Professional Documents
Culture Documents
Inspection Test Plan
Inspection Test Plan
Uploaded by
gelsongustavoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Inspection Test Plan
Inspection Test Plan
Uploaded by
gelsongustavoCopyright:
Available Formats
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
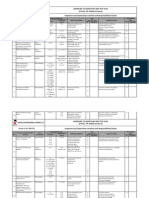
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Review & Verification of Material Test Certs. & Drawing Review 100% Drawing, ASME Sec-II
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/ Mill Test
Certificate
Identification-Boiler/Heat/Plate/ Part/Shell No.& Mat.Specs. Visual 100% Identification
Punching
IA Stamp Transfer Verify 100% Stamp Transfer
Verify UT Testing for Plate & Nozzle Forgings in MTC Review 100% Material Spec.
HOT ROLLED DRUM:Simulated Heat Treatment & PWHT test coupon Review 1 Sample HT Cycle & Material
/Heat Specs./Code
Identification & Dimensional Inspection of Dished Ends Measurement 100% Drawing
Document review for Dished Ends & Manhole Rims Review 100% Drawing & Code
Identification & Dimensional Inspection of Manhole Rims Measurement 100% Drawing
2 SETUP OF L-SEAMS OF SHELL ALONGWITH TEST COUPON H H
Production Test Coupon with L-Seam Verify One PTC / IBR-1950
Heat/Drum
Intermediate SR (if D/T<20 for CS & <18 for AS) Review of 100% IBR-1950/HT
HT chart Procedure
Ovality, (Inside dia. Min & Max.) Measurement 100% 1% of Nominal ID or
5mm max.
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Shell length, Outside circumference Measurement 100% Drawing
Profile D/4 100% Drawing, IBR 1950
Template
Weld Preparation Template 100% Drawing
Offset / Mismatch Measurement 100% 10%of Nominal plate
thickness or 3mm max
Flaw detection on weld edges PT/MT 100% Free from
Lamination, Crack &
Liner Indications
Tack Weld Soundness PT 100% Procedure PT(Refer
Note No.3)
Shell identification/IA Stamp Visual 100% Drawing, IA Stamp
3 L-SEAM WELDING H R
Backgauging after 1st side welding PT/MT 100% Procedure PT/MT
Inspection after both side welding Visual 100% Procedure VT
Weld reinforcement - Flush ground from Outside Visual 100% IBR-1950
Inspection after Re-rolling of shell:
Profile D/4 100% Within 0.3% of ID
Tempelate
Ovality Measurement 100% 1%of ID or 5mm Max.
Welder/Welding Operator ID Visual 100% Qualified welder
list/IBR Certificate
Weld soundness RT & MT 100% Procedure RT, MT
NDE for CS Drum thk. >&= 100 mm & AS Drum thk. >&=50mm UT 100% Procedure UT
4 PWHT & TESTING OF PTC H H
Heat-Treatment Cycle Review 100% IBR-1950
Heat-Treatment Compliance to Code Review of 100% IBR-1950
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
HT chart
Mech. Properties of PTC Mechanical One PTC / Material
Testing Heat /Dru Specifications
5 C-SEAM SETUP H H
Orientation Visual 100% Drawing
Total length Measurement 100% Drawing
Alignment of shell courses Visual & 100% 1mm/mtr, 5mm max.
Measureme
Weld preparation Template 100% Drawing
Alignment / Root offset. Measurement 100% 10% of Nominal plate
thickness + 1mm or
4mm max.
Flaw detection on weld edges. PT/MT 100% Free from
Lamination, Crack &
Liner Indications
Tack Weld Soundness PT 100% Procedure PT(Refer
Note No.3)
IF WELD PROCESS & HT IS DIFFERENT THAN L-SEAM WELDING :
Production Test Coupon with C-seam Verify One PTC / IBR-1950
Heat/Drum
6 C-SEAM WELDING H R
Backgauging after 1st side welding PT/MT 100% Procedure PT/MT
Inspection after both side welding Visual 100% Procedure VT
Weld reinforcement -Flush ground from outside Visual 100% IBR-1950
Welder/Welding Operator ID Verify 100% Qualified welder
list / IBR Certifica
te
Weld soundness RT & MT 100% Procedure RT, MT
*INSP.BY /TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
NDE for CS Drum thk. >&= 100 mm & AS Drum thk. >&=50mm UT 100% Procedure UT
7 BUTT WELD SETUPS FOR NOZZLES/STUBS H H
Alignment Measurement 10% Drawing
Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% Drawing
Tackweld Soundness by PT PT 100% Procedure PT(Refer
Note No.3)
8 WELDING OF BUTT WELDS OF NOZZLES/STUBS H R
Weld Soundness RT 100% Procedure RT
9 NOZZLES,STUBS,MH RIM & OTHER OPENINGS ON SHELL/D'END H -
MARKING ON SHELL :
Four Quadrant distribution & Punching Combination 100% Within 2 mm
set, W.L
Drum Centreline punching Measurement 100% Equidistant within 1
mm
-No. & size of holes Count & 100% Drawing
Visual
-Distance from reference, Tangential Distance Measurement 100% Drawing
-Orientation Visual 100% Drawing
MARKING ON D'END :
-Four Quadrant distribution & Punching Measurement 100% Within 2 mm
- No. & size of holes Count & 100% Drawing
Visual
- Distance from reference, Tangential Distance Measurement 100% Drawing
- Orientation Visual 100% Drawing
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
10 INSPECTION OF OPENINGS H -
1) Opening on shell
Number of holes count 100% Drawing
Distance from reference Measurement 100% Drawing
Orientation Visual 100% Drawing
Size of holes Measurement 100% Drawing
Visual Inspection Visual 100% No surface
defects(Refer Note N
o.3)
- Nozzle Openings >&=10NPS PT/MT 100% Procedure PT/MT
2) Opening on D'end
Number of holes Count 100% Drawing
Distance from reference Measurement 100% Drawing
Orientation. Visual 100% Drawing
Size of holes Measurement 100% Drawing
Visual Inspection Visual 100% No surface
defects(Refer Note N
o.3)
Flaw detection on M/H Opening PT/MT 100% Procedure PT/MT
11 SETUP OF NOZZLES,STUBS,MH RIM & OTHER BRANCH CONNECTIONS ON SHELL/D'END H H
SETUP OF MH RIM WITH D'END
-Projection from shell Measurement 100% Drawing
-Alignment & Squareness. Measurement 100% Within 1 Degree/ 3mm
max.
-Weld preparation. Template 100% Drawing
-Tackweld soundness. PT 100% Procedure PT(Refer
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 6
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Note No.3)
SETUP OF NOZZLES WITH D'END
- Identification & Orientation. Visual 100% Drawing
- Alignment & Squareness. Measurement 100% Within 1 Degree/ 3mm
max.
- CTC distance/Projection Measurement 100% Drawing
- Weld preparation Template 100% Drawing
- Tackweld soundness PT 100% Procedure PT(Refer
Note No.3)
SETUP OF NOZZLES WITH SHELL:
-Identification & Orientaion Visual 100% Drawing
-Alignment & Squareness Measurement 100% Within 1 Degree/ 3mm
max.
-CTC distance/Projection Measurement 100% Drawing
-Weld preparation Template 100% Drawing
-Tackweld soundness PT 100% Procedure PT(Refer
Note No.3)
12 WELDING OF NOZZLES,STUBS,MH RIM & OTHER BRANCH CONNECTIONS ON SHELL/D'END H R
I) WELDING OF MANHOLE RIM WITH D'END
-Backgauging after 1st side welding PT 100% Procedure PT
-Weld visual Inspection Visual 100% Procedure VT(Refer
Note No.3)
-Weld size Measurement 100% Drawing
-Weld soundness UT & MT 100% Procedure UT, MT
-Welder ID. Verify 100% Qualified welder
list
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 7
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
II) WELDING OF NOZZLES WITH D'END
- Weld visual inspection Visual 100% Procedure VT(Refer
Note No.3)
- Weld size Measurement 100% Drawing
- Welder ID. Verify 100% Qualified welder
list
- MT of all Nozzle Welds MT 100% Procedure MT
Full penetration welds >=10 NPS or above 25 thk UT/RT 100% Procedure UT/RT
Full penetration set through nozzle welds UT/RT 100% Procedure UT/RT
III) WELDING OF NOZZLES WITH SHELL:
-Weld Visual inspection Visual 100% Procedure VT(Refer
Note No.3)
-Weld Size Measurement 100% Drawing
-Welder ID Verify 100% Qualified welder
list
-Full penetration Nozzle welds>=10NPS & Safety valve nozzle UT/RT 100% Procedure UT/RT
& Full penetration Nozzle welds> 25mm thick UT/RT 100% Procedure UT/RT
-Full penetration set through nozzle welds UT/RT 100% Procedure UT
-MT of All Nozzle welds MT 100% Procedure MT
13 IDENTIFICATION AND DIMENSIONS OF MANHOLE COVER PLATE & PLACING INSIDE THE DRUM H R
Identification Visual 100% Drawing
Dimensions Measurement 100% Drawing
14 SETUP OF DISHED END TO SHELL H H
Orientation & Alignment of shells Visual & 100% Drawing
Measureme
Weld preparation Template 100% Drawing
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 8
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Alignment / Root offset Measurement 100% 10% of Nominal plate
thickness + 1mm or
4mm max.
Flaw detection on weld edges PT/MT 100% Free from
Lamination, Crack &
Liner Indications
Tack Weld Soundness PT 100% Procedure PT(Refer
Note No.3)
Performance Qualification for Welding Operator Verify 100% Qualified welder
list
15 WELDING OF DISHED END TO SHELL H R
Backgauging after 1st side welding PT/MT 100% Procedure PT/MT
Inspection after both side welding Visual 100% Procedure VT
Weld reinforcement- Flush ground from outside Measurement 100% Drawing, IBR-1950
Welding Operator ID Visual 100% Qualified welder
list
Weld soundness RT & MT 100% Procedure RT, MT
NDE for CS Drum thk. >&= 100 mm & AS Drum thk. >&=50mm UT 100% Procedure UT
16 CLEARANCE FOR PWHT H H
Compliance of all Welding,including Ext./Inetrnal attachment Verify 100% Drawing
Overall Major Dimensions Measurement 100% Drawing
NDE Clearance Verify 100% NDT Reports
Nozzle Butt Welds RT 100% Procedure RT
Lifting Lug UT 100% Procedure UT
**NDE of all accessible Pressure Retaining Welds MT 100% Procedure MT
**If not covered earlier
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 9
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
All attachment Welds MT/PT 100% Procedure MT/PT
Removal of all temporory attachment Welds MT/PT 100% Procedure MT/PT
Traceability of weld joints Review 100% Completed weldmap
17 PWHT H R
Heat-Treatment Cycle Review 100% Heat Treatment
Procedure
Heat-Treatment Compliance to Code Review of 100% Heat Treatment
HT chart Procedure
18 INSPECTION & NDE AFTER PWHT H R
Major Dimensions Measurement 100% Drawing
Flange facing Visual 100% Drawing
LSeam, CSeam, Nozzle Welds PT/MT 10% Procedure PT/MT
All T-joints PT/MT 100% Procedure PT/MT
MT of MH rim to D'end welds, accessible area MT 100% Procedure MT
Safety valve nozzle welds MT 100% Procedure MT
Nozzle Welds >=10NPS or above 25thk MT 100% Procedure MT
NDE for CS Plate thk >&= 100mm & AS Plate thk. >&=50mm **
**UT/RT of Shell seams (L & C Seams) UT/RT 100% Procedure UT/RT
**All accesible pressure retaining welds(LS,CS,Nozzle Welds) PT/MT 100% Procedure PT/MT
19 HYDROSTATIC TEST H H
Hydro Test Verify 100% Drawing, Hydrostatic
test Procedure
Recording Deformation : Measurement Every Shell No Permenant
Deformation
Outside Circumference at 0 Kg/SqCm
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 10
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Outside Circumference at MAWP
Outside Circumference at HTP
Outside Circumference at 0 Kg/SqCm
Pressure test result Record 100% Satisfactory
IA Stamp/Code punching on satisfactory Pressure test Visual / 100% IBR-1950, Legible
Rub-off Stamping & Rub-off
20 DRAINING & DRYING AFTER HYDRO TEST H -
Draining, Drying & Cleaning Visual 100% Inside surface shall
be Dry & Clean
21 MARKING FOR DRILLING H -
Distance from reference Measurement 100% Drawing
Orientation of rows Measurement 100% Drawing
No.of rows count 100% Drawing
No.of Openings/Holes per row Count 100% Drawing
Pitch Measurement 100% Drawing
Hole size Visual 100% Drawing
22 DRILLING INSPECTION H -
Orientation of rows Visual 100% Drawing
No.of rows count 100% Drawing
No.of Holes per row Count 100% Drawing
Distances from refernce lines Measurement 100% Drawing
Linear Ligament (minimum) Measurement 100% Drawing
Circumferencial Ligament (minimum) Measurement 100% Drawing
Hole Diameter Plug gauge 100% Drawing
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 11
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Groove dimensions Measurement 100% Drawing
Surface Finish of Drilled Holes Visual 10% 125 to 250 RMS
Quadrant Line Punching for Reference Measurement 100% Drawing
NDE on Holes coming on shell welds ** PT/MT 100% Procedure PT/MT
** Note :Both side flush grinding to be done before NDT
23 FINAL INSPECTION H H
Fitment of Drum Internals Verify 100% Drawing
Attachments of all non pr.parts internal/exteral Visual 100% Drawing
Compliance to Drg for Scope Verify 100% Drawing BOM
Traceability of weld joints Review 100% Completed Weldmap
Centreline punching Visual 100% Drawing
Code Compliance Certificati 100% Compillation of
on / Docum stage IR's & MTC's,
Code
24 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Paint Shade, Make, Batch No. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-Dry Film Thickness (DFT) Measurement Random Drawing, Painting
Specs.
Application of rust prevention oil on inside surface Visual 100% Drawing/Specs.
Capping / Blanking of all Openings Visual 100% All Openings Shall
be Covered /Capped
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 12
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Identification Visual 100% Drawing
Marking of C/L punching Visual 100% All drum centreline
marked
25 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER DRUMS DATE : 28-05-2011
PAGE : 13
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY TL -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P02
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DISHED ENDS FOR BOILER DRUM DATE : 15-09-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Material Test Certificates Review 100% Drawing, ASME Sec-II
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification & Stamp Transfer Visual 100% Identification
Punching & Stamp Tra
nsfer
UT of Plates UT 100% ASTM A578 Level B
2 INSPECTION OF DISHED ENDS AFTER FORMING H R
Surface Finish Visual 100% Spinning/Die Marks
to be ground smooth
Inspection of template on layout Measurement 100% Proper matching
Inside Circumference Measurement 100% Drawing
Inside Circumference-For a Pair of Dished End Measurement 100% Within +/- 5mm
Ovality Measurement 100% 1% of ID or 5mm max.
