You might also like
- Applied Time Series Econometrics: A Practical Guide for Macroeconomic Researchers with a Focus on AfricaFrom EverandApplied Time Series Econometrics: A Practical Guide for Macroeconomic Researchers with a Focus on AfricaRating: 3 out of 5 stars3/5 (1)
- FR Masterplan 100118Document14 pagesFR Masterplan 100118eidlberto casedoNo ratings yet
- FR Masterplan 072318Document18 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 072318Document5 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 092718Document13 pagesFR Masterplan 092718eidlberto casedoNo ratings yet
- FR Masterplan 072318Document18 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- FR Masterplan 092718Document13 pagesFR Masterplan 092718eidlberto casedoNo ratings yet
- FR Masterplan 100218Document15 pagesFR Masterplan 100218eidlberto casedoNo ratings yet
- SMEA MIGSULANG 3rd QuarterDocument25 pagesSMEA MIGSULANG 3rd QuarterRobby Jim Vergara PacisNo ratings yet
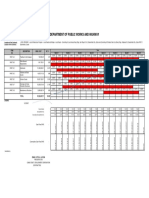
- Department of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractDocument1 pageDepartment of Public Works and Highway: Contract I.D. Location of The Contract: Location of The ContractAdrian Louie Laganzo AquinoNo ratings yet
- First Solar Inc. Ratio ComparisonsDocument7 pagesFirst Solar Inc. Ratio ComparisonsSameer ChoudharyNo ratings yet
- Bine 1Document4 pagesBine 1Dawit yirNo ratings yet
- ODN102001 ATN Products Hardware Introduction ISSUE 1.00Document43 pagesODN102001 ATN Products Hardware Introduction ISSUE 1.00Jonathan Eduardo Tapias BeltranNo ratings yet
- Closing Summary Sep 28 2022 EN - tcm10-29086 - tcm10-29086Document2 pagesClosing Summary Sep 28 2022 EN - tcm10-29086 - tcm10-29086indraseenayya chilakalaNo ratings yet
- Quiz 3Document4 pagesQuiz 3Kereen Pearl PascuaNo ratings yet
- WHT Rate Card 2018-19Document2 pagesWHT Rate Card 2018-19taqi1122No ratings yet
- Projected Profit Rates December 2023Document5 pagesProjected Profit Rates December 2023khanthegreat853No ratings yet
- P05 - Stock ValuationDocument8 pagesP05 - Stock ValuationL1588AshishNo ratings yet
- Digital Markting ECR Analytics AssignmentDocument11 pagesDigital Markting ECR Analytics Assignmentvamsi_1302No ratings yet
- Operational Success of Islamic Banking Branches & Windows in BangladeshDocument30 pagesOperational Success of Islamic Banking Branches & Windows in BangladeshFahim RahmanNo ratings yet
- Update Business Performances - 030821Document3 pagesUpdate Business Performances - 030821Zainal AlfinzaNo ratings yet
- 5-Year Budget: Indirect Cost Rates 2014-2016Document10 pages5-Year Budget: Indirect Cost Rates 2014-2016Ch Raheel BhattiNo ratings yet
- Feasibility Study AnalisticDocument4 pagesFeasibility Study AnalisticAntopuntodewoNo ratings yet
- 3StatementModelTemplate Full Version1Document16 pages3StatementModelTemplate Full Version1Dawit TilahunNo ratings yet
- Fixed Income - Part II SolutionsDocument50 pagesFixed Income - Part II SolutionsJohnNo ratings yet
- Question 3 FrojassDocument6 pagesQuestion 3 FrojassPaco RojasNo ratings yet
- Jib Hoist InspectionDocument8 pagesJib Hoist InspectionMustakimi MuhamadNo ratings yet
