You might also like
- Bsibv Itp 08-2 Itp For CWC Dpe Rev. 0Document9 pagesBsibv Itp 08-2 Itp For CWC Dpe Rev. 0AMALENDU PAULNo ratings yet
- BSIBV-ITP-09-1 For Liquid Epoxy Coating On Fittings Rev. 0Document5 pagesBSIBV-ITP-09-1 For Liquid Epoxy Coating On Fittings Rev. 0AMALENDU PAULNo ratings yet
- Inspection and Test Plan For Surface Preparation and PaintingDocument2 pagesInspection and Test Plan For Surface Preparation and PaintingNoor Rose Eka RoseNo ratings yet
- Qa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Document3 pagesQa&Qc-frm-0021 Quality Inspection Plan - Static Equipment-1Ali Haider100% (1)
- Subcon ItpDocument6 pagesSubcon ItpManu MohanNo ratings yet
- Inspection & Test Plan (Itp) - Iso 5167 - Fittings (SC / DC)Document1 pageInspection & Test Plan (Itp) - Iso 5167 - Fittings (SC / DC)Guru DevaNo ratings yet
- (Itp For Cast Insitu Foundation) 4172-Genon-1!25!0002-ADocument45 pages(Itp For Cast Insitu Foundation) 4172-Genon-1!25!0002-ARajesh SinghNo ratings yet
- Inspection Test Plan (Itp) at Shop: Remark No DescriptionDocument2 pagesInspection Test Plan (Itp) at Shop: Remark No Descriptionanang_pri100% (1)
- Itp For SanitaryDocument4 pagesItp For SanitaryDebesh Chaudhary100% (1)
- Attach-2 ITP For Building WaterDocument29 pagesAttach-2 ITP For Building WaterSukalyan BasuNo ratings yet
- Project Eagle: Quality Management Inspection ReportDocument2 pagesProject Eagle: Quality Management Inspection ReportrcpretoriusNo ratings yet
- Inspection-and-Test-Plan For Skid FabricationDocument3 pagesInspection-and-Test-Plan For Skid FabricationVinayaga MoorthiNo ratings yet
- Toaz - Info Itp For PVC Conduits PRDocument6 pagesToaz - Info Itp For PVC Conduits PRehtesham khanNo ratings yet
- QCP For StructureDocument4 pagesQCP For StructureHema Nandh100% (1)
- 4172-GENON-1-25-0019 - Rev 1Document16 pages4172-GENON-1-25-0019 - Rev 1Rajesh SinghNo ratings yet
- Inspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyDocument8 pagesInspected by QCP Approval 1-APC 1-Employer (APC) 2 - DAR 2 - Engineer (DAR) 3 - Contractor (NEGEMCO) 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- Attachment #4 - Inspection Test Plan ITP - Line Pipes CoatingDocument7 pagesAttachment #4 - Inspection Test Plan ITP - Line Pipes CoatingLarry UbuNo ratings yet
- Bsibv-Itp-07-2 Pe Itp For 3lpe Coating Dpe Rev. 0Document10 pagesBsibv-Itp-07-2 Pe Itp For 3lpe Coating Dpe Rev. 0AMALENDU PAULNo ratings yet
- UNQ-00-E-A - EP60-EQ-001-en-A-Erection ITPL - HV Switchyard PackageDocument18 pagesUNQ-00-E-A - EP60-EQ-001-en-A-Erection ITPL - HV Switchyard PackagerakibnjtechNo ratings yet
- Inspection and Test PlanDocument6 pagesInspection and Test PlanReduddboy100% (1)
- S-000-1676-0001V - 11 - ITP For Piping WorkDocument47 pagesS-000-1676-0001V - 11 - ITP For Piping WorkVO DINH TRI100% (2)
- Inspected by QCP Approval 1-APC 1 - APC 2 - DAR 2 - DAR Al-Handeseh 3 - Negemco 4 - Vendor 5 - Third PartyDocument6 pagesInspected by QCP Approval 1-APC 1 - APC 2 - DAR 2 - DAR Al-Handeseh 3 - Negemco 4 - Vendor 5 - Third PartyAhmad DagamsehNo ratings yet
- Inspection and Test Plan Fire Installation WorksDocument1 pageInspection and Test Plan Fire Installation WorksHabib BagciNo ratings yet