Thinning Measurement 5Spots Min. Drawing, IBR-1950
Profile-Increase in Depth, Decrease in Depth Template 100% Drawing, IBR-1950
Height Measurement 100% Drawing
Knuckle Radius Template 100% Decrease not
Permissible
*INSP.BY -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P02
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DISHED ENDS FOR BOILER DRUM DATE : 15-09-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Straight Face(Lesser of Inside & Outside readings) Measurement 100% Drawing
PT from Inside,Outside on Knuckle Portion & On Edge PT 100% Procedure PT
Heat-Treatment (As Applicable) Review of 100% Drawing, IBR-1950
HT chart
Lamination Check UT 100% No Laminations
/Procedure UT
Identification & Stamping on D/E Visual 100% Legible
3 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of 100%
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
*INSP.BY TL -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P02
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DISHED ENDS FOR BOILER DRUM DATE : 15-09-2011
PAGE : 3
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
SAUDI ARAMCO
+---+-----------+-------------------------------------------+ WELDING PROCEDURE SPECIFICATIONS
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY TL -THERMAX LI IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Material Test Certificates Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
2 PREPRODUCTION SAMPLE OF SWAGED TUBE ENDS H R
Surface Defects PT 100% Procedure PT
Normalising of swage tube ends Review of 100% HT Procedure /
HT Chart IBR-1950
Dimensional Insp - Ovality, Thickness, Concentricity, Length Measurement 100% Drawing
Hardness after Normalising Measurement 100% Drawing / Specs.
Physical Testing :(Flattening-1, Flaring-1) Mech. 1Set of IBR-1950
Testing Test/Heat
3 INSPECTION OF SWAGED TUBE ENDS H -
Inspection after Swaging Visual 2% Drawing
Surface Defects PT 2% Procedure PT
Dimensional Insp -Ovality, Thickness, Concentricity, Length Measurement 2% Drawing
Hardness after Normalising Measurement 5% Drawing / Specs.
*INSP.BY TL -THERMAX IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
4 HEAT-TREATMENT OF SWAGED TUBE ENDS H R
Heat-Treatment Cycle Review 100% HT Procedure /
IBR-1950
Heat-Treatment Compliance to Code Review of 100% HT Procedure /
HT Chart IBR-1950
5 WELDING OF MEMBRANE STRIP TO TUBE H -
Cleaning of Tubes Shot 100% Free from Mill Scale
Blasting & Clean from Inside
Pitches of Tubes Measurement 1st Panel Drawing
Segment
Weld Inspection Visual & 100% Drawing
Measureme
6 INSPECTION OF PANEL AFTER PACK BENDING H -
Inspection for Layout On layout *1Segment / Within 3mm
Boiler
*Most Restricted Bend of Total Panels
Ovality on Outer Tubes Measurement 2% Within 10%
Thinning on Outer Tubes Measurement 2% Drawing/
100/(4R/D+2) max.
Flow Area O.D less than 3" * Ball Test 100% Ball Size= {(0.9
OD-2.3SWT)-1.6mm}
*Note:Not applicable for Single & Both end swaging
7 SETUP OF BUTT JOINTS H H
Panel tube,Spools,Opening tubes & Loose tube joints
Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% Drawing
Alignment Measurement 10% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
8 WELDING OF BUTT WELD JOINTS H R
Visual Inspection Visual 100% Procedure VT
Panel Tube Butt Welds for Length Built-up RT 5% per Procedure RT
welder
Spool Butt Welds RT 5% per Procedure RT
welder
Opening Tubes Butt Welds RT 5% per Procedure RT
welder
Loose Tubes Butt Welds RT 5% per Procedure RT
welder
9 SAMPLE/FIRST PRODUCTION BEND FOR PANEL OPENING/LOOSE TUBES H R
Identification Visual 100% Drawing
Dimensions on Layout Layout 100% Within 3mm
Matching
Ovality Measurement 100% 10% Max.
Minimum Thickness Measurement 100% Drawing/
100/(4R/D+2) max.
Flow Area for Tubes O.D less than 3" Ball Test 100% Ball Size(Cold Bend)
={(0.9 OD-2.3SWT)-
1.6mm}
Bore Inspection Visual 100% No Score Marks, if
Mandrel is used
10 INSPECTION OF PANEL OPENING/LOOSE TUBES AFTER BENDING H R
Orientation Visual 100% Drawing
Dimensions on Layout Layout 5% Within 3mm
Matching
Flow Area for Tubes O.D less than 3" Ball Test 100% Ball Size(Cold Bend)
={(0.9 OD-2.3SWT)-
1.6mm}
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
11 FINAL INSPECTION OF LOOSE TUBES H H
Identification Marking Visual 5% Drawing
Site Weld Preperation (If Applicable) Visual 5% Drawing
End Identification Visual 5% Drawing
Document Review Review 100% Compillation of
stage IR's & MTC's,
Code
12 SETUP OF PANEL TUBES TO HEADER/S H H
Cleaning of Tubes from inside Air blowing 100% Free from foreign
material
Cleaning of header from inside Air blowing 100% Free from foreign
material
Orientation Visual 100% Drawing
Setup Inspection Measurement 100% Drawing
Alignment & Squareness Measurement 10% Drawing
13 WELDING OF PANEL TUBES TO HEADER/S H -
Squareness of Header with Panel Measurement 100% Drawing
Straightness of Header Measurement 100% 1mm/mtr or 5mm max.
Weld Inspection Visual & 100% Drawing & Procedure
Measureme
NDE after full welding PT/MT 10% Procedure PT/MT
14 STRUCTURALS & ATTACHMENTS H -
Identification & Orientaion Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Alignment & Squareness Measurement 100% Drawing
Inspection of Strip cutout with Template/ Gauge as appl. Verify 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Weld Inspection Visual 100% Drawing
Stud Welding on Tubes Stud Layout 100% Drawing
Stud Weld Soundness Torque Test 10 Studs 2 Breakage in 10
min. Studs for 30ftlb Tor
que is Acceptable
15 MOCK UP OF PANEL WITH RESPECTIVE HEADER-FOR SITE ASSEMBLED HEADER ONLY
Orientation Visual 100% Drawing
Alignment & overall major Dimensions Measurement 100% Drawing
Identification Punching / Marking of Header Verify 100% Drawing
16 CLEARANCE FOR PWHT OF PANEL TO HEADER JOINTS H -
Overall Dimensions Measurement 100% Drawing
Distortion / Flatness Visual 100% Drawing
Weld Inspection (Size & Finish) Measurement 100% Drawing
& Visual
NDE Clearance Review of 100% NDE Procedures
NDE Repor
Completion of all Welding Visual 100% Drawing
Identification Punching Rub-off 100% Drawing
17 PWHT OF PANEL TO HEADER JOINTS H R
Heat-Treatment Cycle Review 100% HT Procedure /
IBR-1950
Heat-Treatment Compliance to Code Review of 100% HT Procedure /
HT Chart IBR-1950
18 FINAL INSPECTION H H
Compliance to Drawing for Scope Review 100% Drawing-BOM
Major Dimensions Measurement Critical Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 6
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Dimension
IA Stamp & Final Rub off Visual 100% IBR-1950, Legibility
of Stamp & Rub off
19 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Paint Shade, Make, Batch No. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning of headers from inside Air blowing 100% Free from foreign
material
Capping / Blanking of all Openings Visual 100% All Openings Shall
be Covered /Capped
Identification Marking Visual 100% Drawing
20 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 7
Following Documents shall be referred for this QAP (As Applicable) :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P03
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
MEMBRANE PANELS DATE : 15-09-2011
PAGE : 8
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P04
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER SIDE/BAFFLE/FURNACE SIDE/REAR WALL (FM) DATE : 11-06-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Material Test Certificates Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
2 PREPRODUCTION SAMPLE OF SWAGED TUBE ENDS H R
Surface Defects PT 100% Procedure PT
Normalising of swage tube ends Review of 100% HT Procedure /
HT Chart IBR-1950
Dimensional Insp - Ovality, Thickness, Concentricity, Length Measurement 100% Drawing
Hardness after Normalising Measurement 100% Drawing / Specs.
Physical Testing :(Flattening-1, Flaring-1) Mech. 1Set of IBR-1950
Testing Test/Heat
3 INSPECTION OF SWAGED TUBE ENDS H -
Inspection after Swaging Visual 2% Drawing
Surface Defects PT 2% Procedure PT
Dimensional Insp -Ovality, Thickness, Concentricity, Length Measurement 2% Drawing
Hardness Measurement 2% Drawing / Specs.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P04
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER SIDE/BAFFLE/FURNACE SIDE/REAR WALL (FM) DATE : 11-06-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
4 NORMALISING OF SWAGED TUBE ENDS H R
Heat-Treatment Cycle Review 100% HT Procedure/
IBR-1950
Heat-Treatment Compliance to Code Review of 100% HT Procedure /
HT Chart IBR-1950
Hardness Measurement 5% Drawing / Specs.
5 WELDING OF MEMBRANE STRIP TO TUBE H -
Cleaning of Tubes Shot 100% Free from Mill Scale
Blasting & Clean from Inside
Pitches of Tubes Measurement 1st Panel Drawing
Segment
Weld Inspection Visual & 100% Drawing
Measureme
6 INSPECTION OF PANEL AFTER PACK BENDING H -
Inspection for Layout On layout *1Segment / Within 3mm
Boiler
*Most Restricted Bend of Total Panels
Ovality on Outer Tubes Measurement 2% Within 10%
Thinning on Outer Tubes Measurement 2% 100/(4R/D+2) Max.
Flow Area O.D less than 3" * Ball Test 100% Ball Size= {(0.9
OD-2.3SWT)-1.6mm}
*Note:Not applicable for Single & Both end swaging
7 SETUP OF BUTT JOINTS H H
Panel tube joints, Spool joints & Opening tubes joints
Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% Drawing
Alignment Measurement 10% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P04
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER SIDE/BAFFLE/FURNACE SIDE/REAR WALL (FM) DATE : 11-06-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
8 NDT SCHEDULE H R
Panel Tube Butt Welds for Length Built-up RT 5% per Procedure RT
welder
Spool Butt Welds RT 5% per Procedure RT
welder
Opening Tubes Butt Welds RT 5% per Procedure RT
welder
9 STRUCTURALS & ATTACHMENTS H -
Identification & Orientaion Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Alignment & Squareness Measurement 100% Drawing
Inspection of Strip cutout with Template/ Gauge as appl. Verify 100% Drawing
Weld Inspection Visual 100% Drawing
Stud Welding on Tubes Stud Layout 100% Drawing
Stud Weld Soundness Torque Test 10 Studs 2 Breakage in 10
min. Studs for 30ftlb Tor
que is Acceptable
10 FINAL INSPECTION H H
Compliance to Drawing for Scope Review 100% Drawing-BOM
Overall Dimensions Measurement Critical Drawing
Dimension
Site Weld Preparation (If Applicable) Template 10% Random Drawing
IA Stamp & Rub Off Visual 100% IBR-1950, Legibility
Document Review Review 100% Compillation of
stage IR's & MTC's,
Code
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P04
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER SIDE/BAFFLE/FURNACE SIDE/REAR WALL (FM) DATE : 11-06-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
11 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drg/Painting Specs.
Paint Shade Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement random Drawing, Painting
Specs.
Cleaning of Tubes from Inside before capping Air blowing 100% Free from foreign
material
Capping / Blanking of all Openings Visual 100% All Openings Shall
be Covered /Capped
Identification Marking Visual 100% Drawing
12 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of 100%
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P04
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER SIDE/BAFFLE/FURNACE SIDE/REAR WALL (FM) DATE : 11-06-2011
PAGE : 5
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
SAUDI ARAMCO
+---+-----------+-------------------------------------------+ WELDING PROCEDURE SPECIFICATIONS
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P04
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER SIDE/BAFFLE/FURNACE SIDE/REAR WALL (FM) DATE : 11-06-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Material Test Certificates Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
2 PREPRODUCTION SAMPLE OF SWAGED TUBE ENDS H R
Surface Defects PT 100% Procedure PT
Normalising of swage tube ends Review of 100% HT Procedure /
HT Chart IBR-1950
Dimensional Insp - Ovality, Thickness, Concentricity, Length Measurement 100% Drawing
Hardness after Normalising Measurement 100% Matl. Specs.
Physical Testing :(Flattening-1, Flaring-1) Mech. 1Set of IBR-1950/Matl.
Testing Test/Heat Specs.
3 INSPECTION OF SWAGED TUBE ENDS H -
Inspection after Swaging Visual 2% Drawing
Surface Defects PT 2% Procedure PT
Dimensional Insp -Ovality, Thickness, Concentricity, Length Measurement 2% Drawing
Hardness after Normalising Measurement 2% Matl. Specs.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
4 NORMALISING OF SWAGED TUBE ENDS H R
Heat-Treatment Cycle Review 100% HT Procedure /
IBR-1950
Heat-Treatment Compliance to Code Review of 100% HT Procedure /
HT Chart IBR-1950
5 FLAT STUD WELDING - PREPRODUCTION SAMPLE H -
Dimensions : Tube Size, Stud-Location, Spacing & Width Measurement 5% Drawing
& Visual
Stud Weld Soundness Torque Test 10 Studs 2 Breakage in 10
min. Studs for 30ftlb Tor
que is Acceptable
Concentricity Measurement 5% Drawing/Specs.
Bore Inspection Visual 100% Burnthrough Not
Acceptable
Undercut, Crack Visual 5% Procedure VT
Metal Splash Visual 5% Metal Splash upto
5mm Acceptable
6 FLAT STUD WELDING - INPROCESS INSPECTION H -
Undercut, Crack Visual 5% Procedure VT
Metal Splash Visual 5% Metal Splash 5mm Acc
Stud Weld Soundness Torque Test 10 Studs 2 Breakage in 10
min. Studs for 30ftlb Tor
que is Acceptable
Bore Inspection Visual 100% Burnthrough Not
Acceptable
7 TUBE BENDING-PREPRODUCTION SAMPLE (WITH MAX.DEGREE BEND) H R
Identification Visual 100% Drawing
Dimensions on Layout Layout 100% Within 3mm
Matching
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Ovality Measurement 100% 10% Max.
Minimum Thickness Measurement 100% Drawing /
100/(4R/D+2) max.
Flow Area for Tubes O.D less than 3" Ball Test 100% Ball Size(Cold Bend)
={(0.9 OD-2.3SWT)-1
.6mm}
Bore Inspection Visual 100% No Score Marks, if
Mandrel is used
Surface defects, Die Marks Visual 100% 0.5 mm deep max.
without sharp notche
s
Cracks, Wrinkles Visual 100% No cracks, wrinkles
8 TUBE BENDING - INPROCESS/FINAL INSPECTION H -
Layout Inspection Measurement 100% Drawing
& Visual
Dimensions on Layout Layout 5% Within 3mm
Matching
Ovality Measurement 5% Within 10%
Thinning Measurement 5% Drawing,
100/(4R/D+2) Max.
