You might also like
- Singer Quantum Stylist 9960: Pocket Guide: Buttons, Dials, Settings, Stitches, and FeetFrom EverandSinger Quantum Stylist 9960: Pocket Guide: Buttons, Dials, Settings, Stitches, and FeetNo ratings yet
- TDP-6 Um RDDocument11 pagesTDP-6 Um RDBrandon HowardNo ratings yet
- Rotary Tablet Press TP27 MANUALDocument53 pagesRotary Tablet Press TP27 MANUALEnrique AltuveNo ratings yet
- THDP-3 Worm Gear Manual Interchangeable Single Punch Tablet PressDocument8 pagesTHDP-3 Worm Gear Manual Interchangeable Single Punch Tablet Pressdibimrane13No ratings yet
- Flatbed Screen Printing Machine ManualDocument12 pagesFlatbed Screen Printing Machine ManualGerardo BoisNo ratings yet
- Single Punch MachineDocument3 pagesSingle Punch MachineMuttu DambalNo ratings yet
- TDP-5 Single-Punch Tablet PressDocument16 pagesTDP-5 Single-Punch Tablet PressTheoNo ratings yet
- Operation Instruction: THDP-3 Single Punch Tablet PressDocument7 pagesOperation Instruction: THDP-3 Single Punch Tablet Press8859357No ratings yet
- ZP120 Rotary Tablet PressDocument45 pagesZP120 Rotary Tablet PressMauro Alfredo Calzadilla GonzálezNo ratings yet
- J23-016B ManualDocument12 pagesJ23-016B ManualCarmen Méndez AnTonyNo ratings yet
- TDP 5 ManualDocument8 pagesTDP 5 ManualBrandon TimmNo ratings yet
- Maquina Blistera Manual InglesDocument24 pagesMaquina Blistera Manual InglesELIZABETHNo ratings yet
- DDGJ-1.2-1500-LY Operaion ManualDocument14 pagesDDGJ-1.2-1500-LY Operaion Manualsandeep7426No ratings yet
- Tablet Compression SingleDocument20 pagesTablet Compression Singleanon_8154817350% (1)
- Operation ManualDocument19 pagesOperation ManualJorge Kacic M.No ratings yet
- Training BHSDocument222 pagesTraining BHSmurali03692% (13)
- Press Tool Design 1Document16 pagesPress Tool Design 1utkarshtyagi2307No ratings yet
- Compression-Stages and ToolingDocument14 pagesCompression-Stages and ToolingMing Yew TingNo ratings yet
- HistDocument32 pagesHistSakshi LodhiNo ratings yet
- SFSP112 Hammer Shape PulverizerDocument17 pagesSFSP112 Hammer Shape PulverizerVictor Julio Torres DazaNo ratings yet
- 5XFJ Vibrating GraderDocument14 pages5XFJ Vibrating GraderNguyen Le Ngoc TuanNo ratings yet
- Briefly Explain Different Accessories For Power PressesDocument4 pagesBriefly Explain Different Accessories For Power PressesadikshaNo ratings yet
- JDFXJ-250 Instruction ManualDocument16 pagesJDFXJ-250 Instruction Manualhoangle.2dsNo ratings yet
- Tablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedDocument36 pagesTablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedAkhilesh Rai100% (2)
- Quick-Start Guide: Important NotesDocument5 pagesQuick-Start Guide: Important NotescaecinelliNo ratings yet
- 转Word 2022-11-30 12.2911Document20 pages转Word 2022-11-30 12.2911Sparepart Engineer PT. Sin A SixfifteenNo ratings yet
- TMD p26p ManualDocument41 pagesTMD p26p ManualgaveheNo ratings yet
- M1000 Automatic Electric Tape Dispenser ManualDocument17 pagesM1000 Automatic Electric Tape Dispenser ManualHuang XinNo ratings yet
- History of Tablet CompressionDocument25 pagesHistory of Tablet CompressionSakshi LodhiNo ratings yet
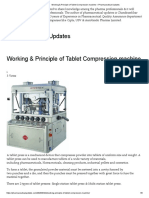
- Working & Principle of Tablet Compression Machine - Pharmaceutical UpdatesDocument8 pagesWorking & Principle of Tablet Compression Machine - Pharmaceutical UpdatesPrayag ThakarNo ratings yet