- AR Aging Report (Example)Document1 pageAR Aging Report (Example)Titis Endah TrisetyaNo ratings yet
- Progress Sto Pulo Brayan: TelkomnproperlyDocument1 pageProgress Sto Pulo Brayan: TelkomnproperlyMuliadi PutraNo ratings yet
- CA Parameter Optimization ReportDocument7 pagesCA Parameter Optimization ReportJerry XuNo ratings yet
- Financial Model of New RestaurantDocument42 pagesFinancial Model of New RestaurantPrabhdeep Dadyal0% (1)
- Bill Swelbar FAA 2011Document40 pagesBill Swelbar FAA 2011Addison SchonlandNo ratings yet
- Financing Real Estate and Housing: The Indian Perspective: Keki Mistry Managing Director, HDFCDocument20 pagesFinancing Real Estate and Housing: The Indian Perspective: Keki Mistry Managing Director, HDFCsagarstNo ratings yet
- Problem SolvingDocument9 pagesProblem SolvingAlex Nico JhoentaxsNo ratings yet
- Microfinance and SFBsDocument31 pagesMicrofinance and SFBsRavi BabuNo ratings yet
- SG Research Report Apt 1Q10Document1 pageSG Research Report Apt 1Q10siegelgallagherNo ratings yet
- Loan by Products-Amount (In Million)Document9 pagesLoan by Products-Amount (In Million)martagobanaNo ratings yet
- Lola - Carmagnola Fibres Analysis 2Document33 pagesLola - Carmagnola Fibres Analysis 2mahadev barNo ratings yet
- AM Deck FY21Document31 pagesAM Deck FY21Valeri AgustinaNo ratings yet
- Gufron MaretDocument1 pageGufron MaretNovita DpsNo ratings yet
- Gufron Maret - 240301 - 084019Document1 pageGufron Maret - 240301 - 084019Novita DpsNo ratings yet
- Imputation RationneleDocument6 pagesImputation RationneleLamiae AitelghaziNo ratings yet
- Performance Evaluation Form: Employee Name Designation Head Quarter Reporting Manager/Appraise RDocument12 pagesPerformance Evaluation Form: Employee Name Designation Head Quarter Reporting Manager/Appraise RIndia DiscoverNo ratings yet
- Smart MiniDocument9 pagesSmart MiniFlorian Marian MarțanNo ratings yet
- Dyliacco Gantt Chart 12 13 23Document1 pageDyliacco Gantt Chart 12 13 23docwit10No ratings yet
- Trivia NightDocument2 pagesTrivia NightPAULA YASAY VALMORESNo ratings yet
- Adidas Group Supplier Adidas Group Supplier Adidas Group SupplierDocument6 pagesAdidas Group Supplier Adidas Group Supplier Adidas Group SupplierahmaduggokiNo ratings yet
- Earned Value ManagementDocument3 pagesEarned Value ManagementJonald DagsaNo ratings yet
- Earned Value ManagementDocument3 pagesEarned Value ManagementluvlysivaNo ratings yet
- Schedue IFS Metal 1Document1 pageSchedue IFS Metal 1IsaalexNo ratings yet
- Ibm: PBV and RoeDocument3 pagesIbm: PBV and RoeyrperdanaNo ratings yet
- MSFIN 223 - Case 1 - Du Pont (Cauton, Cortez, Dy, Lui, Mamaril, Papa, Rasco)Document3 pagesMSFIN 223 - Case 1 - Du Pont (Cauton, Cortez, Dy, Lui, Mamaril, Papa, Rasco)Leophil RascoNo ratings yet
- 8419 01 Financial Dashboard Powerpoint TemplateDocument2 pages8419 01 Financial Dashboard Powerpoint TemplateRizal Yudha TamaNo ratings yet
- Berhan Bank SC: Portfolio Analysis-June 30, 2019Document10 pagesBerhan Bank SC: Portfolio Analysis-June 30, 2019martagobanaNo ratings yet
- 2G Site PerformanceDocument84 pages2G Site Performancenarendraiit2003No ratings yet
- Si HCLDocument13 pagesSi HCLVijay RamanNo ratings yet