Surface defects, Die Marks Visual 100% 0.5 mm deep max
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
9 SETUP OF BUTT JOINTS (TUBE TO TUBE) H -
Set up dimensions Measurement 10% Drawing
Edge preparation Template 10% Drawing
Orientation Visual 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Alignment Measurement 10% Drawing
10 NDT SCHEDULE H R
Butt Welds RT 5% per Procedure RT
welder
11 STRUCTURALS & ATTACHMENTS H -
Identification & Orientaion Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Alignment & Squareness Measurement 100% Drawing
Weld Inspection Visual 100% Drawing
Stud Welding on Tubes Stud Layout 100% Drawing
& Orient
Stud Weld Soundness Torque Test 10 Studs 2 Breakage in 10
min. Studs for 30ftlb Tor
que is Acceptable
Mock up of mating tubes of soot blower attach. with jig rod Verify 100% Drawing.
12 FINAL INSPECTION H H
Identification Marking Visual 5% Drawing
Dimensions on Layout Layout 5% Within 3mm
Matching
Flow Area for Tubes O.D less than 3" Ball Test 100% Ball Size ={(0.9
OD-2.3SWT)-1.6mm}
Site Weld Preperation (If Applicable) Visual 5% Drawing
End Identification Visual 5% Drawing
Document Review Review 100% Drawing, Compilation
of stage IR's/ MTC
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
13 SURFACE PREPARATION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
14 PAINTING INSPECTION H -
Paint Shade Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning of tubes from inside before capping Air blowing 100% Free from foreign
material
Capping / Blanking of all Tubes Visual 100% All Tubes Shall be
Covered /Capped
ID Marking (Boiler No./Drawing No./Mark/ Part No.) Visual 100% Drawing
End Identification Visual 100% Drawing
15 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 6
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER TUBES DATE : 28-05-2011
PAGE : 7
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P09
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
CONVECTION BANK MODULE ASSEMBLY DATE : 04-11-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 GROUND INSPECTION OF PRESSURE PARTS H H
Identification of Tubes & Headers Visual 100% Drg
2 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
3 WELDING OF BUTT JOINTS, (IF APPLICABLE) H R
Weld Inspection Visual 100% Drawing, Procedure
VT
Weld Soundness RT 100% Procedure RT
4 SETUP OF TUBES TO HEADER H H
Identification & Orientation Measurement 100% Drawing
Cleaning of tubes from inside Air blowing 100% free from foreign
material
Cleaning of Header from inside Air Blowing 100% free from foreign
material
Setup Dimensions Measurement 100% Drawing
Tube Alignment Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P09
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
CONVECTION BANK MODULE ASSEMBLY DATE : 04-11-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Overall Dimensions Measurement 100% Drawing
5 WELDING OF TUBES TO HEADER H -
NDT on Root Run Weld PT/MT 100% Procedure PT/MT
Weld Inspection (Size & Finish) Measurement 100% Drawing / Procedure
& Visual VT
NDT after full weld PT/MT 100% Procedure PT/MT
6 CLEARANCE FOR PWHT H H
Overall Major Critical Dimensions Measurement 100% Drawing
Welding Insp.of Pressure Parts & Structural Attachments Visual 100% Drawing
NDE Clearance Review of 100% NDE Procedure
NDE Repor
7 PWHT H R
Heat-Treatment Compliance to Code Review of 100% IBR-1950
HT chart
8 HYDROSTATIC TEST, (IF APPLICABLE) H H
Hydro Test Verify 100% Drawing, Procedure
Pressure test result Record 100% Satisfactory
9 DRAINING & DRYING AFTER HYDRO TEST H -
Draining, Drying & Cleaning Visual 100% Inside surface shall
be Dry & Clean
10 FINAL INSPECTION H H
Overall Major Critical Dimensions Measurement 100% Drawing
Overall Assembly Inspection Visual 100% Drawing
Cleaning of header from inside before capping Air blowing 100% free from foreign
material
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P09
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
CONVECTION BANK MODULE ASSEMBLY DATE : 04-11-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Code Stamping Visual 100% IBR-1950
I.A.Stamp, Date & Rub-off Visual 100% IBR-1950, Legibility
Document Review Review 100% Compillation of
stage IR's & MTC's,
Code
11 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Paint Shade, Make, Batch No. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning of header from inside before capping Air blowing 100% free from foreign
material
Capping / Blanking of all Tubes, Pipes, Openings Visual 100% All Tubes, Pipes,
Openings Shall be Co
vered /Capped
Identification Marking Visual 100% Drawing
12 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P09
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
CONVECTION BANK MODULE ASSEMBLY DATE : 04-11-2011
PAGE : 4
3. Manufacturing Records
4. All the required Inspection Records.
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P09
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
CONVECTION BANK MODULE ASSEMBLY DATE : 04-11-2011
PAGE : 5
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 GROUND INSPECTION OF PRESSURE PARTS H H
Identification of Coils/Headers Visual 100% Drg
2 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
3 GROUND INSPECTION OF ECONOMISER CASING & STRUCTURE H -
Identification Visual 100% Drawing
Visual Inspection Visual Random Drawing
Overall Assembly Inspection Measurement Random Drawing, free from
damage
Overall Dimensions , Diagonal Measurement Random Drawing
4 STRUCTURE & CASING H -
Compliance to Drg/ITP Review of 100% Drg/ITP No.N56 or
Insp.reco N59
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
5 INSPECTION OF COIL BENDS H -
Identification Visual 10% Drawing
Dimensions on Layout On layout 10% Within 2mm
Ovality Measurement 10% Max.10%
Thinning Measurement 10% Drawing,
100/(4R/D+2) Max.
Flow Area, (Cold Bending) Ball Test 100% Ball Size(Cold Bend)
(0.9OD-2.3SWT)-1.6mm
Flow Area, (Hot Bending) Ball Test 100% Ball Size(Hot Bend)(
0.85OD-2.3SWT)-3.2mm
Surface Defects, Die Marks VIsual 100% 0.5mm deep max.
(merge sharp notches
if any
Cracks, Wrinkles VIsual 100% No Cracks, Wrinkles
Post Bend Heat-Treatment If applicable Review of 100% Procedure
HT Chart Heat-Treatment
6 SETUP OF COIL BENDS TO FIN TUBES H H
Inspection Clearance of Coil Bends Verify 100% Drawing/IR
Alignment Measurement 100% Drawing
Dimensions on Layout Layout 100% Within 1mm
Matching
Setup Dimensions Measurement 100% Drawing
Tackweld Soundness PT 10% Procedure/Code
7 WELDING OF BUTT JOINTS H R
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
Excess Penetration (Flow area- Cold bending) Ball Test 100% Ball Size(0.9OD-2.3S
WT)-1.6mm
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Excess Penetration (Flow area- hot bending) Ball Test 100% Ball Size(0.85OD-2.3
SWT)-3.2mm
Weld Soundness RT Code or Procedure RT
Min.5% **
** Min. 5% per Welder
8 ALIGNMENT OF HEADERS ON STRUCTURE H -
Identification & Orientaion Visual 100% Drawing
Alignment Water level 100% Within 2mm
, Plumb
Dimensions Measurement 100% Drawing
9 SETUP OF HEADER STUBS TO COILS H H
Cleaning of coils from inside Air blowing 100% free from foreign
material
Cleaning of Header from inside Air blowing 100% free from foreign
material
Setup Dimensions, Alignment Measurement 100% Drawing
10 WELDING OF HEADER STUBS TO COILS H R
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
Weld Soundness RT Code or Procedure RT
Min.5% **
** Min. 5% per Welder
11 HYDROSTATIC TESTING H H
Hydro Test pressure Verify 100% Drawing
Pressure gauges range Verify 100% 1.5 to 2.5 times of
test pressure
Calibration validity of Pressure gauges Verify 100% Calibration report &
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
due date
Pressure Gauges Verify 100% Record id.numbers
Cleaning of weld joints Visual 100% No rust or
extraneous mat.
Test pressure (on Pressure gauge) Visual 100% Test Pressure Shall
not exceed more than
6% at any time
Test Duration (Holding time) Measurement 100% Min.30 Minutes
Leakage Visual 100% No leakages
Pressure drop Visual 100% No Pressure drop
Pressure test result Record 100% Satisfactory
12 DRAINING & DRYING AFTER HYDRO TEST H -
Draining, Drying & Cleaning Visual 100% Inside surface shall
be Dry & Clean
13 FITMENT OF CASING & OTHER ATTACHMENTS H -
Identification & Orientaion Visual 100% Drawing
Overall Assembly Inspection Measurement 100% Drawing
& Visual
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
14 AIR LEAK TEST H -
Sealing of Eco.Casing by Air Test 70mm WC/ 100% Drawing/specs.
Drawing
15 FINAL INSPECTION H H
Overall Dimensions Measurement 10% Drawing
Overall Assembly Inspection Visual 100% Drawing
Overall Construction/ Fitment/ Alignment/ Appearance Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
& Visual
Compliance to Drawing for Scope Verify 100% Drawing
Code Stamping Visual 100% Design Code
I.A.Stamp, Date & Rub off Visual 100% Design Code,
Legibility
Document Review Review 100% Drawing, Design
Code, Technical Spec
ifications
16 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Paint Shade Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Capping / Blanking of all Tubes, Pipes, Openings Visual 100% All Tubes, Pipes,
Openings Shall be Co
vered /Capped
Identification Marking Visual 100% Drawing
17 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 6
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
SAUDI ARAMCO
1. WPS,PQR,WPQ and Welding Technology sheet(WTS) WELDING PROCEDURE SPECIFICATIONS
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P10
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FINNED ECONOMISER ASSLY(FM) DATE : 09-09-2011
PAGE : 7
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P11
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BARE TUBE ECONOMISER ASSLY(MODULAR TYPE) DATE : 04-11-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 GROUND INSPECTION OF PRESSURE PARTS H H
Identification of Coils/Headers Visual 100% Drg/Shop Transfer
Note/IR
2 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
3 GROUND INSPECTION OF CASING BEFORE COIL INSERTION H -
Identification Visual 100% Drawing
Visual Inspection Visual Random Drawing
Overall Assembly Inspection Measurement Random Drawing,free from
damage
Overall Dimensions , Diagonal Measurement Random Drawing
4 ALIGNMENT OF HEADERS ON STRUCTURE H -
Identification & Orientaion Visual 100% Drawing
Alignment Water level 100% Within 2mm
, Plumb
Dimensions Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P11
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BARE TUBE ECONOMISER ASSLY(MODULAR TYPE) DATE : 04-11-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
5 SETUP OF COILS WITH HEADER/S H H
No blockage/obstacles inside the coil Ball Test 100% Free from foreign
Material
Cleaning of Header from inside Air Blowing 100% Free from foreign
Material
Alignment Measurement 100% Drawing
Setup Dimensions Measurement 100% Drawing
Tackweld Soundness PT 10% Procedure/Code
6 WELDING OF COILS WITH HEADER/S H R
** NDT on Root Run Weld PT/MT 100% Procedure PT/MT
** if items Fabricated at Sub-vendors
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
NDT after full welding PT/MT 10% Procedure PT/MT
7 PWHT H R
Heat-Treatment Compliance to Code Review of 100% IBR-1950
HT chart
8 HYDROSTATIC TESTING H H
Hydro Test pressure Verify 100% Drawing
Pressure gauges range Verify 100% 1.5 to 2.5 times of
test pressure
Calibration validity of Pressure gauges Verify 100% Calibration report &
due date
Pressure Gauges Verify 100% Record id.numbers
Cleaning of weld joints Visual 100% No rust or
extraneous mat.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P11
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BARE TUBE ECONOMISER ASSLY(MODULAR TYPE) DATE : 04-11-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Test pressure (on Pressure gauge) Visual 100% Test Pressure Shall
not exceed more than
6% at any time
Test Duration (Holding time) Measurement 100% Min.30 Minutes
Leakage Visual 100% No leakages
Pressure drop Visual 100% No Pressure drop
Pressure test result Record 100% Satisfactory
9 DRAINING & DRYING AFTER HYDRO TEST H -
Draining, Drying & Cleaning Visual 100% Inside surface shall
be Dry & Clean
10 FITMENT OF CASING & OTHER ATTACHMENTS H -
Identification & Orientaion Visual 100% Drawing
Overall Assembly Inspection Measurement 100% Drawing
& Visual
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
11 FINAL INSPECTION H H
Overall Dimensions Measurement 10% Drawing
Overall Assembly Inspection Visual 100% Drawing
Overall Construction/ Fitment/ Alignment/ Appearance Measurement 100% Drawing
& Visual
Compliance to Drawing for Scope Verify 100% Drawing
Code Stamping Visual 100% Design Code
I.A.Stamp, Date & Rub-off Visual 100% Design Code,
Legibility
Document Review Review 100% Drawing, Design
Code, Technical Spec
ifications
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P11
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BARE TUBE ECONOMISER ASSLY(MODULAR TYPE) DATE : 04-11-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
12 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Capping / Blanking of all Tubes, Pipes, Openings Visual 100% All Tubes, Pipes,
Openings Shall be Co
vered /Capped
Identification Marking Visual 100% Drawing
13 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Code,
Technical Specificat
ions
Inspection Release & Certification Issuance of 100% Drawing, Code,
IRN Technical Specificat
ions
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P11
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BARE TUBE ECONOMISER ASSLY(MODULAR TYPE) DATE : 04-11-2011
PAGE : 5
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
SAUDI ARAMCO
|2) |PT1 |Liquid Penetrant Examination | WELDING PROCEDURE SPECIFICATIONS
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P11
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BARE TUBE ECONOMISER ASSLY(MODULAR TYPE) DATE : 04-11-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P12
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
RISERS,DOWN COMERS,SUPPLY TUBES/PIPES DATE : 19-09-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
2 INSPECTION OF SAMPLE/FIRST PRODUCTION BEND H R
Layout Inspection Measurement 100% Drawing
& Visual
Dimensions on Layout Layout 100% Within 3mm
Matching
Ovality of Tubes Measurement 100% Within 10%
Thinning of Tubes Measurement 100% Drawing,
100/(4R/D+2) Max.
Surface defects, Die Marks Visual 100% 0.5 mm (deep) max.
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
3 INSPECTION OF TUBES AFTER BENDING H -
Layout Inspection Measurement 100% Drawing
& Visual
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P12
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
RISERS,DOWN COMERS,SUPPLY TUBES/PIPES DATE : 19-09-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Dimensions on Layout Layout 100% Within 3mm
Matching
Ovality of Tubes Measurement 5% Within 10%
Thinning of Tubes Measurement 5% Drawing,
100/(4R/D+2) Max.
Surface defects, Die Marks Visual 100% 0.5 mm deep max
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
4 SETUP OF BUTT JOINTS H H
Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% Drawing
Dimensions Measurement 100% Drawing
5 WELDING OF BUTT JOINTS H R
Weld Inspection Visual 100% Drawing, Procedure
VT
Risers,Downcomers,supply tubes/pipes <= 168.3 OD RT 10% Procedure RT
Risers,Downcomers,supply tubes/pipes > 168.3 OD RT 100% Procedure RT
Weld Soundness for Main DC RT 100% Procedure RT
Welder Identification Verify 100% Qualified Welder
List
6 SETUP OF BRANCH/FILLET WELD JOINTS H H
Orientation Visual 100% Drawing
Setup Dimensions Measurement 100% Drawing
Alignment/ Squareness Measurement 100% within 1 degree or 3
mm Max.
