0 ratings0% found this document useful (0 votes) 1K views20 pagesWire Drawing
Copyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content,
claim it here.
Available Formats
Download as PDF or read online on Scribd
- General: Discusses the basic process and principles of wire drawing including the forces involved.
- Drawing Ratio (DR): Explains the significance of drawing ratio in wire drawing operations and its calculations.
- Steps Involved In Wire Drawing: Describes the sequential steps in the wire drawing process.
- Work Done in Homogeneous Deformation: Covers the calculation of work done during deformation affecting wire dimensions.
- Work Formula for Wire Drawing: Provides formulas used to determine work in wire drawing processes.
- Maximum Possible Reduction of Area: Discusses the maximum reduction achievable in a single pass of drawing.
- Expression for True Strain and Fraction Reduction: Details the mathematical expressions for strain and area reduction in wire drawing.
- Drawing Die Details: Illustrates the design and components of a wire drawing die.
- Drawing Stress: Calculates the stress encountered during wire drawing based on material and process parameters.
- Drawing Speed: Explains the effect of speed on wire drawing including temperature impacts.
- Expression for Drawing Force in Wire Drawing: Mathematically derives the force required during wire drawing processes.
- Frictionless Drawing of Cylindrical Rod: Considers drawing processes without friction and their effects on material processing.
- Tube Drawing Processes: Explores various methods for tube drawing including fixed plug, floating plug, and mandrel drawing.
- Worked Problems: Presents solved problems about wire drawing to illustrate practical applications.
- Questions: Lists review questions to test understanding of wire drawing concepts covered in the chapter.
WIRE DRAWING
Contents
————
6.0 General ; 6.1 Drawing Ratio ; 6.2 Steps in Wire drawing ; 6.3 Work done in
Homogeneous deformation ; 6.4 Work formula for wire drawing ; 6.5 Maximum
possible reduction of area in drawing ; 6.6 Expression for true strain and fraction
reduction ; 6.7 Drawing die details ; 6.8 Drawing speed ; 6.9 Drawing stress ;
6.10 Expression for Drawing force in wire drawing ; 6.11 Frictionless drawing of
cylindrical rod ; 6.12 Tube drawing process ; Worked Problems ; Questions�Wire Drawing 199
6.0 General
Wire drawing is an operation wherein the workpiece in the form of a rod/thick wire is pulled
through a die opening to get a reduced diameter. It is carried out in cold state The mechanical
work required is greater than in rolling operation. Compressive forces acting at the contact surface
causes plastic flow of metal.
‘The central portion of the work does not undergo any deformation, Only the outer forces are
severely deformed, This is due to frictional forces acting at the contact surface. Fig, 6.1 shows the
process.
work Die
— J—» pulling
Ve force
yf /
MY)
Fig. 6.1 wire drawing process
Difference between wire and rod is somewhat arbitrary. In general wire refers to small diameter
products under 5 mm.
es
6.1 Drawing Ratio (DR)
‘The ratio of final diameter to the initial diameter in drawing operation is referred to as limiting
ratio or drawing ratio
d
Drawing Ratio (DR) = 7 (6.1)
i
final dia of wire
where d,
d, = initial dia of work
DR = 0.95 for steel
= 0.925 for copper
0.9 for Iron
¢ To draw arod into a wire of given diameter, the rod must be passed through a series of dies of
gradually decreasing diameter.
+ when repeated drawing is done, the tensile strength is greatly increased and ductility is
reduced in the same ratio.
¢ Hence, after each drawing operation, the wire is annealed to restore ductility before
commencing the next drawing operation.
Annealing is normally carried out in a closed atmosphere.
# Scale formed on the surface is removed by pickling using very dilute 1,50,�200. Manufacturing Process - I
6.2 Steps Involved In Wire Drawing
Rod ——» cleaned by___» Toremove___» Coated with» Drawn
Hat rolled] pickling scale/oxide Lime or Cuor Sn through
in dilute, H,SO, Layer Lime neutralises the die
(which causes the residue of
seeassalde ei |
wear and surface
defects) Annealed
before
Steps repeated till the given drawing
size of the wire is obtained again
Reduction] Coarse - 20-50% Foneech paserthe valet
por pass [Fine wires - 10-25% and length of the wire will
increase proportionately
6.3 Work Done in Homogenous deformation
Let A - Area of specimen and L = Length of specimen
& - Instantaneous yi
€ - Strain
stress
Fig. 6.2 Deformation Process
Increment of W.D in increasing the length of the specimen by ‘8’ beyond the strain € is
bW = (oA). 8 = (6.2)
4 Increment of work per unit volume is
bw bw (o.A)8E
235 o.- 63)
Vv AL Al l i)
# Assume no volume change and integrating we get
Rh xy i
w 3 f 5 8
vo Jey y8 Se asde= 7 (64)
- Original length
1, - final length
- initial strain
€, - final strain�201
Wire Drawing
jomogenous deformation is equal to the area of o-€ curve between
¢ ie., W.D/unit volume in Hi
d directly from the dimensional change
the appropriate strain values, This may be evaluate
assuming an average yield stress 6,,.
