You might also like
- Quic Reference Card 737Document2 pagesQuic Reference Card 737robsous100% (18)
- ISX15 CM2250 ZYDEL v4 ZyNoT (Licensed To Smokn Stacks)Document14 pagesISX15 CM2250 ZYDEL v4 ZyNoT (Licensed To Smokn Stacks)elvishernandezNo ratings yet
- StandardOperating Procedure - Diesel Generator - V01-26082010Document6 pagesStandardOperating Procedure - Diesel Generator - V01-26082010Karthik MandyaNo ratings yet
- MSD 2900 ManualDocument28 pagesMSD 2900 Manualwoocash clabyshNo ratings yet
- Webcam Setup - ArchWiki PDFDocument8 pagesWebcam Setup - ArchWiki PDFAlina OtellNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Tech Notice 07 - Dual Cooling Tech Notice FinalDocument4 pagesTech Notice 07 - Dual Cooling Tech Notice FinalKuldeep SinghNo ratings yet
- Man Trucks Guidelines For Power Take OffsDocument16 pagesMan Trucks Guidelines For Power Take Offskirankumarvadla0% (1)
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Office365 AdminDocument480 pagesOffice365 AdminDoccon PT Synergy100% (3)
- P9394GSI: VHP Series FourDocument2 pagesP9394GSI: VHP Series FourhamadaNo ratings yet
- Adaptronic Blacktop Installation NotesDocument6 pagesAdaptronic Blacktop Installation NotesRayz GsrNo ratings yet
- Computer Aided Manufacturing - 2 Marks - All 5 UnitsDocument18 pagesComputer Aided Manufacturing - 2 Marks - All 5 UnitsMohan Prasad.M67% (6)
- Assembler 4 PresentationDocument59 pagesAssembler 4 PresentationRiyaas MvpNo ratings yet
- AEM InstallManual30 1120Document6 pagesAEM InstallManual30 1120Danno NNo ratings yet
- Start Up Routine: Field Component ManualDocument12 pagesStart Up Routine: Field Component Manualihwisso100% (5)
- JNDF 15.b R SG V2of2Document224 pagesJNDF 15.b R SG V2of2Ian Carter100% (1)
- Hand Over NotesDocument6 pagesHand Over NotesDon100% (1)
- Operator E-Jets News Rel 16Document10 pagesOperator E-Jets News Rel 16PDDELUCANo ratings yet
- File - 20220609 - 210203 - Ce Handing Over NotesDocument5 pagesFile - 20220609 - 210203 - Ce Handing Over NotesPhuc ChuNo ratings yet
- Booster Pump Agiba PDFDocument518 pagesBooster Pump Agiba PDFhamadaNo ratings yet
- 3G Node BDocument44 pages3G Node BARUP PAL100% (1)
- Control Narrative TAR 13 09 Rev2Document17 pagesControl Narrative TAR 13 09 Rev2Anonymous t12LV5No ratings yet
- Encon Basement VentilationDocument15 pagesEncon Basement VentilationadnanNo ratings yet
- Basic Design Review Comments I and C ChpiDocument15 pagesBasic Design Review Comments I and C ChpiEyu Allaga Abanto-Busayong VegafriaNo ratings yet
- Encon Basement VentilationDocument15 pagesEncon Basement VentilationcyruskuleiNo ratings yet
- Dl420-5k ZF Transmission CalibrationDocument8 pagesDl420-5k ZF Transmission CalibrationIlkin Gedik100% (1)
- Legacy Systems The Inconvenient Truth and The Cost of Doing NothingDocument40 pagesLegacy Systems The Inconvenient Truth and The Cost of Doing Nothingrf_12380% (1)
- Reparacion ECMDocument6 pagesReparacion ECMarche70No ratings yet
- Rotating Equip. Engineer CV - UpdateddocDocument4 pagesRotating Equip. Engineer CV - UpdateddochamadaNo ratings yet
- Ice Qube ManualDocument16 pagesIce Qube ManualGiorgio FerNo ratings yet
- 70.00.00023 28-NOV-2022 28-NOV-2022 Open A320-200N, A321-200N, A321-200NX 80-00 Iae LLC Update With EIU S4.4Document9 pages70.00.00023 28-NOV-2022 28-NOV-2022 Open A320-200N, A321-200N, A321-200NX 80-00 Iae LLC Update With EIU S4.4jivomirNo ratings yet
- Basement VentilationDocument8 pagesBasement VentilationArshavin Watashi Wa100% (2)
- BCN-B HW ArchitectureDocument21 pagesBCN-B HW ArchitectureVinesh S RNo ratings yet
- Catalogo Clack cmp450LDocument78 pagesCatalogo Clack cmp450LandersonNo ratings yet
- TRACK Press Rebuild #1 WTC Machinery Corp WTCDocument3 pagesTRACK Press Rebuild #1 WTC Machinery Corp WTCwboeremaNo ratings yet