Projection from Hdr C/L Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P12
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
RISERS,DOWN COMERS,SUPPLY TUBES/PIPES DATE : 19-09-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Tack weld soundness PT 100% Procedure PT
7 WELDING INSPECTION FOR BRANCH/FILLET WELD JOINTS H -
NDE after root run welding ** PT 100% Procedure PT
** If items are fabricated at sub-vendor
Visual Inspection after full welding Visual 100% Procedure VT
Weld Size & Finish After Full Welding Visual 100% Drawing
NDE of welds for Carban steel PT/MT 10%random Procedure PT/MT
NDE of welds for Alloy steel PT/MT 100% Procedure PT/MT
UT of Full penetration welds >=10 NPS or above 25 thk UT/RT 100% Procedure UT/RT
8 STRUCTURALS & ATTACHMENTS H -
Orientaion Visual 100% Drawing
Dimensions Measurement 100% Drawing
Weld Size & Finish Visual 100% Drawing
Weld Soundness PT 10% Procedure-PT
9 CLEARANCE FOR PWHT (IF APPLICABLE) H H
Overall Major Critical Dimensions Measurement 100% Drawing
NDE Clearance Review 100% NDE Procedure
Code Punching Visual 100% IBR-1950
10 PWHT (IF APPLICABLE) H R
Heat-Treatment Compliance to Code Review of 100% Design Code +
HT chart Thermax Std.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P12
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
RISERS,DOWN COMERS,SUPPLY TUBES/PIPES DATE : 19-09-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
11 FINAL INSPECTION H H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Overall Major Critical Dimensions Measurement 100% Drawing
Code Punching,(As Applicable) Visual 100% IBR-1950
I.A.Stamp & Date,(As Applicable) Rub-off 100% IBR-1950 /
Legibility
Document review Review 100% Compillation of
stage IR's & MTC's,
Code
12 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Paint Shade, Make, Batch No. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning from inside before capping Air blowing 100% Free from foreign
material
Capping / Blanking of all Tubes, Pipes, Openings Visual 100% All Tubes, Pipes,
Openings Shall be Co
vered /Capped
ID Marking/Stenciling(Boiler No./Drg No./Mark/ Part No.) Visual 100% Drawing
13 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release & Certification Issuance of
IRN
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST L NO. : ITP/ERPLN /P12
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
RISERS,DOWN COMERS,SUPPLY TUBES/PIPES DATE : 19-09-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P12
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
RISERS,DOWN COMERS,SUPPLY TUBES/PIPES DATE : 19-09-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P13
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
COILS (ECO/SH COILS) DATE : 04-11-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification Visual 100% Punching/Stencilling
2 SAMPLE/FIRST PRODUCTION BEND (WITH MAX.BEND DEGREE) H R
Dimensions on Layout Layout 100% Within 3mm
Matching
Ovality Measurement 100% 10% Max.
Thinning Measurement 100% Drawing /
100/(4R/D+2) max.
Flow Area for Cold Bending* Ball Test 100% Ball Size=(0.9OD-2.3
SWT)-1.6mm
Flow Area for Hot bending* Ball Test 100% Ball Size=(0.85OD-2.
3SWT)-3.2mm
*for Tubes O.D less than 3"
Surafce defects Visual 100% 0.5 mm deep max.
without sharp notche
s
Wrinkles, Cracks, Die Marks Visual 100% Not Acceptable
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P13
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
COILS (ECO/SH COILS) DATE : 04-11-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
3 INSPECTION OF TUBES AFTER BENDING H -
Layout Inspection Measurement 100% Drawing
& Visual
Dimensions on Layout Layout 5% Within 3mm
Matching
Ovality Measurement 1bend /coil Within 10%
on 5%
Thinning Measurement 1bend /coil Drawing,
on 5% 100/(4R/D+2) Max.
Surface defects, Die Marks Visual 100% 0.5 mm deep max
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
4 SETUP OF BUTT JOINTS H H
Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% random Drawing
Alignment Measurement 10% random Drawing
5 WELDING OF BUTT JOINTS H R
Visual Inspection Visual 100% Procedure VT
PMI on Alloy steel welds PMI 2% Random Procedure PMI
Weld Soundness after full welding except P15E materials RT Code or Min Procedure RT
5%*
*Minimum 5% per welder
Note :RT & PMI for P15E materials to be carried after PWHT.
6 INSPECTION & NDE AFTER PWHT FOR P15E MATERIAL H R
Butt Weld Soundness after Full Welding RT 100% Procedure RT
PMI for P15E materials PMI 10%Random Procedure PMI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P13
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
COILS (ECO/SH COILS) DATE : 04-11-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
7 STRUCTURALS & ATTACHMENTS H -
Overall Major Critical Dimensions Measurement 100% Drawing
Attachment welds Visual 100% Drawing
NDE PT/MT 2% Procedure PT/MT
8 POST BENDING HEAT TREATMENT-IF APPLICABLE H R
Heat-Treatment Compliance to Code for 180 degree bend only HT Chart 100% Drg/HT Procedure
9 FINAL INSPECTION OF COILS H H
Inspection of Floor Layout Measurement 100% Drawing
Identification Marking Visual 100% Drawing
Dimensions on Layout Layout 10%Random Within 3mm
Matching
Flow Area, (Cold Bending)* Ball Test 100% Ball Size(Cold Bend)
(0.9OD-2.3SWT)-1.6mm
Flow Area, (Hot Bending)* Ball Test 100% Ball Size(Hot Bend)(
0.85OD-2.3SWT)-3.2mm
*for Tubes O.D less than 3"
Site Weld Preperation Template Random Drawing
End Identification Visual 10% random Drawing
Document review Review 100% Compillation of
stage IR's & MTC's,
Code
10 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P13
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
COILS (ECO/SH COILS) DATE : 04-11-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Cleaning of coils from inside before capping Air Blowing 100% Free from foreign
material
Capping / Blanking of all Tubes Visual 100% All Tubes Shall be
Covered /Capped
ID Marking/Stenciling(Boiler No./Drg No./Mark/ Part No.) Visual 100% Drawing
11 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P13
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
COILS (ECO/SH COILS) DATE : 04-11-2011
PAGE : 5
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification & stamp transfer Visual 100% Punching/Stencilling
2 INSPECTION OF SAMPLE/FIRST PRODUCTION HEADER BENT STUB H W
Dimensions on Layout Layout 100% Within 3mm
Matching
Ovality of Tubes Measurement 100% 10% Max.
Thinning of Tubes Measurement 100% Drawing,
100/(4R/D+2) Max.
Flow Area for Cold Bending* Ball Test 100% Ball Size=(0.9OD-2.3
SWT)-1.6mm
Flow Area for Hot bending* Ball Test 100% Ball Size=(0.85OD-2.
3SWT)-3.2mm
*for Tubes O.D less than 3"
Surafce defects, Die marks Visual 100% 0.5 mm deep max.
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
3 INSPECTION OF HEADER BENT TUBES AFTER BENDING H W
Dimensions on Layout Layout 5%% Within 2mm
Matching
Ovality Measurement 5% 10% Max.
Thinning Measurement 5% Drawing,
100/(4R/D+2) Max.
Surafce defects, Die marks Visual 100% 0.5 mm deep max.
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
4 SETUP & WELDING OF BAFFLE PLATES,(IF ANY) H -
Setup Dimensions & Locations Measurement 100% Drawing
Weld Size & Finish After Full Welding Visual 100% Drawing & Procedure
VT
5 BUTT WELD SETUP & WELDING FOR HDR PIPE, (IF ANY) H H
Setup Dimensions, Alignment Measurement 100% Drawing
Weld Visual Inspection Visual 100% Drawing & Procedure
VT
Weld Soundness RT 100% Procedure RT
6 DRILLING MARKING INSPECTION H -
Pipe Straightness By String 100% 1mm/Mtr, 3mm Max.
Quadrant Distribution & Marking Combination 100% Max.difference of
Set 1/2 Degree
Orientation Visual 100% Drawing
End Hole Location Measurement 100% Drawing
Hole Centre Punch Pitch Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
7 DRILLING INSPECTION H -
Orientation Visual 100% Drawing
Quadrant & LH/RH Marking Visual 100% Drawing
Drilled Hole Dimensions Measurement 100% Drawing
Ligament Measurement 100% Mark Min.Ligament
Hole Finish Visual 100% Free From Tool Marks
& Sharp Edges
8 INSP.OF MACHINED COMPONENTS H -
Identification & verification of stamp transfer Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Weld Preparation Measurement 100% Drawing
Visual inspection of weld preparation Visual 100% No
Cracks/Laminations
Peripheral edges of End cover if mfg.from plate** PT/MT 100% Procedure PT/MT
**for end cover as per IBR-Fig.No.365/2A
9 BRANCH WELD SETUP & WELDING H H
Orientation Visual 100% Drawing
Setup Dimensions Measurement 100% Drawing
Alignment/ Squareness Measurement 100% within 1 degree or 3
mm Max.
Projection from Hdr C/L Measurement 100% Drawing
Tack weld soundness PT 100% Procedure PT
** NDE after root run welding PT 100% Procedure PT
** If Headers are fabricated at sub-vendor
Visual Inspection after full welding Visual 100% Procedure VT
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Weld Size & Finish After Full Welding Visual 100% Drawing
NDE of welds for CS Hdr. PT/MT 10%random Procedure PT/MT
NDE of welds for AS Hdr. PT/MT 100% Procedure PT/MT
Note:For P15E materials NDE to be carried after PWHT
UT of Full penetration welds >=10 NPS or above 25 thk UT/RT 100% Procedure UT/RT
10 WELD SETUPS-HEADER PIPE/STUB TO REDUCER/FLANGE/END COVER; REDUCER TO FLANGE H W
Orientation Visual 100% Drawing
Setup Dimensions Measurement 100% Drawing
Visual Inspection Visual 100% Procedure VT
11 WELDING OF ABOVE H R
Visual Inspection Visual 100% Procedure VT
Butt Weld Soundness after Final Welding except P15 materials RT 100% Procedure RT
Note:For P15E materials RT to be carried after PWHT
Peripheral edges & remaining exposed surface of weld jt.** PT/MT 100% Procedure PT/MT
**for end cover as per IBR-Fig.No.365/2A
12 STRUCTURALS & ATTACHMENTS H -
Identification & Orientation Visual 100% Drawing
Dimensions Measurement 100% Drawing
Setup Dimensions Measurement 100% Drawing
Weld Inspection (Size & Finish) Measurement 100% Drawing & Procedure
& Visual VT
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
13 INSPECTION BEFORE PWHT H -
Overall Major Critical Dimensions Measurement 100% Drawing
NDE Clearance Review 100% NDE Procedure
Code Punching Visual 100% IBR-1950
PMI for Alloy Verificaion of Accessible welds PMI Check 100% Procedure PMI/
Specs.
PMI for Alloy Verificaion of Parent Material PMI Check Random Procedure PMI/
Specs.
Note:For P15E materials PMI to be carried after PWHT
14 PWHT H R
Heat-Treatment Compliance Review of 100% IBR-1950, Thermax
HT chart Standard
15 INSPECTION AFTER PWHT H -
Straightness of header Measurement 100% 1 mm/Mtr / 6 mm max
(whichever is less)
NDE of all weld joints (for alloy steel hdr only) MT/PT 100% Procedure MT/PT
Butt Weld Soundness after Full Welding for P15E materials RT 100% Procedure RT
PMI for P15E materials PMI Per Procedure PMI
procedure
16 MOCK UP OF PANEL WITH RESPECTIVE HEADER-FOR SITE ASSEMBLED HEADER ONLY H -
Orientation Visual 100% Drawing
Alignment & overall major Dimensions Measurement 100% Drawing
Identification Punching/Marking of Header Verify 100% Drawing
17 FINAL INSPECTION H H
Identification & Orientation Visual 100% Drawing
Site Weld Preperation Visual 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 6
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Cleaning of header from inside before capping Air blowing 100% free from foreign
material
I.A.Stamp & Date, (As Applicable) Final 100% IBR-1950 /
Rub-off Legibility
Document Review Review 100% Compillation of
stage IR's & MTC's,
Code
18 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Paint Shade, Make, Batch No. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning of header from inside before capping Air blowing 100% free from foreign
material
Capping / Blanking of all Tubes, Pipes, Openings Visual 100% All Tubes, Pipes,
Openings Shall be Co
vered /Capped
Identification Marking Visual 100% Drawing
19 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 7
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
SAUDI ARAMCO
1. WPS,PQR,WPQ and Welding Technology sheet(WTS) WELDING PROCEDURE SPECIFICATIONS
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P15
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS DATE : 04-11-2011
PAGE : 8
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P16
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS (SHOP ASSLY) DATE : 04-11-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification & stamp transfer Visual 100% Punching/Stencilling
2 SETUP & WELDING OF BAFFLE PLATES,(IF ANY) H -
Setup Dimensions & Locations Measurement 100% Drawing
Weld Size & Finish After Full Welding Visual 100% Drawing & Procedure
VT
3 BUTT WELD SETUP & WELDING FOR HDR PIPE, (IF ANY) H H
Setup Dimensions, Alignment Measurement 100% Drawing
Weld Visual Inspection Visual 100% Drawing & Procedure
VT
Weld Soundness RT 100% Procedure RT
4 INSP.OF MACHINED COMPONENTS H -
Identification & verification of stamp transfer Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Weld Preparation Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P16
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS (SHOP ASSLY) DATE : 04-11-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Visual inspection of weld preparation Visual 100% No
Cracks/Laminations
Peripheral edges of End cover if mfg.from plate** PT/MT 100% Procedure PT/MT
**for end cover as per IBR-Fig.No.365/2A
5 DRILLING MARKING INSPECTION H -
Pipe Straightness By String 100% 1mm/Mtr, 3mm Max.
Quadrant Distribution & Marking Combination 100% Max.difference of
Set 1/2 Degree
Orientation Visual 100% Drawing
End Hole Location Measurement 100% Drawing
Hole Centre Punch Pitch Measurement 100% Drawing
Centre Punching Inlinement By String 100% Within +/- 1mm
6 DRILLING INSPECTION H -
Orientation Visual 100% Drawing
Quadrant & LH/RH Marking Visual 100% Drawing
Quadrantwise Hole Locations from End Measurement 100% Within +/-1mm
Drilled Hole Dimensions Measurement 100% Drawing
Ligament Measurement 100% Mark Min.Ligament
Inlinement of Drilled Holes Measurement 100% Within +/- 1mm
Hole Finish Visual 100% Free From Tool Marks
& Sharp Edges & sur
face defects
7 BRANCH WELD SETUP & WELDING H H
Orientation Visual 100% Drawing
Setup Dimensions Measurement 100% Drawing
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P16
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS (SHOP ASSLY) DATE : 04-11-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Alignment/ Squareness Measurement 100% within 1 degree or 3
mm Max.