ty
w él
— : iF ---- (6.5)
LA
+ Fig. 6.3 Stress Vs Strain
w
© = Fue I 4) gives reasonable approximation for a metal which has been work hardened
f
before tensile stretching.
since Ajl, = Ajl, ~~ (volume is constant)
|
Ls 8 ---- (6.6)
hy A,
= 9,,,I0 A --- (6.7)
se
6.4 Work formula for wire drawing
F = drawing force in moving from 1-2
J, = Length of the drawn wire
¢ WD by drawing force
--- (6.8)�202 Manufacturing Process - I
but we know that for homogeneous deformation per unit volume
the W.D in forming the wire in the die
w h
¢ — =o,, In 1 from sec 6.3
v ae 0
4
W = Vo, In |
aie |
In the absence of friction
wew,
Fl, = Vo, inh
is
hy
v v
F= So. Ina ~~ (6411
yoy
Since V = 4,4,=1,A, in plastic deformation we get
oe rettg nh
4 4
L
A, 6,,.In 2 (6.12)
vind
replacing 4. by a from constant volume relation.
pA
F = A,o,,.In 4 (6.13)
a
AA:
but r= =1-
A
F/
JA,
~. Drawing stress 0,
1
o,=9,,In without friction = (6.14)
yg or�Wire Drawing 203
6.5 Maximum Possible reduction of area (one pass) in drawing
Drawing of wire is limited by the tensile failure of the drawn wire.
For such a heavy pass the maximum tensile stress will be nearly equal to the Y.S (because of
severe strain hardening of wire).
At the limiting reduction
6, = 5,=0, ---- (6.15)
The rate of strain hardening will be small so that the mean y.s, 6,,, Will also be equal to 0,
(o,,, =6,). The maximum reduction r,, is thus given by the condition.
‘we
St 2130, = --- Put r=, in equation 6.14
Sy
6, =
°
Si ty ----(6.16)
Oy 1-
ie,
ioe
Fg SB 27
ie,r, = 0.63 (6.17)
«. The maximum possible reduction with perfect lubrication
strain hardening is appreciable).
But internal distortion and friction, limits this. Under favourable circumstances, wire may be
drawn with reductions of area well over 50%.
~ 63% or slightly more (if the�Manufacturing Process - I
204.
6.6 Expression for true strain and fraction reduction
‘The most basic relationship for plastic deformation is the constant volume relationship.
Since large deformations are involved in mechanical working, it is important to express strain
in terms of True or Natural strain
For constant volume relationship, the sum of total strains in any three mutually perpendicular
direction is zero.
€,+€,+6,=0 ---- (6.18)
Compressive stresses and strains predominate in metal working process
Ifa block of height ‘h’, is compressed to height ', then the axial compressive True strain
fi
€,= fe aie hy> h, ---- (6.19)
pa ty hy
Conventional Strai e = Moe A (620)
nventional Stra 2 Z a
‘onventi in om Th
calculated strains will be negative, indicating compressive strains
In metal working, the convention is reversed so that compressive stresses and strains are
defined as positive.
e In & fg—hy
* (comp) =" (comp) ~ hy
Fraction reduction in area =
but volume is constant Aj, = Ag
Ay
A, = final area of C.S
1, = Initial length
J, = final length
from (6.21)
és
ee ae ce�Wire Drawing
---- (6.23)
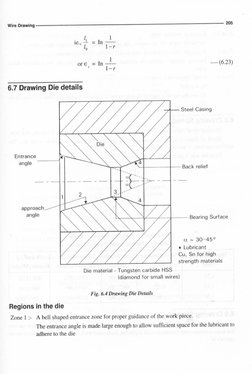
6.7 Drawing Die details
Steel Casing
Entrance
angle
Back relief
approach ——~
angle
2 Bearing Surface
o = 30-45°
* Lubricant
Cu, Sn for high
strength materials
Die material - Tungsten carbide HSS
(diamond for small wires)
Fig. 6.4 Drawing Die Details
Regions in the die
Zone 1 :- A bell shaped entrance zone for proper guidance of the work piece.