- CE Handover Briefing Notes - 8-JUNDocument4 pagesCE Handover Briefing Notes - 8-JUNAndhityas Piscessandhy PutraNo ratings yet
- Steps To Be Followed For IP20N Configuration v1 3Document5 pagesSteps To Be Followed For IP20N Configuration v1 3dev tomar100% (1)
- ComPacAVPAPDS 020509Document12 pagesComPacAVPAPDS 020509Anthony OrendainNo ratings yet
- 456 - 42000e TESCO Torque Turn ServicesDocument2 pages456 - 42000e TESCO Torque Turn Servicestedongsaleko100% (1)
- ADAM ConfigDocument11 pagesADAM ConfigWagner GuimarãesNo ratings yet
- 6.4L Diesel Talk LIVEDocument40 pages6.4L Diesel Talk LIVECHRISTIAN LOZANONo ratings yet
- Chiller Report PDFDocument3 pagesChiller Report PDFEng.mohamed TawfikNo ratings yet
- Ac Servo Motor Control System Trainers ASMC-2: FeaturesDocument4 pagesAc Servo Motor Control System Trainers ASMC-2: FeaturesYousef AlipourNo ratings yet
- 6.1. Iop Related Problems and Solutions: Do's and Don'tsDocument7 pages6.1. Iop Related Problems and Solutions: Do's and Don'tsRuban Vijaya SinghNo ratings yet
- Mud Logging Unit Handover Report - From Naoufel DHAOUADI To Hussein MAHROUS - 26.04Document3 pagesMud Logging Unit Handover Report - From Naoufel DHAOUADI To Hussein MAHROUS - 26.04MOUKOLO arseneNo ratings yet
- PM IoclDocument4 pagesPM IoclShubham SinghNo ratings yet
- V-MAC III Service Tools v.2.9.4Document3 pagesV-MAC III Service Tools v.2.9.4JenMicMarAguNo ratings yet
- Manual ENGDocument9 pagesManual ENGmkaukolaNo ratings yet
- MydocDocument3 pagesMydocghatevinod9360No ratings yet
- مواصفات الفنية ستلافال الزاب 2018Document5 pagesمواصفات الفنية ستلافال الزاب 2018omar alnasserNo ratings yet
- Procedure To Complete Iavl When Idle Speed Needs To Be ReducedDocument5 pagesProcedure To Complete Iavl When Idle Speed Needs To Be ReducedZNN9002No ratings yet
- Manual-Motor de Gasolina Cm11 MkiiDocument4 pagesManual-Motor de Gasolina Cm11 MkiiNallely MassoNo ratings yet
- Service Bulletin: CopierDocument3 pagesService Bulletin: CopierMubasher AliNo ratings yet
- Tn-95-180085-E vhf7222 SW 110Document4 pagesTn-95-180085-E vhf7222 SW 110Przemysław CzekalskiNo ratings yet
- Operator E-Jets News Rel 09Document13 pagesOperator E-Jets News Rel 09PDDELUCANo ratings yet
- 240 L4-2.3L Sohc Vin 88 B230F (1987) PDFDocument121 pages240 L4-2.3L Sohc Vin 88 B230F (1987) PDFbeep boopNo ratings yet
- Worksheet 4-Input+OutputDocument5 pagesWorksheet 4-Input+OutputShiza SiddiqueNo ratings yet
- T-Icb-06: 2.1 To Study The Existing Systern To Acquisition Sysrem Das-100 System Imake Yokogawa, Japan)Document1 pageT-Icb-06: 2.1 To Study The Existing Systern To Acquisition Sysrem Das-100 System Imake Yokogawa, Japan)Tufail MemonNo ratings yet
- Cooling System CheckDocument2 pagesCooling System CheckbejoythomasNo ratings yet
- Energy Savings Audit in Textile IndustryDocument10 pagesEnergy Savings Audit in Textile Industrymawais15No ratings yet
- Technical SpecificationDocument6 pagesTechnical SpecificationArtis SniedzeNo ratings yet
- FW Main Module From 1 6 00 Rev 2Document3 pagesFW Main Module From 1 6 00 Rev 22ndpostaNo ratings yet
- Medium Voltage Motor Auto Re-Start Logic Review Report: Process Technology Department T-PRTER # 0001 4/3/2019Document7 pagesMedium Voltage Motor Auto Re-Start Logic Review Report: Process Technology Department T-PRTER # 0001 4/3/2019Mohamed Sayed AbdoNo ratings yet
- ZM r5850Document30 pagesZM r5850taslim4uNo ratings yet
- Inside This Issue: ? ?techtipsDocument4 pagesInside This Issue: ? ?techtipscarmaNo ratings yet
- FW DP From 0 4 00 Rev 2Document4 pagesFW DP From 0 4 00 Rev 22ndpostaNo ratings yet
- Checklist B757 CaptainSimDocument15 pagesChecklist B757 CaptainSimanas9889No ratings yet
- Engcalc130 1.11 4 24Document1 pageEngcalc130 1.11 4 24hamadaNo ratings yet