- Analytics All Web Site Data Acquisition Overview 20210330-20210429Document1 pageAnalytics All Web Site Data Acquisition Overview 20210330-20210429Fatema AbdullahNo ratings yet
- Daily Report 24 Juni 2021Document4 pagesDaily Report 24 Juni 2021Yanwar Ibnu Lizar SetyadinNo ratings yet
- Feasibility Studies The M-One Resto & Coffee: Gross SalesDocument2 pagesFeasibility Studies The M-One Resto & Coffee: Gross SalesAntopuntodewoNo ratings yet
- 2019 Policy Highlights EnglishDocument21 pages2019 Policy Highlights EnglishMahesh AgrawalNo ratings yet
- DTR 010324Document1 pageDTR 010324eidlberto casedoNo ratings yet
- DTR 110823Document1 pageDTR 110823eidlberto casedoNo ratings yet
- DTR Ip1 2023-Ip2 2023Document1 pageDTR Ip1 2023-Ip2 2023eidlberto casedoNo ratings yet
- SO5564135 AuthorizationDocument1 pageSO5564135 Authorizationeidlberto casedoNo ratings yet
- DTR 120623Document1 pageDTR 120623eidlberto casedoNo ratings yet
- DTR iP1-iP2Document2 pagesDTR iP1-iP2eidlberto casedoNo ratings yet
- DTR iP2-iP3Document2 pagesDTR iP2-iP3eidlberto casedoNo ratings yet
- Presentation 1Document1 pagePresentation 1eidlberto casedoNo ratings yet
- DTR Ip1 2023-Ip2 20231Document1 pageDTR Ip1 2023-Ip2 20231eidlberto casedoNo ratings yet
- DTR iP6-iP7Document6 pagesDTR iP6-iP7eidlberto casedoNo ratings yet
- Tollpak DTR November 1 - 15 2022Document12 pagesTollpak DTR November 1 - 15 2022eidlberto casedoNo ratings yet
- Blank - DFL Sunshine Logo Exp Form - EcasedoDocument2 pagesBlank - DFL Sunshine Logo Exp Form - Ecasedoeidlberto casedoNo ratings yet
- Open PO's - To Be PaidDocument16 pagesOpen PO's - To Be Paideidlberto casedoNo ratings yet
- Electrical EstimateDocument2 pagesElectrical Estimateeidlberto casedoNo ratings yet
- MANUAL DATA TIME RECORDDocument1 pageMANUAL DATA TIME RECORDeidlberto casedoNo ratings yet
- FMEA TrainingDocument49 pagesFMEA Trainingeidlberto casedoNo ratings yet
- 2024 Julian CalendarDocument1 page2024 Julian Calendareidlberto casedoNo ratings yet
- Scheme 08 - f200Document1 pageScheme 08 - f200eidlberto casedoNo ratings yet
- FR Masterplan 072318Document8 pagesFR Masterplan 072318eidlberto casedoNo ratings yet
- GRADER DET'L-WorkDocument1 pageGRADER DET'L-Workeidlberto casedoNo ratings yet
- FR Masterplan (Interim) 081718Document13 pagesFR Masterplan (Interim) 081718eidlberto casedoNo ratings yet
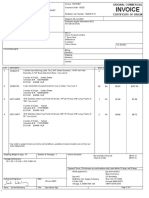
- Commercial Invoice For PO 15325Document2 pagesCommercial Invoice For PO 15325eidlberto casedoNo ratings yet
- FR Masterplan (Interim) 082418Document12 pagesFR Masterplan (Interim) 082418eidlberto casedoNo ratings yet
- Missl - V BeltDocument1 pageMissl - V Belteidlberto casedoNo ratings yet
- Finals Quiz 1 PDFDocument6 pagesFinals Quiz 1 PDFFranz CampuedNo ratings yet
- Floor Plan Lending PrimerDocument73 pagesFloor Plan Lending PrimerCari Mangalindan MacaalayNo ratings yet
- Assignment of Corporate tAX 2Document5 pagesAssignment of Corporate tAX 2Mrinal BishtNo ratings yet
- A-What Are The Primary Information Needs of Each Manager?Document3 pagesA-What Are The Primary Information Needs of Each Manager?Asma HatamNo ratings yet
- Text Book Multiple Choice Quiz AnswersDocument128 pagesText Book Multiple Choice Quiz Answersbinod gaire0% (1)