‘The entrance angle is made large enough to allow sufficient space for the lubricant to
adhere to the die�206: Manufacturing Process - Ill
Zone 2:- A conical working zone
Approach angle - In this region, the actual reduction in diameter takes place.
Zone.3 :- A straight short cylindrical zone to add stability to the operation.
Bearing surface - guides the product as it comes out of the die. No reduction takes
place.
Zone 4:- A bell shaped exit zone
Back relief
Allows the metal to expand slightly us the wire leaves the die. prevents abrasion of the
die.
6.8 Drawing Speed
Drawing speed varies from 10m/min for larger diameter to 1800 m/min for a very thin wire,
Speed of drawing is limited mainly by the heat generated due to friction in the die. The
temperature rises to hundreds of degrees.
Finer the wire higher the speed of drawing.
Drawing
speed
—=—=—=—=
Dia of wire
Fig. 6.6 Variation of drawing speed wart wire dia
Table 6.1. Drawing speed ft/min (M/min)
Wire diameter | Wire diameter | Steel, cel Tron and Brass
(mm) (in) (M/min) Ftmin (M/min)
6.25 0.250 300 (90) 350 (105) 400 (120)
3.12 0.125 500 (150) 600 (180) 500 (150)
1.56 0.0625 800 (240) 1000 (300) 1200 (360)
6.9 Drawing Stress
‘The actual force required for drawing is much more than the theoretical force because friction
has to be overcome and redundant work is present. Redundant work does not participate in drawing
operation.�Wire Drawing 207
A, = area before reduction
A, = area after reduction
6, = average yield stress
@&Q = Drawing stress
with
friction
and
redundant
work
metal i
y.s of
without friction
and redundant
Drawing Stress
tog,| 2.
Strain “Nol
Fig. 6.6 Drawing Stress Vs. strain
Theoretical work per unit volume
= ©,. log, Ar
(6.24)
Refer Fig. 6.6
Y.S of the material increases with strain hardening.
Drawing stress also increases with increase in strain.
‘The intersection of these two curves determine the maximum possible reaction.
Friction and redundant work reduces the maximum possible reduction limit.
2
Drawing stress = So (0 +H). tog, (*A,} 39] === (6.25)
1 = Coefficient of friction between work and die
a= V, die angle�208:
Manufacturing Process - Ill
6.10 Expression for drawing force in wire drawing
Cylindrical rod drawing with a conical die (0, },
D,
D.
oe
Point O
Wire Drawing of ..Rod
ety
GIR
Fig. 6.7 Wire Drawing
G, are constant) plane strain YS
Initial diameter of the work
Outlet diameter of the wire
half die cone angle
virtual apex of the die cone
= distance of the virtual apex of the conical die to the point
"
"
of contact at exit plane w.r.t work
distance of the virtual apex of the conical die to the point |
of contact at entry plane w.r.t work
distance from the apex to the point of contact at just outlet
where dia = D
thickness of the element considered
Coefficient of friction on the element surface (slant surface)
Normal pressure on the slant surface
Drawing force
Radial Stress
g, and 6, + do, are the stresses on either side of the clement�Wire Drawing 209
For equilibrium condition of the small element in the working zone.
Considering force components acting in the axial direction.
T ™
Due to change in longitudinal stress ........... (0, + do,) ri (D+dDY-o, rt Dp
dx \..
Due to die pressure on the circumference ............. P| ™D. sina
cosa,
ge z y dx
@ Due to frictional force at the circumference. P| nD. cosa
cosa,
Under steady condition these must be in equilibrium
dx
Jeose =0
} sin & + UP (ro
cosa
au Tog dx
(6, +o.) = (D+db?-0," D'+ of ao.
A 4 cosa.
