pagesChap 13megahedmNo ratings yet
- Chap 04Document7 pagesChap 04megahedmNo ratings yet
- Chap 01Document4 pagesChap 01megahedmNo ratings yet
- Control Valve Fast Ref For EngineerDocument35 pagesControl Valve Fast Ref For EngineerRaudhatul AzimaNo ratings yet
- Integrated NGL Recovery and LNG LiquefactionDocument59 pagesIntegrated NGL Recovery and LNG Liquefactionsea_wave100% (1)
- Chapter 6: Steady Flow in PipesDocument9 pagesChapter 6: Steady Flow in PipesSyahid MuhammadNo ratings yet
- Solubility of Gases in WaterDocument6 pagesSolubility of Gases in WaterBalas43No ratings yet
- Section 6.0 MatterDocument46 pagesSection 6.0 MatterKennedy MudawarimaNo ratings yet
- Diaphragm Type Vacuum Pumps: OutlineDocument3 pagesDiaphragm Type Vacuum Pumps: OutlineMursyid YazidNo ratings yet
- RACNOTESVCRSDocument2 pagesRACNOTESVCRSAnonymous 5HYsyrddpNo ratings yet
- CE6303-Mech FL Unit 1-5Document60 pagesCE6303-Mech FL Unit 1-5Mohan SivaNo ratings yet
- A Solution Contains 5 G of Urea (M2 60.05) Per 100 G of Water. What Will Be The Vapor Pressure of This Solution at 25Document21 pagesA Solution Contains 5 G of Urea (M2 60.05) Per 100 G of Water. What Will Be The Vapor Pressure of This Solution at 25Marianne Camille de Guzman100% (1)
- Compressor ControlsDocument167 pagesCompressor ControlsAnonymous 70lCzDJvNo ratings yet
- Liquid Solutions PDFDocument50 pagesLiquid Solutions PDFAniruddha KawadeNo ratings yet
- Intermolecular Forces: Liquids, Solids, and Phase ChangesDocument27 pagesIntermolecular Forces: Liquids, Solids, and Phase ChangesYsabelleeeeeNo ratings yet
- Aus: Daniel Schroeder "An Introduction To Thermal Physics", Pearson VerlagDocument7 pagesAus: Daniel Schroeder "An Introduction To Thermal Physics", Pearson VerlagPranayYadavNo ratings yet
- Prop FluidDocument46 pagesProp FluidV DhinakaranNo ratings yet
- Orifice Metering: Orifice Flow Meters: Detailed SpecificationsDocument18 pagesOrifice Metering: Orifice Flow Meters: Detailed SpecificationsJêmš NavikNo ratings yet
- BAED-CHEM2122 General Chemistry 2Document9 pagesBAED-CHEM2122 General Chemistry 2Marvin100% (3)
- Defecto CristalinoDocument25 pagesDefecto CristalinoNicoNo ratings yet
- PVT Analysis For OilDocument27 pagesPVT Analysis For Oilel hadi100% (1)
- CVR College of Engineering: Subject: Class: Academic Year: Faculty: Mr.D.Rambabu Assignment-IiDocument2 pagesCVR College of Engineering: Subject: Class: Academic Year: Faculty: Mr.D.Rambabu Assignment-IiRambabuDaraNo ratings yet
- Unit 1 - How To Access The Portal: Assignment 0Document3 pagesUnit 1 - How To Access The Portal: Assignment 0AP04 MAHI YTNo ratings yet
- Understanding Lobe Blowers Roots BlowersDocument9 pagesUnderstanding Lobe Blowers Roots Blowersmishraengg100% (2)
- Specialized Training For Oil Tankers CH 09 INERT GAS SYSTEMDocument41 pagesSpecialized Training For Oil Tankers CH 09 INERT GAS SYSTEMLaurentiu Matei100% (2)
- (Dr. J. G. Kirk, Professor D. B. Melrose, Professo PDFDocument333 pages(Dr. J. G. Kirk, Professor D. B. Melrose, Professo PDFKarla Lopez AraujoNo ratings yet
- Climbing Film EvaporatorDocument8 pagesClimbing Film EvaporatorPelin Yazgan BirgiNo ratings yet
- Grand Viva QuestionsDocument9 pagesGrand Viva Questionsbaniya is hereNo ratings yet
- Vapor Liquid Equilibria Ethylene Oxide Acetaldehyde and Ethylene Oxide Water Systems PDFDocument5 pagesVapor Liquid Equilibria Ethylene Oxide Acetaldehyde and Ethylene Oxide Water Systems PDFNaeemNo ratings yet
- Design Ref 2Document226 pagesDesign Ref 2Jefri TrisnaNo ratings yet
- Surface Chemistry QuestionsDocument2 pagesSurface Chemistry QuestionsSindhu VelayudhamNo ratings yet
- Revision Test For (XI) - Test-02 - (2022-24) - Chemistry - (Answer Key - Sol.)Document4 pagesRevision Test For (XI) - Test-02 - (2022-24) - Chemistry - (Answer Key - Sol.)Anantha RajeshNo ratings yet
- Agcl Ae Icda Pra Report 04inch Gas Line-6!01!25!05!2022-Cap CommentsDocument26 pagesAgcl Ae Icda Pra Report 04inch Gas Line-6!01!25!05!2022-Cap CommentsAnonymous AtAGVssJNo ratings yet