- M Storm Drainage System IC M SDS 00Document2 pagesM Storm Drainage System IC M SDS 00achusanachuNo ratings yet
- Inspection Test Plan LPSDocument3 pagesInspection Test Plan LPSsafetyofficer752No ratings yet
- Attach-1 ITP For Belt Conveyor InstallationDocument7 pagesAttach-1 ITP For Belt Conveyor InstallationSukalyan BasuNo ratings yet
- BSIBV-ITP-07-2 PP ITP For 3LPP Coating DPE Rev. 0Document10 pagesBSIBV-ITP-07-2 PP ITP For 3LPP Coating DPE Rev. 0AMALENDU PAULNo ratings yet
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingDocument7 pagesPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhNo ratings yet
- Manufacturing Quality Plan: A Raw Material Incoming InspectionDocument4 pagesManufacturing Quality Plan: A Raw Material Incoming Inspectiongulatimanish1985No ratings yet
- VS 2281 162 31 Cabletraysupport Refoa30494 NaDocument2 pagesVS 2281 162 31 Cabletraysupport Refoa30494 NadekodivNo ratings yet
- Itp For Re-Slurry Tank - R-1Document8 pagesItp For Re-Slurry Tank - R-1Rejoy babyNo ratings yet
- Itp Installation of Fiber Optic CablesDocument4 pagesItp Installation of Fiber Optic Cablesqasim078100% (2)
- ITP Work DownDocument5 pagesITP Work DownMuralimohan Pandian100% (1)
- Cathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)Document10 pagesCathodic Protection & AC/DC Interference Mitigation Installation, Inspection & Test Plan (ITP)wei gao100% (1)
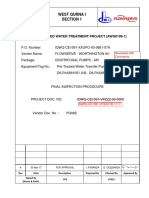
- West Qurna I Section 1: Wqi Produced Water Treatment Project (Awq0109-1)Document8 pagesWest Qurna I Section 1: Wqi Produced Water Treatment Project (Awq0109-1)jacksonbello34No ratings yet
- Attachment 12.4 - QA - QC Checklist - FDBDocument3 pagesAttachment 12.4 - QA - QC Checklist - FDBehteshamNo ratings yet
- Material Submittal For Ductile Iron Fittings - Rev.1Document16 pagesMaterial Submittal For Ductile Iron Fittings - Rev.1unnicyriacNo ratings yet
- ITP List For Electrical Works (Chimney)Document16 pagesITP List For Electrical Works (Chimney)Ivan BabicNo ratings yet
- Egatra: Quality ControlDocument6 pagesEgatra: Quality ControlAndreas Schlager100% (3)
- Inspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Document5 pagesInspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Daniel Martinez50% (2)
- Adwea Standard Quality Control Plan (SQCP) : For Ductile Iron FittingsDocument17 pagesAdwea Standard Quality Control Plan (SQCP) : For Ductile Iron FittingsAmro HarasisNo ratings yet
- ITP For Non-Fire Resistant CI CableDocument1 pageITP For Non-Fire Resistant CI CableMeng PamplonaNo ratings yet
- ITP Mini Pile PDFDocument2 pagesITP Mini Pile PDFscriptd_ozd3nNo ratings yet
- Interior Painting: Inspection & Test PlanDocument3 pagesInterior Painting: Inspection & Test PlanDominguez MegoNo ratings yet
- Dokumen - Tips 3itp-ElectricalDocument28 pagesDokumen - Tips 3itp-ElectricalKyle WadsworthNo ratings yet
- Quality Control Plan / Inspecting and Testing Plan - (Discipline) Structure Erection and InstallationDocument1 pageQuality Control Plan / Inspecting and Testing Plan - (Discipline) Structure Erection and InstallationTarun PatelNo ratings yet
- PDF Inspection Test Plan For Fabrication - CompressDocument4 pagesPDF Inspection Test Plan For Fabrication - Compressridwan maulanaNo ratings yet