- MEGHNATH REGMI CV AccountantDocument5 pagesMEGHNATH REGMI CV AccountantPrakash RegmiNo ratings yet
- Economics Final Take-Home Exam Feb.'20Document2 pagesEconomics Final Take-Home Exam Feb.'20ascom as0% (1)
- Deed of Absolute SaleDocument2 pagesDeed of Absolute SalePrincess Dungca FloresNo ratings yet
- Sap MM - Cin User ManualDocument30 pagesSap MM - Cin User ManualRavindra DevarapalliNo ratings yet
- Q.7. (A) Explain The Concept of "Balance Score Card". A N S - The Balance Score Card Is A Management System (Not Only A Measurement System) ThatDocument5 pagesQ.7. (A) Explain The Concept of "Balance Score Card". A N S - The Balance Score Card Is A Management System (Not Only A Measurement System) ThatL PatelNo ratings yet
- Responsibility Acctg Transfer Pricing GP AnalysisDocument33 pagesResponsibility Acctg Transfer Pricing GP AnalysisMoonNo ratings yet
- ACI 355.2-07 Qualification of Post Installed Mechanical Anchors in Concrete and Commentary-UnlockedDocument39 pagesACI 355.2-07 Qualification of Post Installed Mechanical Anchors in Concrete and Commentary-UnlockedkicsnerNo ratings yet
- Retail July 2021Document35 pagesRetail July 2021digen parikhNo ratings yet
- Uchechukwu Anthony Onuesi 0773429880 20210926073744Document10 pagesUchechukwu Anthony Onuesi 0773429880 20210926073744Onuesi AnthonyNo ratings yet
- Leasing Presentation Atrium MallDocument31 pagesLeasing Presentation Atrium MallSahaj anandNo ratings yet
- A Proposal To Optimise and Forecast ROM Fragmentation at Minas Chinalco PDFDocument9 pagesA Proposal To Optimise and Forecast ROM Fragmentation at Minas Chinalco PDFEliseo Abdias Alcala CabelloNo ratings yet
- This Study Resource Was: Contributor: Atty. Mendoza, B. Date Contributed: March 2011Document7 pagesThis Study Resource Was: Contributor: Atty. Mendoza, B. Date Contributed: March 2011Nah HamzaNo ratings yet
- Novaliches FileDocument33 pagesNovaliches FileAngel CabreraNo ratings yet
- Practical Guideline Risk Assessment ScaffoldDocument68 pagesPractical Guideline Risk Assessment ScaffoldArdamitNo ratings yet
- Es343 DT Ashok Nagar To Filterpada160919Document271 pagesEs343 DT Ashok Nagar To Filterpada160919Sujeet SarukNo ratings yet
- 1349 - Grand Jean Company - Sesi 9Document4 pages1349 - Grand Jean Company - Sesi 9Vinna MarthadilovaNo ratings yet
- Sustainability AccountingDocument13 pagesSustainability Accountingunitv onlineNo ratings yet
- Poka-Yoke Training Pack For CirculationDocument113 pagesPoka-Yoke Training Pack For CirculationManoj KmarNo ratings yet
- Inter TradeDocument15 pagesInter Tradesatya_somani_1No ratings yet
- Project On Security AnalysisDocument26 pagesProject On Security Analysisbhavana100% (3)
- SAE J403-EN MS GradesDocument9 pagesSAE J403-EN MS GradesVishal BhanderiNo ratings yet
- Ma2 Test Chapter 1-5Document4 pagesMa2 Test Chapter 1-5saad shahidNo ratings yet
- Jmfl-Policybazaar Ic 161121Document31 pagesJmfl-Policybazaar Ic 161121Santosh RoutNo ratings yet
- CMD Tire Building Industry - CleanedDocument53 pagesCMD Tire Building Industry - Cleanedvodka_taste2882No ratings yet
- Japan Is A Thriving Modern Nation Today in The Asia RegionDocument5 pagesJapan Is A Thriving Modern Nation Today in The Asia RegiontyroxtimebanditNo ratings yet