Projection from Hdr C/L Measurement 100% Drawing
Tack weld soundness PT 100% Procedure PT
** NDE after root run welding PT 100% Procedure PT
** If Headers are fabricated at sub-vendor
Visual Inspection after full welding Visual 100% Procedure VT
Weld Size & Finish After Full Welding Visual 100% Drawing
NDE of welds for CS Hdr. PT/MT 10%random Procedure PT/MT
NDE of welds for AS Hdr. PT/MT 100% Procedure PT/MT
Note:For P15E materials NDE to be carried after PWHT
UT of Full penetration welds >=10 NPS or above 25 thk UT/RT 100% Procedure UT2/RT
8 WELD SETUPS-HEADER PIPE/STUB TO REDUCER/FLANGE/END COVER; REDUCER TO FLANGE H W
Orientation Visual 100% Drawing
Setup Dimensions Measurement 100% Drawing
Visual Inspection Visual 100% Procedure VT
9 WELDING OF ABOVE H R
Visual Inspection Visual 100% Procedure VT
Butt Weld Soundness after Final Welding RT 100% Procedure RT
Peripheral edges & remaining exposed surface of weld jt.** PT/MT 100% Procedure PT/MT
**for end cover as per IBR-Fig.No.365/2A
Note:For P15E materials NDE to be carried after PWHT
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P16
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS (SHOP ASSLY) DATE : 04-11-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
10 STRUCTURALS & ATTACHMENTS H -
Identification & Orientation Visual 100% Drawing
Dimensions Measurement 100% Drawing
Setup Dimensions Measurement 100% Drawing
Weld Inspection (Size & Finish) Measurement 100% Drawing & Procedure
& Visual VT
11 INSPECTION & NDE AFTER PWHT FOR P15E MATERIAL H R
Straightness of header Measurement 100% 1 mm/Mtr / 6 mm max
(whichever is less)
NDE of all weld joints MT/PT 100% Procedure MT/PT
Butt Weld Soundness after Full Welding RT 100% Procedure RT
12 CLEARANCE FOR ASSLY H R
Identification & Orientation Visual 100% Drawing
Dimensions Measurement 100% Drawing
Straightness Measurement 100% 1mm/Mtr, or 6mm Max.
PMI for Alloy Verificaion of Accessible welds PMI Check 100% Procedure PMI/
Specs.
PMI for Alloy Verificaion of Parent Material PMI Check Random Procedure PMI/
Specs.
Note:For P15E materials PMI to be carried after PWHT
Document Review Review 100% Compillation of
stage IR's & MTC's,
Code
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P16
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS (SHOP ASSLY) DATE : 04-11-2011
PAGE : 5
3. Manufacturing Records
4. All the required Inspection Records.
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P16
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
HEADERS (SHOP ASSLY) DATE : 04-11-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P17
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ATTEMPERATOR ASSLY DATE : 02-06-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Review & Verification of Test Certificates & Drawing Review 100% Drawing, Material
Spec.
Correlation of MTC with Material Visual 100% Mill Test
Certificate
Dimensional Inspection Measurement 5% Drawing/Mill Test
Certificate
Identification & stamp transfer Visual 100% Punching/Stencilling
2 INSP.OF MACHINED COMPONENTS H R
Identification & verification of stamp transfer Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Weld Preparation Template 100% Drawing
Weld Edge Inspection Visual 100% No
Cracks/Laminations
3 INSPECTION OF MARKING FOR DRILLING ON HEADER PIPE H -
Identification & Orientaion Visual 100% Drawing
Marking Dimensions Measurement 100% Drawing
No.of Holes Count 100% Drawing
Straightness Measurement 90 Deg. 1mm/Mtr, Max.3mm
apart
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P17
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ATTEMPERATOR ASSLY DATE : 02-06-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
4 INSPECTION OF DRILLING & EDGE PREPERATION H R
Orientation Visual 100% Drawing
Dimensions Measurement 100% Drawing
No.of Holes Count 100% Drawing
Weld Preparation Template 100% Drawing
Quadrant Line Punching for Reference Visual 100% Drawing
Surface Defects Visual 100% No
Cracks/Laminations
5 BUTT WELD SETUPS-SPRAY NOZZLE H H
Setup Dimensions Measurement 100% Drawing
6 WELDING OF ABOVE H R
Visual Inspection Visual 100% Procedure VT
Weld Soundness RT 100% Procedure RT
Note:For P15E materials NDE to be carried after PWHT
7 SETUP OF STUBS/STAND PIPES WITH HEADER PIPE H H
Orientation Visual 100% Drawing
Setup Dimensions Measurement 100% Drawing
8 WELDING OF STUBS/STAND PIPES WITH HEADER PIPE H R
Weld Visual Inspection Visual 100% Procedure VT
Weld Size Measurement 100% Drawing
NDE of fillet welds PT/MT 100% Procedure PT/MT
Note:For P15E materials NDE to be carried after PWHT
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P17
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ATTEMPERATOR ASSLY DATE : 02-06-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
9 SETUP & WELDING OF SLEEVE LOCKING PINS H -
Setup Dimensions Measurement 100% Drawing
Weld Inspection after full welding Visual 100% Drawing & Procedure
VT
10 STRUCTURALS & ATTACHMENTS H -
Orientaion Visual 100% Drawing
Dimensions Measurement 100% Drawing
Weld Size & Finish Visual 100% Drawing & Procedure
VT
Weld Soundness PT 10% Procedure-PT
Welder Identification Verify 100% Qualified Welder
List
11 INSPECTION BEFORE PWHT H H
Overall Major Critical Dimensions Measurement 100% Drawing
NDE Clearance Review 100% NDE Procedure
PMI for Alloy Verification of accessible welds PMI Check 100% Procedure PMI /
Specs.
PMI for Alloy Verification of Parent Material PMI Check Random Procedure PMI /
Specs.
Note:For P15E materials PMI to be carried after PWHT
12 PWHT H R
Heat-Treatment Compliance to Code Review of 100% IBR-1950
HT chart
13 NDE AFTER PWHT H R
NDT on all welds for Alloy steel PT/MT 100% Procedure PT/MT
Straightness Measurement 100% 1 mm/Mtr; 6 mm max
(whichever is less)
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P17
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ATTEMPERATOR ASSLY DATE : 02-06-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
14 FINAL INSPECTION H H
Identification & Orientation Visual 100% Drawing
Site Weld Preperation Visual 100% Drawing
Cleaning of header from inside before capping Air blowing 100% free from foreign
material
I.A.Stamp & Date, (As Applicable) Final 100% IBR-1950
Rub-off
Document review Review 100% Compillation of
stage IR's & MTC's,
Code
15 PAINTING INSPECTION H -
Surface Preparation Visual 100% Drawing, Painting
Specs.
Drawing, Painting Specs. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning from inside before capping Air blowing 100% Free from foreign
material
Capping / Blanking of all Tubes, Pipes, Openings Visual 100% All Tubes, Pipes,
Openings Shall be Co
vered /Capped
Identification Marking Visual 100% Drawing
16 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P17
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ATTEMPERATOR ASSLY DATE : 02-06-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
|2) |PT1 |Liquid Penetrant Examination |
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P17
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ATTEMPERATOR ASSLY DATE : 02-06-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P20
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
INTEGRAL& NON INTEGRAL PIPING - IBR DATE : 02-06-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
CHARACTERISTICS METHOD EXTENT TL CLI
1 MATERIAL IDENTIFICATION H H
Verification of MTC with Material Specs. & Drg Review 100% Drg / Matrl.Specs.
Correlation of MTC with Material Verify 100% TC
Dimensions Measurement 5% Drawing/TC
Hydrotest/NDE of Pipes at Makers Works Review 100% Drawing/TC
Identification & Stamp Transfer Visual 100% IA Stamp
2 INSPECTION OF SAMPLE/FIRST PRODUCTION BEND H R
Layout Inspection Measurement 100% Drawing
& Visual
Dimensions on Layout Layout 100% Within 3mm
Matching
Ovality of Tubes Measurement 100% Within 10%
Thinning of Tubes Measurement 100% Drawing,
100/(4R/D+2) Max.
Surface defects, Die Marks Visual 100% 0.5 mm (deep) max.
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
3 INSPECTION OF TUBES AFTER BENDING H W
Layout Inspection Measurement 100% Drawing
& Visual
Dimensions on Layout Layout 5% Within 3mm
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P20
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
INTEGRAL& NON INTEGRAL PIPING - IBR DATE : 02-06-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
Matching
Ovality of Tubes Measurement 5% Within 10%
Thinning of Tubes Measurement 5% Drawing,
100/(4R/D+2) Max.
Surface defects, Die Marks Visual 100% 0.5 mm deep max
without sharp notche
s
Cracks, Wrinkles Visual 100% No Cracks, Wrinkles
4 BUTT WELDS(PIPE TO PIPE,PIPE TO FLANGES/FITTINGS) H H
Identification & Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% Drawing
Tackweld Soundness by PT except for P15E Material PT 100% Procedure/Code
5 WELDING OF BUTT JOINTS H R
Weld Inspection Visual 100% Procedure VT
Weld Soundness for size > 178mm OD RT 100% Procedure RT
Weld Soundness for size >102mm OD & <=178 mm OD RT 10% Procedure RT
Weld Soundness for size <=102mm OD RT 5% ** Procedure RT
** 5% per welder
Note :NDE for P15E materials to be carried after PWHT.
6 SETUP & WELDING OF SOCKET WELDS & OTHER BRANCH WELDS H H
Orientation Visual 100% Drawing
Setup Dimensions & Locations Visual 100% Drawing
Weld Visual Inspection Visual 100% Procedure VT
UT of Full penetration welds >=10 NPS or above 25 thk UT/RT 100% Procedure UT/RT
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P20
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
INTEGRAL& NON INTEGRAL PIPING - IBR DATE : 02-06-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLIWELDING PROCEDURE SPECIFICATIONS
7 CLEARANCE FOR PWHT (IF APPLICABLE) H -
Overall Major Critical Dimensions Measurement 100% Drawing
Completion of all Welding Verify 100% Drawing
NDE Clearance Verify 100% Design Code
PMI for Alloy Verification of welds PMI Check 10% Random Procedure PMI/ Spec.
PMI for Alloy Verification of Parent Material PMI Check Random Procedure PMI/ Spec.
Note :PMI for P15E materials to be carried after PWHT.
8 PWHT (IF APPLICABLE) H R
Heat-Treatment Compliance to Code Review of 100% Design Code +
HT chart Thermax std.
9 NDE AFTER PWHT H -
PT on all alloy steel welds PT 100% Procedure PT
Weld Soundness of butt welds for 15E Materials RT 100% Procedure RT
10 FINAL INSPECTION H H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Overall Major Critical Dimensions Measurement 100% Drawing
Code Punching,(As Applicable) Visual 100% Design Code
I.A.Stamp & Date,(As Applicable) Rub-off 100% Design Code
Document review Review 100% Compillation of
stage IR's & MTC's,
Code
11 PAINTING INSPECTION H -
Surface Preparation . Visual 100% Drawing, Painting
Specs.
Site weld joints to be kept unpainted @1" portion Visual 100% Apply Packing tape
or Cap the ends afte
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P20
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
INTEGRAL& NON INTEGRAL PIPING - IBR DATE : 02-06-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE * INSP. BY
NO. STANDARD
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT TL IBR CLI
WELDING PROCEDURE SPECIFICATIONS
r greasing
Drawing, Painting Specs. Visual 100% Drawing, Painting
Specs.
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing, Painting
Specs.
Cleaning from inside before capping/blanking Air blowing 100% Free from foreign
material
Capping / Blanking of all Pipes, Openings Visual 100% All Pipes, Openings
Shall be Covered /Ca
pped
Identification Marking Visual 100% Drawing
12 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
Following Documents shall be referred for this QAP (As Applicable) :
1) NDE Procedures
+---+-----------+-------------------------------------------+
|Sr.|Control No.|Procedure Description |
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P20
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
INTEGRAL& NON INTEGRAL PIPING - IBR DATE : 02-06-2011
PAGE : 5
+---+-----------+-------------------------------------------+
|1) |RT12 |Radiographic Examination of Welded Joints |
+---+-----------+-------------------------------------------+
SAUDI ARAMCO
|2) |PT1 |Liquid Penetrant Examination | WELDING PROCEDURE SPECIFICATIONS
+---+-----------+-------------------------------------------+
|3) |MT3 |Magnetic Particle Examination |
+---+-----------+-------------------------------------------+
|4) |UT2 |Ultrasonic Examination Of Butt Welds |
+---+-----------+-------------------------------------------+
|5) |UT4 |Straight Beam Ultrasonic Examination of |
| | |Rolled Steel Plates |
+---+-----------+-------------------------------------------+
2) RECORD NOT REQUIRED TO GENERATE FOR VISUAL INSPECTION AND
TACK WELD SOUNDNESS AS MENTIONED IN THIS ITP.
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /P20
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
INTEGRAL& NON INTEGRAL PIPING - IBR DATE : 02-06-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY IBR -IBR CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPASME /P21
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
NON-INTEGRAL PIPING DATE : 16-06-2011
PAGE : 1
1.0 JOB SPECIFIC DATA :
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Verification of MTC with Material Specs. & Drg Review 100% Drg / Matrl.Specs.
Correlation of MTC with Material Verify 100% TC
Dimensions Measurement 5% Drawing/TC
Hydrotest/NDE of Pipes at Makers Works Review 100% Drawing/TC
Identification & Stamp Transfer Visual 100% IA Stamp
2 BUTT WELDS(PIPE TO PIPE,PIPE TO FLANGES/FITTINGS) H
Identification & Orientation Visual 100% Drawing
Setup Dimensions Measurement 10% Drawing
Tackweld Soundness by PT except for P15E Material PT 100% Procedure/Code
3 WELDING OF BUTT JOINTS H
Welder ID Verify 100% Qualified Welder
List
Weld Inspection Visual 100% Drawing ,code
Weld Soundness RT code or ** Procedure RT12
Minimum 5% per Welder
PMI for Alloy Verification of welds PMI Check 10% Random Procedure PMI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPASME /P21
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
NON-INTEGRAL PIPING DATE : 16-06-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
4 SETUP & WELDING OF SOCKET WELDS & OTHER BRANCH WELDS H
Orientation Visual 100% Drawing
Setup Dimensions & Locations Visual 100% Drawing
Weld Visual Inspection Visual 100% Procedure VT
UT of Full penetration welds >=10 NPS or above 25 thk UT 100% Procedure UT
5 CLEARANCE FOR PWHT (IF APPLICABLE) H
Overall Major Critical Dimensions Measurement 100% Drawing
Completion of all Welding Verify 100% Drawing
NDE Clearance Verify 100% Design Code
PMI for Alloy Verification of welds PMI Check 10% Random Procedure PMI/ Spec.
PMI for Alloy Verification of Parent Material PMI Check Random Procedure PMI/ Spec.
Note :PMI for P15E materials to be carried after PWHT.