- Duties of Welding ManagerDocument3 pagesDuties of Welding ManagerBalkishan DyavanapellyNo ratings yet
- NS2-DH01-P0ZEN-140003 - ITP FOR ELECTRICAL EQUIPMENT (MV, LV, PANEL, CUBICLE) - Rev.DDocument10 pagesNS2-DH01-P0ZEN-140003 - ITP FOR ELECTRICAL EQUIPMENT (MV, LV, PANEL, CUBICLE) - Rev.DAnh VàngNo ratings yet
- Magnetic Level Gauge: DOC NO. QR/QC/F/14Document1 pageMagnetic Level Gauge: DOC NO. QR/QC/F/14sunshine dreamNo ratings yet
- MDR FMP 15-086Document51 pagesMDR FMP 15-086miorNo ratings yet
- Training Copy Not For Execution: Sop No. Supersedes Effective Date Next Review DateDocument6 pagesTraining Copy Not For Execution: Sop No. Supersedes Effective Date Next Review Datemanohar kumarNo ratings yet
- 1.SRO-QPITP - Mechanical WorksDocument2 pages1.SRO-QPITP - Mechanical Worksachusanachu100% (1)
- Etihad Towers Project: Inspection & Test Plan - Ceramic Tiles (For Walls)Document4 pagesEtihad Towers Project: Inspection & Test Plan - Ceramic Tiles (For Walls)jini100% (2)
- 00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkDocument12 pages00-GE-EQA-001 (Rev.a) Site Inspection and Test Plan For Electrical and I&C WorkAbdul Mohid SheikhNo ratings yet
- Inspection and Test Plan: Tile WorksDocument2 pagesInspection and Test Plan: Tile WorksAlvene Tagoc100% (2)
- L.V Power Cable Installation 01.09.2020Document7 pagesL.V Power Cable Installation 01.09.2020Ahmad DagamsehNo ratings yet
- Inspection and Test Plan: Installation of Fire Alarm SystemDocument3 pagesInspection and Test Plan: Installation of Fire Alarm SystemBinu Sulochanan100% (3)
- Inspection and Test Plan: DOC: GBL/QC/2015/ITP-001/REV 01 Dtd.04/01/2017Document4 pagesInspection and Test Plan: DOC: GBL/QC/2015/ITP-001/REV 01 Dtd.04/01/2017Ubed KudachiNo ratings yet
- CBT Piping QuestionsDocument3 pagesCBT Piping QuestionsAMALENDU PAULNo ratings yet
- 1 - Piping CBT API 571 AnsDocument5 pages1 - Piping CBT API 571 AnsAMALENDU PAULNo ratings yet
- PAINTDocument10 pagesPAINTAMALENDU PAULNo ratings yet
- Formula For Tecnical - 12 Mar 2019Document80 pagesFormula For Tecnical - 12 Mar 2019AMALENDU PAULNo ratings yet
- Engineer Guide Summary DEC 2020Document25 pagesEngineer Guide Summary DEC 2020AMALENDU PAULNo ratings yet
- Summary of ASME Section VIIIDocument3 pagesSummary of ASME Section VIIIAMALENDU PAUL100% (2)
- Edr 01 Dec 2018Document21 pagesEdr 01 Dec 2018AMALENDU PAULNo ratings yet
- Telltale HoleDocument3 pagesTelltale HoleAMALENDU PAULNo ratings yet
- Painting Course Important Topic: DFT WFT X 100Document6 pagesPainting Course Important Topic: DFT WFT X 100AMALENDU PAUL100% (1)
- Report of Storage TankDocument44 pagesReport of Storage TankAMALENDU PAUL100% (1)
- ASME Material List in ExcelDocument69 pagesASME Material List in ExcelAMALENDU PAULNo ratings yet
- Tank Settlement Report As Per API 653Document2 pagesTank Settlement Report As Per API 653AMALENDU PAUL100% (8)
- Ecodial Advance Calculation 4.1Document33 pagesEcodial Advance Calculation 4.1Youwan LeeNo ratings yet
- Hostaperm Yellow 6GL High Quality Pigment For Water-Borne Base Coats and Conventional OEM and Refinish PaintsDocument2 pagesHostaperm Yellow 6GL High Quality Pigment For Water-Borne Base Coats and Conventional OEM and Refinish PaintsMaximiliano MackeviciusNo ratings yet
