You might also like
- Classification Wirsing 2015Document49 pagesClassification Wirsing 2015Moud Sakly100% (1)
- Classification Wirsing 2015 PDFDocument49 pagesClassification Wirsing 2015 PDFvũ minh tâmNo ratings yet
- Classification Wirsing 2011Document50 pagesClassification Wirsing 2011naikNo ratings yet
- 4.0 Steel Structures Subjected To FireDocument4 pages4.0 Steel Structures Subjected To FireShakil AkhterNo ratings yet
- 72 - 11 - K. Jalkanen Valmet - CYMIC - For-Hamburger HungariaDocument22 pages72 - 11 - K. Jalkanen Valmet - CYMIC - For-Hamburger HungariaNardo LlanosNo ratings yet
- 03 Wear Phenomena Vietnam Seminar HK 2011Document51 pages03 Wear Phenomena Vietnam Seminar HK 2011quỳnh lêNo ratings yet
- Thermal & Chemical Kilb 2006Document40 pagesThermal & Chemical Kilb 2006mustaf100% (1)
- 113resuelto Procesamiento-Ceramicos ch13Document26 pages113resuelto Procesamiento-Ceramicos ch13Isac NumNo ratings yet
- Corroplast Vs Stainless Steel MoldDocument9 pagesCorroplast Vs Stainless Steel MoldIng. Jose BallenNo ratings yet
- Crete 2018-GeopolymersDocument22 pagesCrete 2018-Geopolymersekastan1No ratings yet
- New Products - Wirsing 2015Document70 pagesNew Products - Wirsing 2015Moud Sakly100% (1)
- Delta Mks (Zinc Flake) - Pea ProjectDocument32 pagesDelta Mks (Zinc Flake) - Pea ProjectTAEWARAT RAKRUANGNo ratings yet
- Sandstone AcidizingDocument32 pagesSandstone Acidizingilyes madiNo ratings yet
- Cpi FlamesDocument43 pagesCpi FlamesRobert Brown100% (1)
- Tpi 226 de enDocument31 pagesTpi 226 de enhazemNo ratings yet
- Clinker Burning Ordonez 2006Document63 pagesClinker Burning Ordonez 2006mustafNo ratings yet
- Coal CombustionDocument36 pagesCoal CombustionB. Anil KumarNo ratings yet
- Coal CombustionDocument36 pagesCoal CombustionAshiqNo ratings yet
- Portable Exchange Deionization BasicsDocument99 pagesPortable Exchange Deionization BasicsJonas RiveraNo ratings yet
- Materials For Engineering 16 - AluminumDocument15 pagesMaterials For Engineering 16 - AluminumKris WilochNo ratings yet
- 2 YDK 669.1:622.267 O. P Baidin, V. I. Rostovsky, D.E EsezoborDocument11 pages2 YDK 669.1:622.267 O. P Baidin, V. I. Rostovsky, D.E EsezoborROWHEITNo ratings yet
- Cemi42.5n SR3LH enDocument2 pagesCemi42.5n SR3LH enmouazen mostafaNo ratings yet
- Raw Materials IDocument48 pagesRaw Materials IGonzalo VarelaNo ratings yet
- Raw MixDocument22 pagesRaw Mixmahendra senNo ratings yet
- D and F Block 20 MinsDocument43 pagesD and F Block 20 MinsStsNo ratings yet
- PDF Ce Report 61 e 12 2017Document28 pagesPDF Ce Report 61 e 12 2017RAUL FERNANDO VELOZ GUERRA100% (1)
- Giai Phap Do Luong Cong Nghiep (2 Trang)Document16 pagesGiai Phap Do Luong Cong Nghiep (2 Trang)Nam Nguyễn ĐứcNo ratings yet
- METREXDocument6 pagesMETREXalborz99No ratings yet
- Wear of Refractories, Particularly When Using Waste Fuels and Their Influence On The Brick Life - INFINITY FOR CEMENT EQUIPMENTDocument29 pagesWear of Refractories, Particularly When Using Waste Fuels and Their Influence On The Brick Life - INFINITY FOR CEMENT EQUIPMENTReda Shewit Gebretsadik100% (1)
- CERAMICSDocument27 pagesCERAMICSErika RamosNo ratings yet
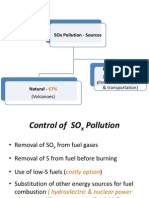
- Sox Pollution - Sources: (Coal-Fired Power Plants, Industrial Plants & Transportation)Document4 pagesSox Pollution - Sources: (Coal-Fired Power Plants, Industrial Plants & Transportation)RajanRanjanNo ratings yet