6 PWHT (IF APPLICABLE) H
Heat-Treatment Compliance Review of 100% PWHT Procedure
HT chart
7 NDE AFTER PWHT H
Weld Visual inspection Visual 100% Procedure VT,
PT/MT on all accessible alloy steel welds PT/MT 100% Procedure PT1/MT3
Weld soundness of Butt welds for P-Nos 3,4,5 materials if - RT Code ASME B31.3 Para
341.3
-required as per code
Hardness of production weld,hot bend & hot formed piping- Test Code ASME B31.3 para
331.1.7
-For P-Nos 3,4,5 materials
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPASME /P21
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
NON-INTEGRAL PIPING DATE : 16-06-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
8 FINAL INSPECTION BEFORE PAINTING H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Visual Inspection Visual 100% Procedure VT
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
9 PAINTING INSPECTION H
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing/ Painting
Specs.
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
10 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPASME /P21
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
NON-INTEGRAL PIPING DATE : 16-06-2011
PAGE : 4
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DUCTS / HOPPERS DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: DESIGN CODE :
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H -
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Material Specs.
Code/ Spe
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 FINAL INSPECTION OF PRE-FABRICATED PANELS(CORNER WELDING AT SITE) H -
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Match Marking Visual 100% Drawing
Weld Inspection (Size & Finish) Visual 100% Drawing
Site Weld Preperation Visual 100% Drawing
Distortion / Flatness Measurement 100% Within 5mm
& Visual
3 FINAL INSPECTION AFTER WELDING (FULLY SHOP WELDED) H -
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DUCTS / HOPPERS DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Ovality of round ducts Measurement 100% Within 1% & 10mm
max.
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Completion of stiffner/ spider Welding (As applicable) Visual 100% Drawing/ Suitable
for Handling
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
Site Weld Preperation Visual 100% Drawing
Match Marking Visual 100% Drawing
Aesthetics-Weld tacks,Hammer/Dent/Surface Marks,Sharp Corner Visual 100% Free from Surface
Discontinuities
4 SURFACE PREPARATION H -
Surface Preparation for Painting Visual 100% Drawing/Specs.
5 PAINTING INSPECTION H -
Paint Shade, Make, Batch No., Expiry Date Verify 100% Drawing, Painting
Specs., Application
before Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/m2 Drawing/ Painting
Specs.
Centreline/ Match marking Visual 100% Drawing
Identification Marking (Job no.,Drg.no.,Part no., Weight*) Visual 100% Drawing
*- Marking of Weight on Item or DU Weighing >= 500kg. Visual
6 INSPECTION RELEASE NOTE H -
Final Document Review Review 100% Drawing, Compilation
of document
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N01
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DUCTS / HOPPERS DATE : 28-07-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Inspection Release Note Issuance of
IRN
3.0 NOTES :
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N02
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DAMPER DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Chem.&Mech. 1 Sample/ Material Specs.
Test Lot
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 FINAL INSPECTION BEFORE PAINTING H
Orientation Visual 100% Drawing
Overall Assembly Dimensions Measurement 100% Drawing
Completion of all Welding Verify 100% Drawing
Weld Inspection Visual 100% Drawing
Open/Close Operation Verify 100% Drawing/Specs.
Compliance to Drawing to Scope Verify 100% Drawing-BOM
Aesthetics-Weld tacks,Hammer/Dent/Surface Marks,Sharp Corner Visual 100% Free from Surface
Discontinuities
3 PAINTING INSPECTION H
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs., Application
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N02
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DAMPER DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Before Painting
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/pc Drawing/ Painting
Specs.
Centreline Marking Visual 100% Drawing
Identification Marking (Job no., Drg.no.,Part no.) Visual 100% Drawing
Open/Close Marking Visual 100% Drawing
4 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Technical
Specifications
Inspection Release & Certification Issuance of 100% Drawing, Technical
IRN Specifications
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N02
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DAMPER DATE : 28-07-2011
PAGE : 3
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N03
SAUDI ARAMCO
REVISION NO.: 1
WELDING PROCEDURE SPECIFIC
EXPANSION JOINTS DATE : 22-10-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Material Specs.
Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 INSPECTION OF EXPANSION BELLOW H
Bellow Profile Template 100% Drawing
Welding by GTAW Process for sheet thk <= 2mm Visual 100% Weld
procedure/specs.
Alignment of Flanges Measurement 100% Drawing
Flange I/S Dimensions, Hole Pitches, Height, Diagonals Measurement 100% Drawing
Weld Soundness Kerosene/PT 100% Procedure
/Air Leak T
3 FINAL INSPECTION BEFORE PAINTING H
Location & Dimensions of Shear Transfer Pin Arrangement Measurement 100% Drawing
& Visual
Free Movement of Floating Plate Visual 100% Free Movement
Expansion Provision Dimensions Measurement 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N03
SAUDI ARAMCO
REVISION NO.: 1
WELDING PROCEDURE SPECIFIC
EXPANSION JOINTS DATE : 22-10-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Weld Inspection (Size & Finish) Visual 100% Drawing
Compliance to Drawing for Scope Verify 100% Drawing-BOM
4 PAINTING INSPECTION H
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/m2 Drawing/ Painting
Specs.
Identification Marking(Job no.,Drg.no.,Part no.) Visual 100% Drawing
Flow Direction Marking by Arrow Visual 100% Drawing
5 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Technical
Specifications
Inspection Release & Certification Issuance of 100% Drawing, Technical
IRN Specifications
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N03
SAUDI ARAMCO
REVISION NO.: 1
WELDING PROCEDURE SPECIFIC
EXPANSION JOINTS DATE : 22-10-2011
PAGE : 3
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N04
SAUDI ARAMCO
REVISION NO.: 1
WELDING PROCEDURE SPECIFIC
AIR FLOW MEASURING DEVICE (AEROFOIL) DATE : 22-10-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Material Specs.
Spces.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 INSP.OF AIR FOIL H
Dimensions Measurement 100% Drawing
Profile Template 100% Avg.Gap 2mm
Air Hole Location Measurement 100% Drawing
3 ASSEMBLY INSPECTION H
Overall Dimensions Measurement 100% Drawing
Throat Size Measurement 100% Drawing
Orientation & Fitment of Air Piping Measurement 100% Drawing
& Visual
Blocking of Air Piping Air Blowing 100% No Blocking
Completion of all Welding Verify 100% Drawing
Weld Inspection (Size & Finish) Visual 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N04
SAUDI ARAMCO
REVISION NO.: 1
WELDING PROCEDURE SPECIFIC
AIR FLOW MEASURING DEVICE (AEROFOIL) DATE : 22-10-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
4 PAINTING & FINAL INSPECTION H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/m2 Drawing/ Painting
Specs.
Centreline Marking Visual 100% Drawing
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
5 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Technical
Specifications
Inspection Release & Certification Issuance of 100% Drawing, Technical
IRN Specifications
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N04
SAUDI ARAMCO
REVISION NO.: 1
WELDING PROCEDURE SPECIFIC
AIR FLOW MEASURING DEVICE (AEROFOIL) DATE : 22-10-2011
PAGE : 3
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
STACK DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of MTC Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Material Specs.
Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 INSP.OF STACK TEMPLATE H
Butt Weld Dimensions of Sectors Measurement 100% Drawing
Dimensions-Thickness, ID,OD,PCD, Hole Equispacing Measurement 100% Drawing
No.of Holes Count 100% Drawing
Hole size & pitch Measurement 100% Drawing
Weld Inspection Visual 100% Drawing
Match Drilling Verify 100% Drawing
Identification/Match marking Verify 100% Drawing,Refer note
3 INSP.OF BASE RING H
Butt Weld Dimensions of Sectors Measurement 100% Drawing
Dimensions-Thickness, ID,OD,PCD, Hole Equispacing Measurement 100% Drawing
No.of Holes Count 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
STACK DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Hole size & pitch Measurement 100% Drawing
Backgauging after first side welding PT 100% Procedure PT
Weld Inspection Visual 100% Drawing
Weld Soundness RT 100% Procedure RT
Match Drilling of Base Ring with Template Verify 100% Drawing,Refer Note
4 SETUP OF L-SEAMS H
Setup Dimensions Measurement 100% Drawing
Dimensions-OD, Ovality, Circulary & Mismatch, Height Measurement 100% Drawing
Backgauging after first side Welding PT 100% Procedure PT
5 SETUP OF C-SEAMS H
Mismatch & Alignment of Shells Measurement 100% Drawing
Setup Dimensions Measurement 100% Drawing
Backgauging after first side Welding PT 100% Procedure PT
6 FULL WELDING OF SHELL SEAMS H
Weld Inspection (Size & Finish) Visual & 100% Drawing
Measureme
Weld Soundness on all T-Joints RT T-joints Procedure RT
Weld Soundness of L-Seam RT 10% Procedure RT
UT of shell plate at Lifting Lug Locations UT 100% Drawing,Free from
Lamination
7 STRUCTURALS & ATTACHMENTS H
Identification & Orientaion Visual 100% Drawing
Dimensional Inspection Measurement 100% Drawing
Weld Inspection Visual 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
STACK DATE : 28-07-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
UT of shell plate at Lifting Lug Locations ** UT 100% Drawing,Free from
Lamination
**If not covered earlier
8 ALIGNMENT OF STACK SHELLS (2 ADJACENT SHELLS) H
Levelling of Shells Water Level 100% 1mm/Meter or 10 mm
whichever is less
Base Ring Squareness with respect to Shell Plumb 100% Within 3mm
Shell to Shell Matching/Mismatch (at 120 deg.apart) Measurement 100% Drawing
& Visual
Overall Length,Continuity of Monkey Ladder&Wind Breaker Measurement 100% Drawing
& Visual
Straightness Measurement 100% 1mm/Mtr, 10mm Max.
Identification & Match Marking Visual 100% Drawing
Completion of all Welding Verify 100% Drawing
9 MOCK-UP ASSLY OF PLATFORM & LADDER H
Assly of Platform & Ladders on Stack for bolted construction Verify 100% Drawing
Assly of Platform&Ladders on ground for welded construction Verify 100% Drawing
Painters Trolly Verify 100% Free Movement
10 FINAL INSPECTION BEFORE PAINTING H
Anchor Pitch & Orientation Measurement 100% Drawing
& Visual
Anchor Weld soundness Hammer Test Random No Breakages
Compliance to drawing for scope Verify 100% Drawing-BOM
Identification Marking Visual 100% Drawing
Aesthetics-Weld tacks,Hammer/Dent/Surface Marks,Sharp Corner Visual 100% Free from Surface
Discontinuities
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
STACK DATE : 28-07-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
11 PAINTING INSPECTION H
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs., Application
before Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Min.2Spot / Drawing/ Painting
Shell Specs.
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
Centreline/ Match Marking Visual 100% Drawing
12 REFRACTORY APPLICATION ( IF APPLICABLE) H
Refractory Material Compliance Review of 100% Drawing, Specs.
Test Cert
Validity (Shelf Life) of refractory material Verify 100% Application before
expiry date
Dimensions of Refractory Measurement 100% Drawing
Review of curing chart Review 100% Procedure/Specs.
Visual Inspection after curing Visual 100% Procedure/Specs.
Refractory soundness Sound Test Random Procedure/Specs.
13 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
STACK DATE : 28-07-2011
PAGE : 5
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
SAUDI ARAMCO
1. WPS,PQR,WPQ and Welding Technology sheet(WTS) WELDING PROCEDURE SPECIFICATIONS
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
Template shall have "Boiler Front","Top,Bottom" marking on it
Shop template shall have only pilot drill of 8mm size & reference
of final drill size shall be mentioned on it.This drilling shall be done
along with base plate.
For bolted stack,flanges made from sector,such sector weld shall be
100% RT or UT & shall be machined on mating sides.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N05
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
STACK DATE : 28-07-2011
PAGE : 6
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N42
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER CASING DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 INSP.OF CASING PANELS H
Orientation Visual 100% Drawing
Dimensions Measurement 100% Drawing
Profile Layout 100% Within 3mm
Matching
Distortion / Flatness Measurement 100% Within 5mm
& Visual
Diagonals Measurement 100% Within 5mm
Weld Inspection (Size & Finish) Visual 100% Drawing & Procedure
VT
3 INSP.OF LOOSE PARTS OF INSULATION STRUCTURALS/ATTACHMENTS H
Identification & Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N42
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER CASING DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
4 PAINTING & FINAL INSPECTION H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Aesthetics-Weld tacks,Hammer/Dent/Surface Marks,Sharp CorneR Visual 100% Free from Surface
Discontinuities
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/m2 Drawing/ Painting
Specs.
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
Centreline Marking Visual 100% Drawing
5 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Technical
Specifications
Inspection Release & Certification Issuance of 100% Drawing, Technical
IRN Specifications
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N42
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER CASING DATE : 28-07-2011
PAGE : 3
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 BUTT JOINTS IN MAIN LOAD CARRYING MEMBERS FOR LENGTH BUILT-UP H
Joint Location Review 100% Engg Approval
Setup Dimensions Measurement 100% Drg / Engg Document
Welding Inspection Visual 100% Drawing
Weld Soundness RT/UT 100% Procedure RT/ UT
3 SETUP OF BASE PLATE TO COLUMN H
Centre line matching Measurement 100% Within 3mm
Squareness of Base Plate Measurement 100% 1.5 gap in 12"
Length
Gap Between Base plate and Column Measurement 100% Avg.Gap 0.5to1mm &
& Visual Max.2mm at Local Spo
ts
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
4 SETUP & WELDING OF DIAPHRAGM PLATES H
Setup Dimensions & Locations Measurement 100% Drawing
Weld Inspection (Size & Finish) Visual 100% Drawing
Weld Soundness PT 10% Procedure / Code
5 FINAL INSPECTION OF SINGLE PIECE COLUMN H
Box Size Measurement 100% Drawing
Total Height of Column Measurement 100% 5mm Upto 10mtr & 8mm
max.
Level Marking Measurement 100% Within +/- 2mm
Orientation of Cleats/Brackets Visual 100% Drawing
Location of Cleats/Brackets Measurement 100% Within +/- 2mm
Squareness of Cleats/Brackets Measurement 100% 1.5 gap in 12"
Length
Straightness -(Camber/Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
Twist & Levelling Water Level 100% 1.5%of Section
, Plumb Ht/Max.5mm; Water Le
vel Within 5mm
Site Weld Preperation Visual 100% Drawing
Identification & Match Marking Visual 100% Hard Punching /
Stenciling
6 MOCKUP ASSEMBLY OF SEGMENTED COLUMNS H
Box Size Measurement 100% Drawing
Total Height of Column Measurement 100% 5mm Upto 10mtr & 8mm
max.
Level Marking Measurement 100% Within +/- 2mm
Orientation of Cleats/Brackets Visual 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Location of Cleats/Brackets Measurement 100% Within +/- 2mm
Squareness of Cleats/Brackets Measurement 100% 1.5 gap in 12"
Length
Twist & Levelling Water Level 100% 1.5%of Section
, Plumb Ht/Max.5mm; Water Le
vel Within 5mm
Straightness -(Camber/Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
Alignment of Full Length of Column Measurement 100% Drawing
Splice Joint Details & Locations Measurement 100% Drawing
Identification & Match Marking Visual 100% Hard Punching /
Stenciling
7 FINAL INSPECTION OF SEGMENTED COLUMNS AFTER SPLIT-UP H
Dimensions Measurement 100% Drawing
Straightness -(Camber/Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
Weld Inspection (Size & Finish) Measurement 100% Drawing
& Visual
Site Weld Preperation Visual 100% Drawing
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
8 TRIAL ASSLY FOR BOLTED STRUCTURE WITH FULLY TIGHTENED BOLTS H
Orientation Visual 100% Drawing
Overall Assembly Inspection & Dimensional check : Measurement 100% Drawing
- Frame by Frame
- Platform stages
Alignment Verify 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 4
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Completion of all Welding & Bolting arrangement Verify 100% Drawing
Match Marking with matchmark sketch Visual 100% Drawing
9 FINAL INSPECTION OF GIRDERS H
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Length Measurement 100% +0/-3mm upto
12mtr,-9mm max.