- ExtruderDocument6 pagesExtruderSamuel AbebawNo ratings yet
- M114700 Rev F1329945174Document40 pagesM114700 Rev F1329945174arkaaaaa100% (1)
- Ijms 23 12652 v2Document12 pagesIjms 23 12652 v2Deym GómezNo ratings yet
- Dual-Phase Steel - WikipediaDocument3 pagesDual-Phase Steel - WikipediaSandeep PrajapatiNo ratings yet
- Design of Machine Members-II QB PDFDocument24 pagesDesign of Machine Members-II QB PDFAnonymous hUN4K5fZkeNo ratings yet
- Triangle VI SpecificationsDocument3 pagesTriangle VI Specificationscivil.jdriveroincNo ratings yet
- MS-2 Asphalt Film ThicknessDocument5 pagesMS-2 Asphalt Film ThicknessSinan İcikNo ratings yet
- GRP Pipe Socket JointDocument80 pagesGRP Pipe Socket JointMAGUNAM100% (1)
- LEVA Parts Catalog V1.4 COLORDocument84 pagesLEVA Parts Catalog V1.4 COLORMionnix KM-Service-premiumNo ratings yet
- StrainerDocument2 pagesStrainermayNo ratings yet
- Theresa Veglia ResumeDocument1 pageTheresa Veglia Resumeapi-318341547No ratings yet
- Final Salt AnalysisDocument8 pagesFinal Salt AnalysisAnonymous SomeoneNo ratings yet
- Maintenance Procedure in Manufacturing IndustryDocument6 pagesMaintenance Procedure in Manufacturing IndustryAdeyinka Caudry HajiNo ratings yet
- TPM BasicDocument14 pagesTPM Basicsweety1188No ratings yet
- VentPro CatalogueDocument26 pagesVentPro Cataloguesamiransw2014No ratings yet
- Process Consideration CentrifugeDocument17 pagesProcess Consideration CentrifugeGueule D'angeNo ratings yet
- Indraero Siren 120 050 00Document40 pagesIndraero Siren 120 050 00bobbyflorezNo ratings yet
- 2011 05 01 The Ringscaff Erection Manual Complete PDFDocument88 pages2011 05 01 The Ringscaff Erection Manual Complete PDFTufano Grosso100% (1)
- Laserline Case Study Repair Welding at A Height of 25 MetersDocument2 pagesLaserline Case Study Repair Welding at A Height of 25 Meterspahala pardedeNo ratings yet
- Minimum Pipe Spacing Chart For Petrochemical & Refinery Plants PDFDocument4 pagesMinimum Pipe Spacing Chart For Petrochemical & Refinery Plants PDFRamesh KumarNo ratings yet
- Polymer Nanoparticles Preparation Techniques and Size-ControlDocument27 pagesPolymer Nanoparticles Preparation Techniques and Size-ControlsahtehesabmNo ratings yet
- Dextrid® Lte™: Filtration Control AdditiveDocument1 pageDextrid® Lte™: Filtration Control Additivesajad gohariNo ratings yet
- ASM Handbook, Vol 01 - Properties and Selection - Irons, Steels, and High Performance AlloysDocument2 pagesASM Handbook, Vol 01 - Properties and Selection - Irons, Steels, and High Performance Alloysanon_5892313360% (2)
- Ecture 3.1: Low Stiffness in Polymers: Two Types of PolymersDocument4 pagesEcture 3.1: Low Stiffness in Polymers: Two Types of PolymersThomas Van KuikNo ratings yet
- 3.1method Statment For Installation of Fire Protection System FinalDocument31 pages3.1method Statment For Installation of Fire Protection System Finalمقاول تكييف كهرباء وصحيNo ratings yet
- Life Cycle Costing - HVACDocument103 pagesLife Cycle Costing - HVACDaniel Henrique100% (1)
- Formal Report EXP 5 Thin Layer Chromatography of Siling Labuyo ExtractDocument3 pagesFormal Report EXP 5 Thin Layer Chromatography of Siling Labuyo ExtractJan Eric Balete0% (1)
- Heat InputDocument2 pagesHeat InputjovanradovanoviNo ratings yet