You might also like
- FR Masterplan 072318Document18 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 072318Document18 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 072318Document5 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 100118Document14 pagesFR Masterplan 100118eidlberto casedoNo ratings yet
- FR Masterplan 100218Document15 pagesFR Masterplan 100218eidlberto casedoNo ratings yet
- FR Masterplan 092718Document13 pagesFR Masterplan 092718eidlberto casedoNo ratings yet
- FR Masterplan 100218Document15 pagesFR Masterplan 100218eidlberto casedoNo ratings yet
- Closing Summary Sep 28 2022 EN - tcm10-29086 - tcm10-29086Document2 pagesClosing Summary Sep 28 2022 EN - tcm10-29086 - tcm10-29086indraseenayya chilakalaNo ratings yet
- Digital Markting ECR Analytics AssignmentDocument11 pagesDigital Markting ECR Analytics Assignmentvamsi_1302No ratings yet
- 4.1 Cost of Capital ExerciseDocument9 pages4.1 Cost of Capital ExerciseHTNo ratings yet
- Bine 1Document4 pagesBine 1Dawit yirNo ratings yet
- Projected Profit Rates December 2023Document5 pagesProjected Profit Rates December 2023khanthegreat853No ratings yet
- Financial Model of New RestaurantDocument42 pagesFinancial Model of New RestaurantPrabhdeep Dadyal0% (1)
- Quiz 3Document4 pagesQuiz 3Kereen Pearl PascuaNo ratings yet
- Ibm: PBV and RoeDocument3 pagesIbm: PBV and RoeyrperdanaNo ratings yet
- SMEA MIGSULANG 3rd QuarterDocument25 pagesSMEA MIGSULANG 3rd QuarterRobby Jim Vergara PacisNo ratings yet
- Analytics All Web Site Data Acquisition Overview 20210330-20210429Document1 pageAnalytics All Web Site Data Acquisition Overview 20210330-20210429Fatema AbdullahNo ratings yet
- AR Aging Report (Example)Document1 pageAR Aging Report (Example)Titis Endah TrisetyaNo ratings yet
- Explore: Case Processing SummaryDocument5 pagesExplore: Case Processing SummaryTriaNo ratings yet
- First Solar Inc. Ratio ComparisonsDocument7 pagesFirst Solar Inc. Ratio ComparisonsSameer ChoudharyNo ratings yet
- Update Business Performances - 030821Document3 pagesUpdate Business Performances - 030821Zainal AlfinzaNo ratings yet
- Dashboard: 5 Jul 2010 - 11 Jul 2010Document9 pagesDashboard: 5 Jul 2010 - 11 Jul 2010Cameron StewartNo ratings yet
- Microfinance and SFBsDocument31 pagesMicrofinance and SFBsRavi BabuNo ratings yet
- FMD Research v1Document14 pagesFMD Research v1QuratulainNo ratings yet
- LeadershipDocument5 pagesLeadershipkaku009No ratings yet
- Stock Price: Dividend YieldDocument21 pagesStock Price: Dividend YieldEmre UzunogluNo ratings yet
- P05 - Stock ValuationDocument8 pagesP05 - Stock ValuationL1588AshishNo ratings yet
- Stat Childbirth SatisfactionDocument6 pagesStat Childbirth SatisfactionJomer GonzalesNo ratings yet
- Viden Io Corporate Retail Banking CRB PresentationDocument14 pagesViden Io Corporate Retail Banking CRB PresentationngnquyetNo ratings yet
- WHT Rate Card 2018-19Document2 pagesWHT Rate Card 2018-19taqi1122No ratings yet
- IRR Financial ModelDocument110 pagesIRR Financial ModelericNo ratings yet
- Feasibility Study AnalisticDocument4 pagesFeasibility Study AnalisticAntopuntodewoNo ratings yet
- Project 2Document3 pagesProject 2Mai HàNo ratings yet