- Chapter 13 - Applications and Processing of CeramicsDocument26 pagesChapter 13 - Applications and Processing of CeramicsAngelino PimentelNo ratings yet
- Fundamentals of Ceramics Chapter 1Document38 pagesFundamentals of Ceramics Chapter 1Tamiru MisikirNo ratings yet
- Lecture 02 Fly AshDocument16 pagesLecture 02 Fly AshShaheryar MansoorNo ratings yet
- BF Cast House Product & DesignDocument50 pagesBF Cast House Product & DesignHara Prasad MurtyNo ratings yet
- 1 coalPREDocument24 pages1 coalPREsameh ibrahemNo ratings yet
- Bosnax (Thailand) Co.,Ltd. ท บอสแนกซ (ประเทศไทย) จํ บริษั ากัดDocument24 pagesBosnax (Thailand) Co.,Ltd. ท บอสแนกซ (ประเทศไทย) จํ บริษั ากัดJesus SoberanesNo ratings yet
- Mine FiresDocument78 pagesMine FiresShravan RawaniNo ratings yet
- BMsDocument30 pagesBMsMir Ilyas100% (1)
- Raw Materials For Steel MakingDocument10 pagesRaw Materials For Steel MakingsaileshNo ratings yet
- Asymptotically Approaching Zero DefectsDocument33 pagesAsymptotically Approaching Zero DefectsAverage JoeNo ratings yet
- Plating Tutorial 2009Document95 pagesPlating Tutorial 2009gregolgratis100% (2)
- Soil Mineralogy and ChemistryDocument40 pagesSoil Mineralogy and ChemistryminingnovaNo ratings yet
- Seminar ReportDocument19 pagesSeminar ReportHimanshu JainNo ratings yet
- American Alloy ASTM SpecsDocument24 pagesAmerican Alloy ASTM SpecsAlejandro CanoNo ratings yet
- Applications and Processing of CeramicsDocument13 pagesApplications and Processing of CeramicsGonzalo CamposNo ratings yet
- 2 3LimeKilnChemistryEffectsonOperationsDocument10 pages2 3LimeKilnChemistryEffectsonOperationsDamme Haulion SidabutarNo ratings yet
- Hazardous Waste: Special StuffDocument24 pagesHazardous Waste: Special StuffmohamedtsalehNo ratings yet
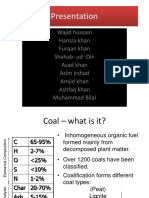
- PresentationDocument33 pagesPresentationWajid HussainNo ratings yet
- Lime Kiln ProcessDocument9 pagesLime Kiln ProcessFelipe Santos100% (1)
- Presentation On Coal CombustionDocument31 pagesPresentation On Coal CombustionWajid HussainNo ratings yet
- 11 Wear Mechanism March 2013 Print VersionDocument49 pages11 Wear Mechanism March 2013 Print Versionmahreza189100% (2)
- Recarburant Agents For Induction Furnace in SmeltingDocument19 pagesRecarburant Agents For Induction Furnace in SmeltingashokjkhannaNo ratings yet
- ABRASIVESDocument5 pagesABRASIVES147No ratings yet
- Session 3 High Performance ConcreteDocument16 pagesSession 3 High Performance ConcreteDharani GunaNo ratings yet
- 2 - Basic Bricks - Dec 2017 Incl RED2Document62 pages2 - Basic Bricks - Dec 2017 Incl RED2quỳnh lêNo ratings yet
- Lec 11Document8 pagesLec 11DechenPemaNo ratings yet
- Pozzolans PPT (Meghna)Document63 pagesPozzolans PPT (Meghna)Meghna Prateek BhardwajNo ratings yet
- RHIM New CatalogDocument42 pagesRHIM New Catalogengr kazamNo ratings yet
- Carsit Sol CastableDocument3 pagesCarsit Sol Castableengr kazamNo ratings yet
- Toaz - Info Clinker Vs Kiln Feed Factor PRDocument3 pagesToaz - Info Clinker Vs Kiln Feed Factor PRengr kazamNo ratings yet
- Brochure AnkergunDocument2 pagesBrochure Ankergunengr kazamNo ratings yet
- NOx Reduction TechniquesDocument37 pagesNOx Reduction Techniquesengr kazamNo ratings yet