Neglecting product of dD.do, & dD we get
4.0,.2D.dD+ *D*.do, + P.nD.de.tanc.+uP.mD.de =0
+ by D, 20,,dD+ D.do, +4P.dxtana+ 4pP.dx = 0
*. 20,.dD+D.do, +2P.dD+2pP.cotc.dD =0
Rearranging
D.do, +2[o, + P(l+pcota)}dD =0 -~- (6.26)
or D.do, +2[5, + P+ UP.cota]}. dD =0
a%
ta - 2
fan 0 os
dD =2dx, tana
aD
dx =—. cota
ss 2 °°
Considering Radial forces for equilibrium
o,1D.dx + P. (20. ik ) cosa —uP (xo. ae } sina=0
cosa cosa
+ 1Ddx, Pr+P—P.tana= 0�210 Manufacturing Process - I!
o, = -P (I-ptana) (6.2)
Since pis small and ot is small, 1 tan ois still smaller
+. can be neglected (ex: w= 0.1,00=6 tan o.= 0.01)
‘The state of stress is cylindrical and the principal stresses are
6,=6, 6. o,=-P --~- (6.28)
H
‘Two principal stresses are equal
+. The stress system is equivalent (o uniaxial stress combined with a hydrostatic stress 50
that yield occurs at the value 5,
From V.M Criteria
E(0,-02) = > = 262
from (6.28) we get for uniaxial tension
2(0,-93) = 205
6,-9, = 6, == (6.29)
6,-(-P) = 6, (6.30)
6, +P = 0, = (6.31)
From (6.31) and (6.26)
Dido, +2[o,+P+PB\.dD=0 Letpcoto=B
Do, +2 [o,+(6,-9) 1 +B))dD=0
Do, +2 [o, +, + 5,8 -5,— 0B) dD=0
Do, - {Bo, -6, (1 + B)}. 26D =0
dD
do, _ 9 (632)
Tao, —o(1+ B)]
by rearrangings
If B and o, are constants, equation (6.32) can be integrated
1
2 n[Bo,—9,(1+B)] = 2In D + Constant
Solution of this expression is given by
Bo, -6, (1 +B) = C.D” ---- (6.33)
Assuming that there is no longitudinal stress at the entry
6,=9,,=0, D =D,
0-6, (1 +B) = CD;"
sae wg PE
---- (6.34)�Wire Drawing
an
From (6.33) and (6.34)
Bo, -9, (1+ B) =
oy
©. Drawing stress at D=Da_o,=0
1-8]
or,
In terms of the reduction of area
R
(ai)
Da)?
Db
2. Equation (6.36) becomes
Gia
Do
Drawing force F
Power required for drawing P
where V
Dd,
= < | always
D,
_ (1+ 8)
SE [diel]
= 6,,Aa
= FV
= Velocity at exit
--~ (6.35)
---- (6.36)
---- (6.37)
~~ (6,38)
---- (6.39)
---- (6.40)
(6.41)
(6.42)�212 Manutacturing Process - Ill
¢ For strip drawing the equation (6.40) can be used but o, is used in place of 6,
where 6, =
leet) iam (643)
B
. v3 (1+B 2
Drawing stress, 5, = Bol Ap -0-a) ]
D,
For Extrusion, ER = 7” =R> Lalways above analysis can be used,
G,, = O,...» ++ as compressive stress applied at the entrance.
20
1 1
:. Equation (6.36) = = hee [-(ze) |
0
1+B){)_ Je
- (4) (%)
Pressure in the die at entry P,
---- (6.44)
6.11 Frictionless Drawing of cylindrical rod (0, is constant)
When t= 0 then Bis also equal to 0 since B= pt cot &
from equation (6.26) D.do, + 2 (6, + P (1 +H cot | dD =0
reduces to D.do, + 2 [(a, + P)] dD =0
from yield criteria o, + P = 0,
substituting we get D.d 0, +20,dD =0 --- (648)
since ©, is constant we can integrate after rearranging
do, __2dD
So D
do, _ _,(dD
ja = 22�Wire Drawing 213
is —2 In D + constant ---- (6.49)
So
atentry 0, = 6,,=0, D=D,
Sri nih -2InD,+C
o,
$C 22nd,
©. equation (6.49) becomes
oy
= -2InD+2InD, ---- (6.50)
Dy .
ei = (6.51)
©. Drawing stress ¢, 6, is given by
Sey Bay 52
a Se mene
Ay ~ Ay
bebe
independent of the die angle
A. _( Pa )
stl, sila dts an elo
er) 4 7D,
reduction in strip drawing
Plane strain 6, is used in place of 6, 6, = 9, (%a)
: + " Do
since wide strip is constrained drawing during 6, = Ls
drawing by the undrawn elastic material entering the die
28
Sq 14+B |_| Bu
from (6.36) “Go = 2 2 D, ---- (6.36)�214. Manufacturing Process - Il
6.12 Tube Drawing Processes
Hollow tubes and pipes produced by hot forming methods such as extrusion and rolling are
cold finished by drawing process.