- Loan Amount 100000 Interest Rate (Yearly) 2.00% Term (Years) 30 Changing R Monthly PaymentDocument10 pagesLoan Amount 100000 Interest Rate (Yearly) 2.00% Term (Years) 30 Changing R Monthly Paymentarushi duttNo ratings yet
- Копия WACC Template v2Document8 pagesКопия WACC Template v2Theodor K GReddyNo ratings yet
- MSFIN 223 - Case 1 - Du Pont (Cauton, Cortez, Dy, Lui, Mamaril, Papa, Rasco)Document3 pagesMSFIN 223 - Case 1 - Du Pont (Cauton, Cortez, Dy, Lui, Mamaril, Papa, Rasco)Leophil RascoNo ratings yet
- Financial AnalysisDocument40 pagesFinancial AnalysisJephthah BansahNo ratings yet
- S CurveDocument12 pagesS CurveCAJEME, KYLA MARIE M.No ratings yet
- Bai Tap 7Document6 pagesBai Tap 7Bích DiệuNo ratings yet
- MITOTIC STAGE-WPS OfficeDocument5 pagesMITOTIC STAGE-WPS OfficeJomari Cruz LlanitaNo ratings yet
- Marketing Plan - HindiDocument28 pagesMarketing Plan - HindiShivamNo ratings yet
- Bill Swelbar FAA 2011Document40 pagesBill Swelbar FAA 2011Addison SchonlandNo ratings yet
- Question 3 FrojassDocument6 pagesQuestion 3 FrojassPaco RojasNo ratings yet
- 5-Year Budget: Indirect Cost Rates 2014-2016Document10 pages5-Year Budget: Indirect Cost Rates 2014-2016Ch Raheel BhattiNo ratings yet
- Analytics All Web Site Data Acquisition Overview 20210510-20210516Document1 pageAnalytics All Web Site Data Acquisition Overview 20210510-20210516Andy PhamNo ratings yet
- KeuanganDocument6 pagesKeuanganCindy Ariyani UtamiNo ratings yet
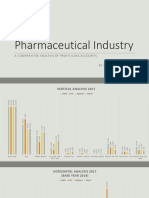
- Pharmaceutical Industry: A Comparativeanalysisof Profit/Loss AccountsDocument6 pagesPharmaceutical Industry: A Comparativeanalysisof Profit/Loss AccountsAdnanNo ratings yet
- Gufron Maret - 240301 - 084019Document1 pageGufron Maret - 240301 - 084019Novita DpsNo ratings yet
- Gufron MaretDocument1 pageGufron MaretNovita DpsNo ratings yet
- Amo1749 - Final BoqDocument7 pagesAmo1749 - Final BoqAbeLiezl CamimesNo ratings yet
- Ankitha ProjectDocument10 pagesAnkitha ProjectBhavya PabbisettyNo ratings yet
- 2021 Outlook ENG OfficialDocument143 pages2021 Outlook ENG OfficialHa TrinhNo ratings yet
- Financing Real Estate and Housing: The Indian Perspective: Keki Mistry Managing Director, HDFCDocument20 pagesFinancing Real Estate and Housing: The Indian Perspective: Keki Mistry Managing Director, HDFCsagarstNo ratings yet
- Operational Success of Islamic Banking Branches & Windows in BangladeshDocument30 pagesOperational Success of Islamic Banking Branches & Windows in BangladeshFahim RahmanNo ratings yet
- SG Research Report Apt 1Q10Document1 pageSG Research Report Apt 1Q10siegelgallagherNo ratings yet
- Adidas Group Supplier Adidas Group Supplier Adidas Group SupplierDocument6 pagesAdidas Group Supplier Adidas Group Supplier Adidas Group SupplierahmaduggokiNo ratings yet
- Process Flow Diagram and Material BalanceDocument12 pagesProcess Flow Diagram and Material BalanceZoren Del MundoNo ratings yet
- Lola - Carmagnola Fibres Analysis 2Document33 pagesLola - Carmagnola Fibres Analysis 2mahadev barNo ratings yet
- Financial Statement Analysis - ProjectDocument16 pagesFinancial Statement Analysis - Projectkeshav kumarNo ratings yet
- Applied Time Series Econometrics: A Practical Guide for Macroeconomic Researchers with a Focus on AfricaFrom EverandApplied Time Series Econometrics: A Practical Guide for Macroeconomic Researchers with a Focus on AfricaRating: 3 out of 5 stars3/5 (1)