Straightness -(Camber/Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
Twist & Levelling Water Level 100% 1.5%of Section
, Plumb Ht/Max.5mm; Water Le
vel Within 5mm
Cleat locations, orientation, dimensions Visual & 100% Drawing
Measureme
Weld Soundness of fillet welds for plate fabricated girders PT Min.10% * Procedure PT
* or drg. whichever is stringent
Weld Inspection (Size & Finish) Measurement 100% Drawing, Procedure
& Visual VT
NDE After removal of temporary supports,after dress up MPT 100% Procedure MT
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
10 FINAL INSPECTION OF BEAMS/BRACINGS H
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Length Measurement 100% +0/-3mm upto
12mtr,-5mm max.
Straightness -(Camber/Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 5
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Twist & Levelling Water Level 100% 1.5%of Section
, Plumb Ht/Max.5mm; Water Le
vel Within 5mm
Cleat locations, orientation, dimensions Visual & 100% Drawing
Measureme
Weld Inspection (Size & Finish) Measurement 100% Drawing, Procedure
& Visual VT
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
11 FINAL INSPECTION OF BUCKSTAYS H
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Alignment & Levelling Water level 100% Within 5mm
Corner Links - Pin fitment Measurement 100% Drawing
Straightness -(Camber/Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
Weld Inspection (Size & Finish) Measurement 100% Drawing
& Visual
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
12 FINAL INSPECTION OF LADDERS H
Overall Dimensions Measurement 100% Drawing
Alignment Visual 100% Drawing
Weld Inspection Visual 100% Drawing
Straightness Measurement 100% 1mm/Mtr, or 10mm
Max.
Match Marking Visual 100% Drawing
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 6
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
13 FINAL INSP.OF STAIRCASES,HAND RAILINGS H
Overall Dimensions Measurement 100% Drawing
Inclination Angle Layout 100% Within 2mm
Matching
Weld Inspection Visual 100% Drawing
Straightness Measurement 100% 1mm/Mtr, or 10mm
Max.
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
Aesthetics-Weld tacks,Surface Marks, Sharp Corners Visual 100% Free from Surface
Discontinuities
14 FINAL INSP.OF CANOPY STRUCTURE H
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Weld Inspection Visual 100% Drawing
Straightness & Alignment Visual 100% Drawing
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
15 FINAL INSP.OF MONORAIL STR, TEMP.ERECTION & PR.PART SUPPORTS H
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Weld Inspection Visual 100% Drawing
Straightness & Alignment Measurement 100% Drawing
ID Marking by Tag Welding (Job no.,Drg.no.,Part no Visual 100% Drawing
16 SURFACE PREPARATION H
Surface Preparation & Cleaning Visual 100% Drawing, Painting
Specs.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 7
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
17 PAINTING INSPECTION H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing/ Painting
Specs.
ID Marking by Tag Welding (Job no.,Drg.no.,Part no.) Visual 100% Drawing
18 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Compilation
of document
Inspection Release Note Issuance of
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N51
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER STRUCTURE DATE : 28-07-2011
PAGE : 8
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N52
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FOUNDATION BOLTS & PACKER PLATES DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
Nut Proof Load in black condition Mech. 2 Samples Code
Testing /Size
2 FINAL INSPECTION (FOUNDATION BOLT) H
Bolt Dimensions: Overall Length, Thread Lenght Measurement 10% Drawing
Anchor Plate Dimensions: Length X Width x Thickness Measurement 10% Drawing
Plain Washers / Taper Washers Measurement 10% Drawing
Bolt thread, finish & Size Visual, 10% Drawing
Thread ga
Nut Proof Load in black condition Review Review Drawing/code
Nut,Locknut fitment with Bolt Threads Visual 10% Drawing/Code
Weld Inspection (Size & Finish) of anchoring Plates/Rods Measurement 10% Drawing
& Visual
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N52
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FOUNDATION BOLTS & PACKER PLATES DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
3 FINAL INSPECTION (PACKER PLATES) H
Dimensions: Length x Width x Thickness Measurement 10% Drawing
Edge Finish Visual 10% Free From Burrs
4 PAINTING INSPECTION H
Compliance to Drawing for Scope Review 100% Drawing-BOM
Greasing/Oiling on Threaded Portion Visual 100% TBW Practice
Painting Visual 100% Drawing/ Painting
Specs.
Identification Marking (Size & Job no.) Visual 100% Drawing/PO
5 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Compillation of
stage IR's & MTC's
Inspection Release Note Issuance of 100% IRN
IRN
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N52
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
FOUNDATION BOLTS & PACKER PLATES DATE : 28-07-2011
PAGE : 3
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N53
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
GRATINGS(GRILLS) DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement At Random Drawing/ Specs.
Surface Condition Visual 100% Free From Surface
Defects
2 DIMENSIONAL INSPECTION H
Length & Width Measurement 10% +0/-5mm
Span Orientation Visual Random Drawing/ Pattern
Diagonals Measurement 10% Within 5mm
Ups & Downs of Load Members & Secondary Members Measurement 10% Within 1mm
Dimensions & Thickness Measurement At Random Drawing/ Specs.
Transverse Bow Measurement 10% Within 3mm
Logitudinal Bow Measurement 10% Within 5mm
Weld Inspection (Size & Finish) Visual 10% Free from
Significant Defects,
Spatters/Slag
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N53
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
GRATINGS(GRILLS) DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
3 CHECK TEST FOR GALVANISING,(IF APPLICABLE) H
Uniformity in thickness of coating Preece Test Sample IS:2633
Mass of Zinc coating Mass of Sample IS:6745
Zinc coat
Adherence of Zinc coating Adhesion Sample IS:2629
Test
DFT of Zinc coating Measurement Sample Drawing/IS:2629
4 PAINTING/COATING AND FINAL INSPECTION H
Compliance to Drawing/PO for Scope Verify 100% Drawing-BOM/PO
Surface Preparation Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore expiry
Visual Inspection after painting Visual 10% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement Random Drawing/ Painting
Specs.
Visual Inspection for Galvanised items (if Applicable) Visual 10% IS:2629
DFT of zinc coat for Galvanised items (If applicable) Measurement Random Drawing/IS:2629
Identification Marking (Grill Size, Job No., Mark no.) Visual 100% Drawing
5 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Compilation of IR's
& TC , Drawing
Inspection Release note Issuance of
IRN
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N53
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
GRATINGS(GRILLS) DATE : 28-07-2011
PAGE : 3
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
SAUDI ARAMCO
1. WPS,PQR,WPQ and Welding Technology sheet(WTS) WELDING PROCEDURE SPECIFICATIONS
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N54
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DRUM INTERNALS & EXTERNALS DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H XX
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 INSPECTION OF DRUM INTERNALS H XX
Orientation of Assembly w.r.to Boiler Front Visual 100% Drawing
Overall Assembly Dimensions Measurement 100% Drawing
3 INSPECTION OF DRUM EXTERNALS H XX
Dimensions on Layout Measurement 100% Drawing
NDE of Lifting Lug UT 100% Free from
Laminations
NDE of Saddle pad plates after rolling UT 100% Free from
Laminations
NDE on plates edges of > 8mm thick PT 100% Free from
Laminations
4 FINAL INSPECTION H XX
Completion of all Welding Visual 100% Drawing
Weld Inspection Visual 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N54
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DRUM INTERNALS & EXTERNALS DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
Application of Rust Prevension Oil on Drum Internals Visual 100% TBW Practice
Painting on Drum Externals Visual 100% Drawing/Specs.
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Identification Marking (Job no.,Drg.no.,Part no Visual 100% Drawing
5 INSPECTION RELEASE NOTE H XX
Final Document Review Review 100% Drawing, Technical
Specifications
Inspection Release & Certification Issuance of 100% Drawing, Technical
IRN Specifications
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N54
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
DRUM INTERNALS & EXTERNALS DATE : 28-07-2011
PAGE : 3
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
XX INTERNAL INSPECTION Inspection option for 'XX' points will be excercised by Thermax/Vendor QC and
will not applicable to TPI/Client Inspection.
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY /TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N55
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER BASE FRAME(FM) DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 SPLICE JOINTS IN MAIN LOAD CARRYING MEMBERS H
Splice Joint Details Review 100% Engg Approval
Setup Dimensions Measurement 100% Drg/Engg Document
Welding Inspection Visual 100% Drawing
Weld Soundness RT 100% Procedure/Code
3 INSP.OF PAD PLATES H
Layout Inspection Measurement 100% Drawing
Dimensions on Layout-Profile, Centre Height Layout 100% Within 1mm
Matching
Circumference & Alignment Layout 100% Drawing
Matching
Location & Size of Tell-Tale Hole & Squareness Measurement 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N55
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER BASE FRAME(FM) DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
4 FINAL INSPECTION H
Orientation Visual 100% Drawing
Overall Assembly Dimensions Measurement 100% Drawing
Twist & Levelling Water Level 100% Within 5mm
, Plumb
Squareness Measurement 100% Within 5mm
Pad Plate Profile & Concetricity Template 100% Within 3mm
Completion of all Welding Verify 100% Drawing
Weld Inspection (Size & Finish) Visual 100% Drawing
Compliance to drawing for Scope Verify 100% Drawing-BOM
Identification Marking (Job No.,Drg No.,Part No.) Visual 100% Drawing
5 PAINTING INSPECTION H
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs., Application
before Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/m2 Drawing/ Painting
Specs.
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N55
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
BOILER BASE FRAME(FM) DATE : 28-07-2011
PAGE : 3
SAUDI ARAMCO
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT WELDING PROCEDURE SPECIFICATIONS
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY - CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N56
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ECONOMISER CASING & STRUCTURE DATE : 28-07-2011
PAGE : 1
1.0 JOB SPECIFIC DATA : -
CUSTOMER :
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
CONSULTANT : - PROJECT NO:
INSP. AGENCY: - ---
2.0 QUALITY STAGES & INSPECTION :
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
1 MATERIAL IDENTIFICATION H
Material Specification Review 100% Drawing
Verification of Specification Review 100% MTC/Code
Check Test, if no MTC Check_Test As per Code Material Specs.
Dimensions Measurement 10% Drawing/Code
Surface Condition Visual 100% Free From Surface
Defects
2 INSPECTION OF COLUMNS H
Orientation of Assembly w.r.to Boiler Front Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Level Marking Visual 100% Drawing
Squareness of Connections Measurement 100% 1.5 gap in 12"
length
Straightness - (Camber / Sweep) Measurement 100% 1mm/Mtr, or 10mm
Max.
Twist & Levelling Water level 100% Within 5mm
, Plumb
Site Weld Preperation Visual 100% Drawing
Identification & Match Marking Visual 100% Drawing
*INSP.BY - CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N56
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ECONOMISER CASING & STRUCTURE DATE : 28-07-2011
PAGE : 2
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
3 INSP.OF TOP & BOTTOM FRAME H
Orientation Visual 100% Drawing
Overall Assembly Dimensions Measurement 100% Drawing
Alignment & Squareness Measurement 100% Drawing
4 INSP.OF STUDS & U-BOLTS H
Verification of Stud Material and Size Verify 100% Drawing
Check Test, if no MTC Check_Test As per Code Material Specs.
Thread Length & Nut Fitment Verify 100% Free Fitment with
Stud/U-Bolt Threads
U-Bolt Dimensions on Layout Layout 100% Within 2mm
Matching
Application of Rust Prevension Oil Verify 100% TBW Practice
5 INSP.OF COIL SUPPORTS H
Overall Dimensions Measurement 100% Drawing
Location of Supports Measurement 100% Drawing
Matching of Holes with Respective Flats Verify 100% Drawing
Weld Inspection Visual 100% Drawing
6 INSP.OF CASING H
Orientation Visual 100% Drawing
Overall Dimensions Measurement 100% Drawing
Opening Dimensions Measurement 100% Drawing
Identification & Match Marking Visual 100% Drawing
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN) Contd...
SAUDI ARAMCO
THERMAX LIMITED WELDING PROCEDURE SPECIFICATIONS
BOILER & HEATER GROUP
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N56
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ECONOMISER CASING & STRUCTURE DATE : 28-07-2011
PAGE : 3
SR. INSPECTION STAGES ACCEPTANCE STANDARD * INSP. BY
NO.
SAUDI ARAMCO
CHARACTERISTICS METHOD EXTENT REF.DOC./ PROCEDURE TL CLI
WELDING PROCEDURE SPECIFICATIONS
7 PAINTING & FINAL INSPECTION H
Compliance to Drawing for Scope Verify 100% Drawing-BOM
Surface Preparation for Painting Visual 100% Drawing/Specs.
Paint Shade, Make, Batch No., Expiry Date Visual 100% Drawing, Painting
Specs.,Application b
efore Expiry
Visual Inspection after painting Visual 100% Complete coverage of
area, No rundowns,
Peel-offs, Cracks
Paint-DFT Measurement 2Spots/m2 Drawing/ Painting
Specs.
Identification Marking (Job no.,Drg.no.,Part no.) Visual 100% Drawing
8 INSPECTION RELEASE NOTE H
Final Document Review Review 100% Drawing, Technical
Specifications
Inspection Release & Certification Issuance of 100% Drawing, Technical
IRN Specifications
3.0 NOTES :
1) Following documents, as applicable are to be reviewed during inspection.
1. WPS,PQR,WPQ and Welding Technology sheet(WTS)
2. Material Test Certificates
3. Manufacturing Records
4. All the required Inspection Records.
IT IS MANDATORY FOR MANUFACTURER'S QUALITY CONTROL TO CARRY OUT
INSPECTION OF ALL THE STAGES COVERED IN THIS ITP.
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
SAUDI ARAMCO
WELDING PROCEDURE SPECIFICATIONS
INSPECTION & TEST PLAN (QA PLAN) FOR CONTROL NO. : ITP/ERPLN /N56
SAUDI ARAMCO
REVISION NO.: 0
WELDING PROCEDURE SPECIFIC
ECONOMISER CASING & STRUCTURE DATE : 28-07-2011
PAGE : 4
4.0 INSPECTION POINTS
INSPECTION POINTS ARE INDICATED BY :
SAUDI ARAMCO
R Record Review Point RECORD REVIEW POINT is a recording operation in the operation / production WELDING PROCEDURE SPECIFICATIONS
cycle marked by the AI/Customer/TPI. Record of inspection is maintained
and will be made available to AI/Customer/TPI for review during next
HOLD/WITNESS stage Inspection,as applicable.