Cold drawing is a process of obtaining very close dimensional tolerances, of obtaining good
surface finish and to produce higher mechanical properties in the tube as a result of strain hardening,
And to produce tubes of thinner wall thickness or smaller diameters
Three basic types of tube drawing process are used in practice
1. Sinking
2. Plug drawing
3. Mandre! drawing
Inall these processes larger size (rough) tubes are drawn through the die and close control of
dimensions are obtained.
« Tube Sinking
‘The tube is simply passed through the die and pulled out as shown in figure 6.8.
Since the inside of the tube is not supported, the wall thickness and the inner surface become
uneven. The shearing at the entry and exit of the die is large.
small tube
Pull force
Fig. 6.8 Tube Sinking
Fixed Plug Drawing
A fixed plug is located near the die, leaving an annular clearance.
Here both inside and outside diameters are controlled. The plug may be conical or cylindrica
Greater dimensional accuracy is obtained. Since the plug offers more friction, the reduction in
area is limited to 30%. Fig. 6.9 shows this.
Die
Small to be
Pull force
Fixed
Fig. 6.9 Fixed plug drawing�215
Wire Drawing
« Floating Plug Drawing
A plug is located at the die and as the pulling takes place the plug seems to be floating,
By having a plug floating in the die, higher reduction in area is achieved. The plug has to be
carefully and properly designed. Drawing load is lesser than in fixed plug type. Tool design and
lubrication are very critical. Fig. 6.10 shows the arrangement.
Small
Tube
Pull force
Fig. 6.10 Floating plug drawing
¢ Moving Mandrel Drawing
Here friction is reduced appreciably. A long hard rod (mandrel) that extends over the entire
length of the tube is drawn through the die with the tube. Both the tube and the mandrel will be
moving with the same velocity. Fig. 6.11 shows this.
—Tube
mandrel
Fig. 6.11 Moving Mandrel Drawing
Worked Problems
Proglem : 6.1
What is the maximum reduction possible per pass in drawing Aluminimum rod through a die
of semi die angle 24°, 1» = 0.01.
Maximum or Limiting reduction is obtained by the equation
o 1+B
% 8 (1-(—-R)')
where 6, = drawing stress
can be written as 6, = ¥S
1-(-RY = — B = cota�216
Manufacturing Process - I!
canes f-2.]
1+B
d-) = Wy
(1+ By"
1+B = 1+peoto
We
(1+ By
ie,r = 1-
1
~ 2,692
1 +0.01 2.246)
= 1-03715
Maximum Reduction or ~ 63% = 0.6285
vs (14 BY = (1.0225)45 = 2.692
ow
"
W
fl
~ 0.0225~
semi die angle
Coefficient of friction
Dy
Dd,
dia at outlet
outlet dia
dia at inlet
1+0.01 . cot 24
0.0028
a�Wire Drawing: 217
6.1
6.2
6.3
64
65
6.6
67
68
6.9
6.1
6.2
6.3
64
6.5
6.6
6.7
61
6.6
QUESTIONS
Wire Drawing
Explain briefly wire drawing process
Explain drawing ratio.
With a flow chart briefly explain wire drawing process
What is the maximum reduction in area that is possible in drawing for one pass.
Draw a neat sketch of a drawing die and show al the zones and other details on it ?
Derive an expression in drawing die and show a cylindrical rod using a conical die.
1 26
[Den ont0,8 mM . oe) using regular resin
B
What will be the drawing stress assuming there is no friction involved.
Derive o,, =o, H24l = 1q-\) using regular notions
Db 1
Explain clearly how tubes are produced in drawing process.
What are the different methods available for tube drawing ? Explain.
Objective type of Questions
Answer according to each question
Wire drawing utilizes push force whereas direct extrusion utilizes pull force. True / False
Drawing ratio is the ratio of work piece diameter to final dia of the wire. True / False
Wire drawing is a hot working process. ‘True / False
Diameter of wire is greater than Smm True / False
Higher drawing speeds are required for higher dia wires. ‘True / False
Drawing stress increases with strain True / False
Tubes can be obtained by drawing process. Yes / No
Answers
False 6.2 False 6.3 False 6.4 False 6.5 True
True 6.7 Yes