- DTR 120623Document1 pageDTR 120623eidlberto casedoNo ratings yet
- DTR 110823Document1 pageDTR 110823eidlberto casedoNo ratings yet
- SO5564135 AuthorizationDocument1 pageSO5564135 Authorizationeidlberto casedoNo ratings yet
- DTR Ip1 2023-Ip2 2023Document1 pageDTR Ip1 2023-Ip2 2023eidlberto casedoNo ratings yet
- Electrical EstimateDocument2 pagesElectrical Estimateeidlberto casedoNo ratings yet
- DTR Ip1 2023-Ip2 20231Document1 pageDTR Ip1 2023-Ip2 20231eidlberto casedoNo ratings yet
- 2023 Gregorian CalendarDocument1 page2023 Gregorian Calendareidlberto casedoNo ratings yet
- DTR iP6-iP7Document6 pagesDTR iP6-iP7eidlberto casedoNo ratings yet
- DTR iP2-iP3Document2 pagesDTR iP2-iP3eidlberto casedoNo ratings yet
- DTR iP1-iP2Document2 pagesDTR iP1-iP2eidlberto casedoNo ratings yet
- DTR 010324Document1 pageDTR 010324eidlberto casedoNo ratings yet
- Blank - DFL Sunshine Logo Exp Form - EcasedoDocument2 pagesBlank - DFL Sunshine Logo Exp Form - Ecasedoeidlberto casedoNo ratings yet
- Tollpak DTR November 1 - 15 2022Document12 pagesTollpak DTR November 1 - 15 2022eidlberto casedoNo ratings yet
- Presentation 1Document1 pagePresentation 1eidlberto casedoNo ratings yet
- Open PO's - To Be PaidDocument16 pagesOpen PO's - To Be Paideidlberto casedoNo ratings yet
- 2024 Julian CalendarDocument1 page2024 Julian Calendareidlberto casedoNo ratings yet
- FMEA TrainingDocument49 pagesFMEA Trainingeidlberto casedoNo ratings yet
- 2022 Calendar Gregorian (Desk)Document1 page2022 Calendar Gregorian (Desk)eidlberto casedoNo ratings yet
- MANUAL DATA TIME RECORDDocument1 pageMANUAL DATA TIME RECORDeidlberto casedoNo ratings yet
- Missl - V BeltDocument1 pageMissl - V Belteidlberto casedoNo ratings yet
- 2022 Calendar Julian (Desk)Document1 page2022 Calendar Julian (Desk)eidlberto casedoNo ratings yet
- GRADER DET'L-WorkDocument1 pageGRADER DET'L-Workeidlberto casedoNo ratings yet
- FR Masterplan 072318Document8 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 100118Document14 pagesFR Masterplan 100118eidlberto casedoNo ratings yet
- Scheme 08 - f200Document1 pageScheme 08 - f200eidlberto casedoNo ratings yet
- FR Masterplan (Interim) 082418Document12 pagesFR Masterplan (Interim) 082418eidlberto casedoNo ratings yet
- FR Masterplan (Interim) 081718Document4 pagesFR Masterplan (Interim) 081718eidlberto casedoNo ratings yet
- FR Masterplan (Interim) 081718Document13 pagesFR Masterplan (Interim) 081718eidlberto casedoNo ratings yet
- FR Masterplan 072318Document18 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- Trainee'S Record Book: Technical Education and Skills Development AuthorityDocument12 pagesTrainee'S Record Book: Technical Education and Skills Development AuthorityVirgil Keith Juan Pico100% (2)
- Payment Slip: Summary of Charges / Payments Current Bill AnalysisDocument4 pagesPayment Slip: Summary of Charges / Payments Current Bill AnalysisMohd Salleh Bin AmboNo ratings yet
- Securities Appellant Tribunal: An OverviewDocument21 pagesSecurities Appellant Tribunal: An OverviewSakshee SahayNo ratings yet
- Party Time Recreation Rituals in The World of B2BDocument29 pagesParty Time Recreation Rituals in The World of B2BjcaylaNo ratings yet