- Economic Evaluation of Magnesite Deposits of Khuzdar, Balochistan, PakistanDocument6 pagesEconomic Evaluation of Magnesite Deposits of Khuzdar, Balochistan, Pakistanengr kazamNo ratings yet
- Modeling of Process Parameters and Analysis of Effect of Variables in The Dead Burning of Magnesite in Rotary KilnDocument8 pagesModeling of Process Parameters and Analysis of Effect of Variables in The Dead Burning of Magnesite in Rotary Kilnengr kazamNo ratings yet
- RWF News 12367Document8 pagesRWF News 12367engr kazamNo ratings yet
- Basic Instinct IMFORMED RWF 1 2018Document4 pagesBasic Instinct IMFORMED RWF 1 2018engr kazamNo ratings yet
- Presentazione OTP After SalesDocument12 pagesPresentazione OTP After Salesengr kazamNo ratings yet
- Production of DBMDocument2 pagesProduction of DBMengr kazamNo ratings yet
- Bvs 2034 DegbDocument8 pagesBvs 2034 Degbengr kazamNo ratings yet
- Presentation Cement TMDocument35 pagesPresentation Cement TMengr kazamNo ratings yet
- 05 - G. Hesslemann (Doosan Babcock)Document20 pages05 - G. Hesslemann (Doosan Babcock)engr kazamNo ratings yet
- RDF Refuse Derived Fuel An Alternate Energy Resource - July - 2015 - 7170430234 - 2908640Document3 pagesRDF Refuse Derived Fuel An Alternate Energy Resource - July - 2015 - 7170430234 - 2908640engr kazamNo ratings yet
- ANKRAL Q1 Zement ISO ENDocument1 pageANKRAL Q1 Zement ISO ENengr kazamNo ratings yet
- 2014-07 RHI Reference List CARSIT SOL M10-6Document2 pages2014-07 RHI Reference List CARSIT SOL M10-6engr kazamNo ratings yet
- 1 RefreactoriesDocument18 pages1 Refreactoriesengr kazamNo ratings yet
- Mixing Ratio 1Document3 pagesMixing Ratio 1engr kazamNo ratings yet
- Cement Kiln RefractoryDocument3 pagesCement Kiln Refractoryengr kazamNo ratings yet
- Cement Plant VIPDocument51 pagesCement Plant VIPengr kazamNo ratings yet
- Coal Carbon ISO-609-1975Document9 pagesCoal Carbon ISO-609-1975engr kazamNo ratings yet
- Coal Ash ISO-1171-1997Document9 pagesCoal Ash ISO-1171-1997engr kazamNo ratings yet
- 1607 To 1612Document1 page1607 To 1612engr kazamNo ratings yet
- Project Engineer MR - Naeem Evaluation Matrix 01Document2 pagesProject Engineer MR - Naeem Evaluation Matrix 01engr kazamNo ratings yet
- Welding Alloys Cement-BrochureDocument11 pagesWelding Alloys Cement-Brochureengr kazamNo ratings yet
- Cement Kiln Flame FormationDocument7 pagesCement Kiln Flame Formationengr kazamNo ratings yet
- Refratechnik Bricks Wear RreasonsDocument8 pagesRefratechnik Bricks Wear Rreasonsengr kazamNo ratings yet
- Basic Bricks PropertiesDocument4 pagesBasic Bricks Propertiesengr kazamNo ratings yet
- Exercise 5 (F2F Version) Transport of Materials (Worksheet) - Rev 2Document12 pagesExercise 5 (F2F Version) Transport of Materials (Worksheet) - Rev 2Horang HaeNo ratings yet
- Distillation - Part 5 - 2Document13 pagesDistillation - Part 5 - 2SyafiyatulMunawarahNo ratings yet
- Enthalpy Data BookletDocument6 pagesEnthalpy Data Bookletklo9d ninjaNo ratings yet
- 4.1: Writing and Balancing Chemical Equations: Learning ObjectivesDocument9 pages4.1: Writing and Balancing Chemical Equations: Learning ObjectivesRicki HanNo ratings yet
- 8.5 Reactions of Metals With Dilute AcidsDocument18 pages8.5 Reactions of Metals With Dilute Acidsdua ahmadNo ratings yet