- Tablet Compression Operation: Industrial PharmacyDocument49 pagesTablet Compression Operation: Industrial PharmacyHenry BarriosNo ratings yet
- Instrukcja Panelu Texi O - ENGDocument31 pagesInstrukcja Panelu Texi O - ENGRaqel SuliyanaNo ratings yet
- Manual 110823 120c Cartoning MachineDocument61 pagesManual 110823 120c Cartoning Machineandrea772100% (2)
- Compression ToolingDocument71 pagesCompression Toolingmannuu00No ratings yet
- Optimum Tablet Press Optimization - Machine Versus GranulationDocument10 pagesOptimum Tablet Press Optimization - Machine Versus GranulationbookulNo ratings yet
- TJ-450 Automatic Hot Stamping Machine ManualDocument23 pagesTJ-450 Automatic Hot Stamping Machine ManualFer AyalaNo ratings yet
- Instruction For Use: Operational Manual For Carton OPENER AND BOTTOM Sealing Machine KX-1Document29 pagesInstruction For Use: Operational Manual For Carton OPENER AND BOTTOM Sealing Machine KX-1Daniel DerzaNo ratings yet
- Castle, Inc Mortise Machine Model Tsm-20 O M: Perator'S AnualDocument7 pagesCastle, Inc Mortise Machine Model Tsm-20 O M: Perator'S AnualDon MathewsNo ratings yet
- EW-3035 Wire Stripping Machine Operation ManualDocument13 pagesEW-3035 Wire Stripping Machine Operation Manualgo goNo ratings yet
- STSZ 8Document6 pagesSTSZ 8Edgard GinesNo ratings yet
- Termoselladora RiddongDocument24 pagesTermoselladora RiddongRoger SalamancaNo ratings yet
- Martin Yale 959 ManualDocument16 pagesMartin Yale 959 ManualnapoleanpintoNo ratings yet
- SM-330 - SM430 - SM-936 - 1136 Semi-Automatic Divider Rounder SeriesDocument20 pagesSM-330 - SM430 - SM-936 - 1136 Semi-Automatic Divider Rounder Serieshugo_1990No ratings yet
- DPP 140 Blister Packing MachineDocument31 pagesDPP 140 Blister Packing MachineMuthia ShofiNo ratings yet
- 70D Manual BookDocument43 pages70D Manual BookgeorgioNo ratings yet
- Regulament InternDocument38 pagesRegulament InternvasilefloreaNo ratings yet
- User's Manual For TCDocument21 pagesUser's Manual For TCAlberto Ruíz Martínez100% (1)
- Automatic Mechanical CompactorDocument7 pagesAutomatic Mechanical CompactorFirat PulatNo ratings yet
- MY1050a-P 1Document74 pagesMY1050a-P 1Thug FamilyNo ratings yet
- Skill Development of Tablet PressDocument29 pagesSkill Development of Tablet PressSakshi LodhiNo ratings yet
- 分切机操作工序(中亚制)Document4 pages分切机操作工序(中亚制)fanghe LiuNo ratings yet
- Catalogo TypicalDocument40 pagesCatalogo TypicalLiliana SantanaNo ratings yet
- WC67Y-30 1300 ManualDocument20 pagesWC67Y-30 1300 ManualabdiNo ratings yet
- Tablet Press Double RSE Version 9.12Document48 pagesTablet Press Double RSE Version 9.12Kevin WeberNo ratings yet
- Drilling Machine Z3040X16Document45 pagesDrilling Machine Z3040X16Mo NoNo ratings yet
- Hydraulic Bending Machine Operating Processes Instructions.20121211.160206Document3 pagesHydraulic Bending Machine Operating Processes Instructions.20121211.160206anon_386589748No ratings yet
- Instruction For Use: Operational Manual For Carton Opener and Bottom Sealing Machine Kx-1Document24 pagesInstruction For Use: Operational Manual For Carton Opener and Bottom Sealing Machine Kx-1Daniel DerzaNo ratings yet
- 2500-600 Down Feed Slitter Rewinder User ManualDocument6 pages2500-600 Down Feed Slitter Rewinder User ManualA.Magied MahmoudNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Notes Predator Prey PDFDocument8 pagesNotes Predator Prey PDFMate ŠušnjarNo ratings yet