- Bank Soal Bahasa Inggris: Latihan Soal Bahasa Inggris Kelas XII SMK Disertai Kunci Jawaban.Document6 pagesBank Soal Bahasa Inggris: Latihan Soal Bahasa Inggris Kelas XII SMK Disertai Kunci Jawaban.Putri AyuNo ratings yet
- Balanced Scorecard - Quality and TimeDocument30 pagesBalanced Scorecard - Quality and TimeAssyifa JunidaNo ratings yet
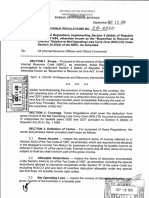
- RR No. 25-2020Document2 pagesRR No. 25-2020Kram Ynothna BulahanNo ratings yet
- Visa Bill PayDocument1 pageVisa Bill Payapi-3727274No ratings yet
- The Five Generic Competing StrategiesDocument30 pagesThe Five Generic Competing StrategiesFarhana MituNo ratings yet
- Casasola - Preweek PPT BB31 ADSeditDocument29 pagesCasasola - Preweek PPT BB31 ADSeditYsa TabbuNo ratings yet
- Situation Analysis Report: Group AssignmentDocument17 pagesSituation Analysis Report: Group AssignmentDinhNo ratings yet
- Cash ManagementDocument24 pagesCash ManagementMike Dolla SignNo ratings yet
- Material Reengineering Dissertation ProposalDocument16 pagesMaterial Reengineering Dissertation ProposalGradiella MbemNo ratings yet
- Mrunal Full NotesDocument425 pagesMrunal Full Notesakki71196No ratings yet
- Indus - Biotech - Private - Limited - Vs - Kotak - India - Venture Fund and OthersDocument15 pagesIndus - Biotech - Private - Limited - Vs - Kotak - India - Venture Fund and OthersUrviNo ratings yet
- Bureau of Internal Revenue Revenue District Office No. 52 Paranaque CityDocument1 pageBureau of Internal Revenue Revenue District Office No. 52 Paranaque CityElaine BarrotNo ratings yet
- Bcom Notes-1Document19 pagesBcom Notes-1berthalubinzaNo ratings yet
- Meet & Greet Step OneDocument24 pagesMeet & Greet Step OneRAJ PATEL100% (1)
- Loan EMI CalculatorDocument6 pagesLoan EMI Calculatorjiguparmar1516No ratings yet
- Psychographic Segmentation FarmmarketDocument23 pagesPsychographic Segmentation FarmmarketRonik PasswalaNo ratings yet
- Asian Academy For Excellence Foundation, Inc.: Practical Accounting 2-Cost CPA Review O2017Document6 pagesAsian Academy For Excellence Foundation, Inc.: Practical Accounting 2-Cost CPA Review O2017didi chenNo ratings yet
- Control: Control Objectives For Information and Related TechnologiesDocument16 pagesControl: Control Objectives For Information and Related TechnologiesAlma Jean MonterozoNo ratings yet
- 63bf6df10fc062b5a939864f - 6 - Real Estate Lead SpreadsheetDocument9 pages63bf6df10fc062b5a939864f - 6 - Real Estate Lead SpreadsheetrohitranjansindriNo ratings yet
- Model Question 2Document88 pagesModel Question 2Hamal PrachandaNo ratings yet
- ITD Brochure InfromationDocument5 pagesITD Brochure InfromationAfrican InstituteNo ratings yet
- Lkas 23Document20 pagesLkas 23Dhanushika Samarawickrama100% (1)
- BTP - Predicting Fraudulent Financial Statement Using Cash Flow ShenanigansDocument14 pagesBTP - Predicting Fraudulent Financial Statement Using Cash Flow Shenaniganserfina istyaningrumNo ratings yet
- Annex A1 - The Standard For Project Management of A ProjectDocument1 pageAnnex A1 - The Standard For Project Management of A ProjectFaizal HidayatNo ratings yet
- Terrorist Financing ArticleDocument6 pagesTerrorist Financing ArticlealazdisyaqiqNo ratings yet
- Head and Shoulder ShampooDocument65 pagesHead and Shoulder Shampoovenkatasvitha100% (1)