- Determining Area Percentage Porosity in Thermal Sprayed CoatingsDocument8 pagesDetermining Area Percentage Porosity in Thermal Sprayed CoatingsBacksniper100% (2)
- Christiana Jade G. de Castro BSN-1101: Reflective EssayDocument3 pagesChristiana Jade G. de Castro BSN-1101: Reflective EssayCHRISTIANA JADE DE CASTRONo ratings yet
- Chemistry Microproject Group 9Document10 pagesChemistry Microproject Group 9Pranjali Patil0% (1)
- Ceat Ce414 Curag Module 1.1Document4 pagesCeat Ce414 Curag Module 1.1Glorina CurammengNo ratings yet
- SYTHETIC OF TERTIARY BUTHYL CHLORIDE FksDocument16 pagesSYTHETIC OF TERTIARY BUTHYL CHLORIDE FksRadiatul Awalia AmirNo ratings yet
- Analysis of ToothpasteDocument29 pagesAnalysis of Toothpasteanushka chadha100% (1)
- Hcu Chemistry 2018 PDFDocument9 pagesHcu Chemistry 2018 PDFSatyajit biswasNo ratings yet
- Cone Penetrometer For SoilDocument7 pagesCone Penetrometer For SoilOkello StevenNo ratings yet
- 3340 and 3345 Bench Ion MetersDocument5 pages3340 and 3345 Bench Ion MetersAmir MohammedNo ratings yet
- Free Radical Substitution Questions: Ex. Methane + ChlorineDocument2 pagesFree Radical Substitution Questions: Ex. Methane + ChlorineVimal AathithanNo ratings yet
- Distillation Part 4-2Document13 pagesDistillation Part 4-2SyafiyatulMunawarahNo ratings yet
- Melilotus ElegansDocument3 pagesMelilotus ElegansBiniam PaulosNo ratings yet
- On The Mechanism of High Temperature Corrosion: December 2018Document22 pagesOn The Mechanism of High Temperature Corrosion: December 2018A&R FilesNo ratings yet
- Science Grade 10Document6 pagesScience Grade 10Agustin L. IdausosNo ratings yet
- Kinetics of Tertiary Rections of Hydrofluoric Acid On AluminosilicatesDocument6 pagesKinetics of Tertiary Rections of Hydrofluoric Acid On AluminosilicatesCarlos RodriguezNo ratings yet
- Multiple Choice Questions: Question Bank Class: Xii, Chemistry Unit 4: Haloalknaes & HaloarenesDocument27 pagesMultiple Choice Questions: Question Bank Class: Xii, Chemistry Unit 4: Haloalknaes & HaloarenesAkshita BoroNo ratings yet
- POTASIODocument2 pagesPOTASIOJohann PalaciosNo ratings yet
- Material Data Sheet: Duplex Stainless Steel, Cd4McuDocument3 pagesMaterial Data Sheet: Duplex Stainless Steel, Cd4McufendixNo ratings yet
- Evidence of Performance: Class 4Document21 pagesEvidence of Performance: Class 4VICE COMNo ratings yet
- Automated Chemical Reaction Network Generation and Its Application To Exoplanet AtmospheresDocument22 pagesAutomated Chemical Reaction Network Generation and Its Application To Exoplanet Atmospheresl2j89zxwNo ratings yet
- Unit 5 - Buffer Solutins - Subjects 0Document67 pagesUnit 5 - Buffer Solutins - Subjects 0joshua andreNo ratings yet
- 1,1',2,2'-Tetraamino-5,5'-Azo-Bis-1,3,4-Triazole and The Electrosynthesis of High-Performing Insensitive Energetic MaterialsDocument12 pages1,1',2,2'-Tetraamino-5,5'-Azo-Bis-1,3,4-Triazole and The Electrosynthesis of High-Performing Insensitive Energetic MaterialsMNo ratings yet
- Himachal Pradesh University SHIMLA - 171005Document39 pagesHimachal Pradesh University SHIMLA - 171005Sahil KumarNo ratings yet
- 2020 2.4 Chemistry GZDocument187 pages2020 2.4 Chemistry GZgeetub1No ratings yet
- Peroxide Test: 6. PreparationDocument1 pagePeroxide Test: 6. PreparationEuderDiasNo ratings yet