- Physics 104.1 ManualDocument36 pagesPhysics 104.1 ManualFarmak AcebedoNo ratings yet
- Zalzalah Cesar Thesis 2016Document72 pagesZalzalah Cesar Thesis 2016feezy11No ratings yet
- DNV RP F401Document23 pagesDNV RP F401Christopher BlevinsNo ratings yet
- MB-339A User ManualDocument196 pagesMB-339A User Manualkepakko75% (4)
- 4333105.56 Ledenvo Led ST 60w 757 Vs1 Osram-TrfDocument12 pages4333105.56 Ledenvo Led ST 60w 757 Vs1 Osram-TrfFathulNo ratings yet
- Visvesvaraya Technological University: "Dijkstra'S Algorithm"Document34 pagesVisvesvaraya Technological University: "Dijkstra'S Algorithm"RASHMINo ratings yet
- Es3Pt: User ManualDocument53 pagesEs3Pt: User ManualBITGEORGYNo ratings yet
- Proact II WoodwardDocument67 pagesProact II WoodwardGabriel Paco LunaNo ratings yet
- Griffco Calibration Cylinders PDFDocument2 pagesGriffco Calibration Cylinders PDFPuji RahmawatiNo ratings yet
- SM 89Document36 pagesSM 89Camilo RamosNo ratings yet
- Chapter 4 Structure EditedDocument9 pagesChapter 4 Structure Editedyeshi janexoNo ratings yet
- Decision Analysis: Learning ObjectivesDocument30 pagesDecision Analysis: Learning ObjectivesMorgan AfrizalNo ratings yet
- Dewatering Screens: Single-Deck Twin VibratorDocument8 pagesDewatering Screens: Single-Deck Twin Vibratorekrem0867No ratings yet
- West Knits Book 3Document56 pagesWest Knits Book 3Alexandr Maxiuta100% (17)
- Changeling - The Dreaming 20th Anniversary Edition 9Document1 pageChangeling - The Dreaming 20th Anniversary Edition 9André Vieira0% (1)
- SO100K Installation InstructionDocument32 pagesSO100K Installation InstructionAlwin Anno SastraNo ratings yet
- Seam Strength of Corrugated Plate With High Strength SteelDocument15 pagesSeam Strength of Corrugated Plate With High Strength SteelMariano SalcedoNo ratings yet
- Week 4.damping ElementsDocument5 pagesWeek 4.damping ElementsTrophie NilemoaNo ratings yet
- Competition Systems IGN1A Inductive Smart Coil - IGN1ADocument2 pagesCompetition Systems IGN1A Inductive Smart Coil - IGN1AJoão Lucas ZaionsNo ratings yet
- Pure Component VLE in Terms of Fugacity: CHEE 311 1Document8 pagesPure Component VLE in Terms of Fugacity: CHEE 311 1scienziatoNo ratings yet
- Pages À Partir de Hyundai-Terracan-2001-2007-factory-service-manualDocument10 pagesPages À Partir de Hyundai-Terracan-2001-2007-factory-service-manualcointoinNo ratings yet
- Elasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in IndonesiaDocument27 pagesElasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in Indonesiaayu desiNo ratings yet
- Shape of Water in Rotating Bucket - Physics Stack ExchangeDocument3 pagesShape of Water in Rotating Bucket - Physics Stack ExchangeHector TrianaNo ratings yet
- Final Defence 2078Document43 pagesFinal Defence 2078XxxNo ratings yet
- Atmel 0038Document1 pageAtmel 0038namerNo ratings yet
- UML Class Diagram Examples of Common Scenarios - EdrawMaxDocument12 pagesUML Class Diagram Examples of Common Scenarios - EdrawMaxelizabeth enggNo ratings yet
- Tutorial On Setting Up OpenERP 6.1Document35 pagesTutorial On Setting Up OpenERP 6.1aryienneNo ratings yet
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Amta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesDocument115 pagesAmta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesAbu RectifyNo ratings yet