W Witness Point WITNESS POINT is defined as a notification operation in operation / production
cycle marked by the AI/Customer/TPI to excercise their option to witness
and verify a specific operation. Further processing shall proceed where the
AI/Customer/TPI do not validate their option. The notification shall be
documented in a manner acceptable to AI/Customer/TPI, as applicable.
H Hold Point HOLD POINT is defined as a verification of the operation by the requesting
authority AI,Customer/TPI.Further processing is prohibited until acceptance
of the operation & documentation is completed by the requesting authority.
- - Inspection option will not be exercised
5.0 RECORD OF REVISIONS :
REV NO. DATE CHANGES
PREPARED BY CHECKED BY APPROVED BY ACCEPTED BY CLIENT/CONSULTANT/TPI
*INSP.BY CLI -CLIENT/TPI
Session : tccom9420m040 INSPECTION & TEST PLAN (QA PLAN)
You might also like
- The Plastic Film and Foil Web Handling GuideDocument193 pagesThe Plastic Film and Foil Web Handling Guideeko_hermawan_488% (8)
- SAT Plan & Procedure VMSDocument47 pagesSAT Plan & Procedure VMSMGHIRBI HAYKELNo ratings yet
- Saudi Aramco Test ReportDocument6 pagesSaudi Aramco Test Reportkarthi51289No ratings yet
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Document7 pagesPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaNo ratings yet
- UntitledDocument2 pagesUntitledIrfan NaqibNo ratings yet
- Irshad Khan CVDocument4 pagesIrshad Khan CVGood GamerNo ratings yet
- NDT Request (Template)Document4 pagesNDT Request (Template)Bethel Ndifon100% (1)
- WPS & SmawDocument12 pagesWPS & Smawnuke apriyaniNo ratings yet
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- SAIC-W-2077 Weld Joint Identification SystemDocument1 pageSAIC-W-2077 Weld Joint Identification Systemkarioke mohaNo ratings yet
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- Saudi Aramco Test ReportDocument5 pagesSaudi Aramco Test Reportkarthi51289No ratings yet
- Precommissioning Activities Reinstatement ChecklistDocument1 pagePrecommissioning Activities Reinstatement ChecklistYusufNo ratings yet
- Iso9001 AsmeDocument2 pagesIso9001 AsmeAnonymous wKvJXBJ2iNo ratings yet
- SAIC-L-2136 Rev 0Document3 pagesSAIC-L-2136 Rev 0philipyapNo ratings yet
- 1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1Document4 pages1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1JithuJohnNo ratings yet
- Satip W 014 01Document12 pagesSatip W 014 01spravin231No ratings yet
- SAIC-P-3003 Rev 7 FinalDocument7 pagesSAIC-P-3003 Rev 7 FinalEnginerShahzadGhaffarNo ratings yet
- Itp Pipe SupportsDocument4 pagesItp Pipe SupportskamlNo ratings yet
- SP 2154Document26 pagesSP 2154Anoop gokhaleNo ratings yet
- Saep 323 PDFDocument8 pagesSaep 323 PDFthanga balanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection ChecklistAnonymous 4e7GNjzGWNo ratings yet
- QCF111 Cement Concrete Paving ReportDocument2 pagesQCF111 Cement Concrete Paving ReportminhnnNo ratings yet
- Tis-Gti-Aosi-Epf-Itp-001 Inspection Test Plan (Itp)Document10 pagesTis-Gti-Aosi-Epf-Itp-001 Inspection Test Plan (Itp)Raka PriaNo ratings yet
- QAP ITP Bhogat - REV-01Document8 pagesQAP ITP Bhogat - REV-01Ramkunwar YadavNo ratings yet
- Offshore Marinetech PVT - LTD: Electrode Baking RegisterDocument3 pagesOffshore Marinetech PVT - LTD: Electrode Baking RegisterPrathamesh OmtechNo ratings yet
- 2-Interview Questions For QC E&IDocument103 pages2-Interview Questions For QC E&ITouqueer AhmadNo ratings yet
- SAIC-W-2086 In-Process Welding Inspection PDFDocument5 pagesSAIC-W-2086 In-Process Welding Inspection PDFkarioke mohaNo ratings yet
- Samples ITPDocument4 pagesSamples ITPHassan SajidNo ratings yet
- 00 Saip 12Document8 pages00 Saip 12aamirtec301No ratings yet
- QMIS LBE Rev Mech Final OldDocument683 pagesQMIS LBE Rev Mech Final OldprabakaranNo ratings yet
- Request For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsDocument3 pagesRequest For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsUr FriendNo ratings yet
- SAIC-W-2084 Buttering or Build-Up of JointsDocument1 pageSAIC-W-2084 Buttering or Build-Up of Jointskarioke mohaNo ratings yet
- Saudi Aramco Test ReportDocument7 pagesSaudi Aramco Test Reportkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistZia ur RehmanNo ratings yet
- ITP TableDocument3 pagesITP Tablearunrad100% (1)
- 3SS NW00 00007 PDFDocument10 pages3SS NW00 00007 PDFKarthikNo ratings yet
- QC Inspector InstrumentDocument17 pagesQC Inspector InstrumentFahadNo ratings yet
- Saudi Aramco Test Report: SATR-P-3117 3-Jul-18 Elect-DC Panelboards / CB'S, Pre-Commissioning & Functional TestingDocument6 pagesSaudi Aramco Test Report: SATR-P-3117 3-Jul-18 Elect-DC Panelboards / CB'S, Pre-Commissioning & Functional Testingkarthi51289No ratings yet
- WPSDocument25 pagesWPSWaqas WaqasNo ratings yet
- Saudi Aramco Test ReportDocument5 pagesSaudi Aramco Test ReportzhangNo ratings yet
- QA QC Manual 2008Document86 pagesQA QC Manual 2008netomeller100% (2)
- Resume Sample PDFDocument4 pagesResume Sample PDFamitrdttecNo ratings yet
- Pressure Vessel ITP Rev 0Document10 pagesPressure Vessel ITP Rev 0SLC HosurNo ratings yet
- QA-QC - Requirements - RevDocument7 pagesQA-QC - Requirements - RevarissaNo ratings yet
- Satip F 001 04Document4 pagesSatip F 001 04Anonymous 4e7GNjzGWNo ratings yet
- ITP-000 Piping Fabrication (Exemple)Document5 pagesITP-000 Piping Fabrication (Exemple)alinor_tn100% (1)
- ITP Work DownDocument5 pagesITP Work DownMuralimohan Pandian100% (1)
- Gme-Qs-L2-202 Specification For Quality Assurance R1 27-09-2016Document37 pagesGme-Qs-L2-202 Specification For Quality Assurance R1 27-09-2016Kannan MurugesanNo ratings yet
- Inspection and Test Plan: Piping Fabrication & InstallationDocument11 pagesInspection and Test Plan: Piping Fabrication & Installationmohd as shahiddin jafriNo ratings yet
- Qa-Qc Inspector Training & Qualification Procedure Eni IraqDocument8 pagesQa-Qc Inspector Training & Qualification Procedure Eni IraqNaveed Ahmed Get-InfoNo ratings yet
- Satip e 007 01Document2 pagesSatip e 007 01Anonymous 4e7GNjzGWNo ratings yet
- Inspection Checklist For: Control ValvesDocument2 pagesInspection Checklist For: Control Valvesabdelkader benabdallahNo ratings yet
- 175 010710Document2 pages175 010710Abu Anas M.Salaheldin100% (1)
- ITP For REPAIR - MODIFY OF STEEL STRUCTUREDocument8 pagesITP For REPAIR - MODIFY OF STEEL STRUCTUREShewale PravinNo ratings yet
- SATR-L-2001 Rev. 5Document10 pagesSATR-L-2001 Rev. 5Neelam AhmadNo ratings yet
- Inspection In Manufacturing A Complete Guide - 2020 EditionFrom EverandInspection In Manufacturing A Complete Guide - 2020 EditionNo ratings yet
- STD QapDocument141 pagesSTD QapSURAJ PRSADNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- QAP - Invest Energy Group (10.0 TPH)Document3 pagesQAP - Invest Energy Group (10.0 TPH)chanjunkaiNo ratings yet
- Aramco Tank Projects Study ReferenceDocument19 pagesAramco Tank Projects Study ReferenceKoya ThangalNo ratings yet
- Active Doc ListDocument675 pagesActive Doc ListKoya ThangalNo ratings yet
- Saudi Aramco Interview QuestionsDocument4 pagesSaudi Aramco Interview QuestionsKoya ThangalNo ratings yet
- Cswip Qa 3 2Document8 pagesCswip Qa 3 2Koya ThangalNo ratings yet
- QA10-G-5058 G03 Project Execution Rev.0Document26 pagesQA10-G-5058 G03 Project Execution Rev.0Koya ThangalNo ratings yet
- 1-Vision Ability WQCDocument1 page1-Vision Ability WQCKoya ThangalNo ratings yet
- Cswip 3.1 Practice QuestionDocument22 pagesCswip 3.1 Practice QuestionKoya ThangalNo ratings yet
- Editable List of Procedure+Document5 pagesEditable List of Procedure+Koya ThangalNo ratings yet
- Procedure For FabricationDocument10 pagesProcedure For FabricationKoya ThangalNo ratings yet
- Stainless Steel Cast FittingsDocument7 pagesStainless Steel Cast FittingsKoya ThangalNo ratings yet
- Valve Basic Interview Questions & AnswersDocument6 pagesValve Basic Interview Questions & AnswersKoya Thangal100% (1)
- Positive Material Identification ProcedureDocument10 pagesPositive Material Identification ProcedureKoya Thangal100% (1)
- Pressure Vessel Shop Fabrication & InspectionDocument80 pagesPressure Vessel Shop Fabrication & InspectionKoya Thangal100% (1)
- Pickling Passivation ProcedureDocument5 pagesPickling Passivation ProcedureKoya Thangal100% (1)
- Project Weld Status Report - (Rev.01) : Saudi Aramco Test ReportDocument1 pageProject Weld Status Report - (Rev.01) : Saudi Aramco Test ReportKoya ThangalNo ratings yet
- Editable List of Industrial ReportDocument3 pagesEditable List of Industrial ReportKoya ThangalNo ratings yet
- Post Weld Visual Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejDocument2 pagesPost Weld Visual Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejKoya ThangalNo ratings yet
- Dimensional Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejDocument1 pageDimensional Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejKoya ThangalNo ratings yet
- FAT - 59 Fixed Asset Transfer - Construction For WO# 2038-121Document1 pageFAT - 59 Fixed Asset Transfer - Construction For WO# 2038-121Koya ThangalNo ratings yet
- Fitup Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejDocument2 pagesFitup Inspection Register: S.No Report No Description ITP Status Remarks Item No AIC Ssem Fitchner Acc / RejKoya ThangalNo ratings yet
- Storage TANK - WELD MAPDocument2 pagesStorage TANK - WELD MAPKoya Thangal100% (1)
- Hydro Test Package For The Tank No.#: Khobar To Dammam / Jamiah Water Transmission SystemDocument2 pagesHydro Test Package For The Tank No.#: Khobar To Dammam / Jamiah Water Transmission SystemKoya ThangalNo ratings yet
- TDS LF-371 - Dec22Document2 pagesTDS LF-371 - Dec22ofershochetNo ratings yet
- The Challenge For Perfect Sound: Philharmonie de ParisDocument4 pagesThe Challenge For Perfect Sound: Philharmonie de ParisDavid Aaron MontoyaNo ratings yet
- Done - SSAB - Welding of StrenxDocument16 pagesDone - SSAB - Welding of StrenxMONo ratings yet
- 03 - Sprinkler SystemDocument21 pages03 - Sprinkler SystemJeghiNo ratings yet
- Electronic DamperDocument10 pagesElectronic DamperRaja Sekaran SajjaNo ratings yet
- Geology 40 SyllabusDocument2 pagesGeology 40 SyllabusMimiNo ratings yet
- UTP For LNG PDFDocument5 pagesUTP For LNG PDFkamals55No ratings yet
- Heat Fusion Joining of Polyethylene Pipe and Fittings: Standard Practice ForDocument19 pagesHeat Fusion Joining of Polyethylene Pipe and Fittings: Standard Practice FordnavarroNo ratings yet
- 2022A MECD413 DeberII1Document2 pages2022A MECD413 DeberII1Alexis YepezNo ratings yet
- 477 COMPRESSION TEST Mayıs 2021Document25 pages477 COMPRESSION TEST Mayıs 2021Ahmed KhasawnehNo ratings yet
- CMT Lab FunctionsDocument19 pagesCMT Lab FunctionsSiva ShankarNo ratings yet
- Awwa Water Pipe Deposit AnalysisDocument25 pagesAwwa Water Pipe Deposit AnalysisAntoine LiaboeufNo ratings yet
- Jurnal Fotometri NurfadillahDocument5 pagesJurnal Fotometri NurfadillahNurfadillahNo ratings yet
- Product Pump Pontoon SetDocument11 pagesProduct Pump Pontoon SetlsaishankarNo ratings yet
- Discussion LA Abrasion TestDocument2 pagesDiscussion LA Abrasion Testnasrul najmiNo ratings yet
- 6-Piping Stress Analysis Case Study (08 - 0507)Document36 pages6-Piping Stress Analysis Case Study (08 - 0507)juan montanbiker100% (9)
- E344 2013 Summer Solution Set 3: (B) What Role Does Each Component Play in The Forming and Firing Procedures?Document19 pagesE344 2013 Summer Solution Set 3: (B) What Role Does Each Component Play in The Forming and Firing Procedures?Firdhaus ZulkifleNo ratings yet
- Som Unit No2Document5 pagesSom Unit No2Albaar MehdiNo ratings yet
- Problemas 4.11 y 4.17 Principios de Metalurgia FisicaDocument4 pagesProblemas 4.11 y 4.17 Principios de Metalurgia FisicaIsai Espinoza TorresNo ratings yet
- Composite Steel Girder DesignDocument39 pagesComposite Steel Girder DesignNithesh Sham50% (2)
- Assignment 6Document2 pagesAssignment 6Abhilash TilakNo ratings yet
- Unit III Condition MonitoringDocument28 pagesUnit III Condition MonitoringMECHA ENGINEEERINGNo ratings yet
- Fundamentals of Area ClassificationDocument10 pagesFundamentals of Area ClassificationHuan Trinh VanNo ratings yet
- The Man Takes The Hot Pot Off The Stove With His Bare Hands and His Hands Get Burned. This Is An Example ofDocument3 pagesThe Man Takes The Hot Pot Off The Stove With His Bare Hands and His Hands Get Burned. This Is An Example ofevelyne serafeeNo ratings yet
- Heidelberg CoatingDocument36 pagesHeidelberg CoatingAlexander Diaz100% (3)
- Sae Ams S 13165Document27 pagesSae Ams S 13165sabrunoNo ratings yet
- A2 Chemistry NotesDocument99 pagesA2 Chemistry NotesMelissa ChaiNo ratings yet
- Control of Secondary and Scattered RadiationDocument40 pagesControl of Secondary and Scattered RadiationgammasharkNo ratings yet
- Course Registration PlanDocument3 pagesCourse Registration PlanUtcha-uea CheawchanNo ratings yet