- SR - Rotating Equip. Engineer CV-2024Document3 pagesSR - Rotating Equip. Engineer CV-2024hamadaNo ratings yet
- KeywayDocument1 pageKeywayhamadaNo ratings yet
- AOP BSS Ball ValveDocument2 pagesAOP BSS Ball ValvehamadaNo ratings yet
- Watlow AF Style ThermocoulpeDocument3 pagesWatlow AF Style ThermocoulpehamadaNo ratings yet
- Om Manual TemplateDocument46 pagesOm Manual TemplatehamadaNo ratings yet
- 2G Avus1000aDocument3 pages2G Avus1000ahamadaNo ratings yet
- Chart CoolerDocument2 pagesChart CoolerhamadaNo ratings yet
- Altronic GSVDocument8 pagesAltronic GSVhamadaNo ratings yet
- Devcon F - MsdsDocument10 pagesDevcon F - MsdshamadaNo ratings yet
- Eni Blasia 220Document2 pagesEni Blasia 220hamadaNo ratings yet
- Petrosannan Gas Analysis Report 18-1-23Document1 pagePetrosannan Gas Analysis Report 18-1-23hamadaNo ratings yet
- All ServicesDocument4 pagesAll ServiceshamadaNo ratings yet
- Karima Reports 1-2023Document26 pagesKarima Reports 1-2023hamadaNo ratings yet
- Rotating Equip. Engineer CV - UpdateddocDocument4 pagesRotating Equip. Engineer CV - UpdateddochamadaNo ratings yet
- Plan1 PDFDocument3 pagesPlan1 PDFhamadaNo ratings yet
- Rotating Equip. Engineer CV - UpdateddocDocument4 pagesRotating Equip. Engineer CV - UpdateddochamadaNo ratings yet
- API 610 Centrifugal Pumps ModelsDocument1 pageAPI 610 Centrifugal Pumps ModelshamadaNo ratings yet
- Daily Report For Emc Team 24-10-2020Document10 pagesDaily Report For Emc Team 24-10-2020hamadaNo ratings yet
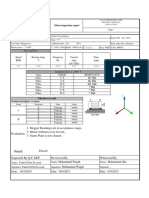
- Motor Inspection Report: Speed RPM Bearing Temp. ºc Frequency HZ Current Amp. Time MinDocument1 pageMotor Inspection Report: Speed RPM Bearing Temp. ºc Frequency HZ Current Amp. Time MinhamadaNo ratings yet
- Mir20 1 2015Document1 pageMir20 1 2015hamadaNo ratings yet
- Couplings Type TSK - TSP - Tsa - TSC - TLKDocument4 pagesCouplings Type TSK - TSP - Tsa - TSC - TLKhamadaNo ratings yet
- LVA Pump PDFDocument2 pagesLVA Pump PDFhamadaNo ratings yet
- Motor Inspection Report: Vibration Records Time Min Bearing Temp. 20 15 50 30 3000 at 500volt Time Phase ResistanceDocument2 pagesMotor Inspection Report: Vibration Records Time Min Bearing Temp. 20 15 50 30 3000 at 500volt Time Phase ResistancehamadaNo ratings yet
- DU - BSC (H) CS BookletDocument121 pagesDU - BSC (H) CS BookletNagendra DuhanNo ratings yet
- Gran Turismo 5 PrologueDocument10 pagesGran Turismo 5 ProloguerenegadecrusaderNo ratings yet
- Episode 13 Utilizing Application For Teaching and LearningDocument14 pagesEpisode 13 Utilizing Application For Teaching and LearningPagarigan, Roxanne kaye B.No ratings yet
- Kony Fabric Intro EngDocument53 pagesKony Fabric Intro EngPIngNo ratings yet
- Resume - Abdul RaufDocument1 pageResume - Abdul RaufAbdul RaufNo ratings yet
- Odoo11 Reference JavascriptDocument56 pagesOdoo11 Reference JavascriptTarik ElkbichNo ratings yet
- Hyperlaser Gun Gear Giver.Document8 pagesHyperlaser Gun Gear Giver.mixybixy5No ratings yet
- WEKA Lab RecordDocument69 pagesWEKA Lab RecordSrinivasan AlladiNo ratings yet
- Performance Evaluation and Comparative Analysis of Network FirewallsDocument5 pagesPerformance Evaluation and Comparative Analysis of Network FirewallsMeenakshi DeepakNo ratings yet
- Data Queue in AS400Document1 pageData Queue in AS400NelsinNo ratings yet
- User Manual of DS-7100&DS-7200HI Series DVRDocument159 pagesUser Manual of DS-7100&DS-7200HI Series DVRarturo0diaz_1No ratings yet
- SNMP With Smi & MibDocument3 pagesSNMP With Smi & MibAnkit ChaharNo ratings yet
- Ubuntu Oneric Terminal KomandeDocument140 pagesUbuntu Oneric Terminal Komandems050506dNo ratings yet
- Mastering Autodesk Navisworks 2012 - Navisworks File FormatsDocument4 pagesMastering Autodesk Navisworks 2012 - Navisworks File Formatsdudu wowokNo ratings yet
- Order Deal PositionsDocument21 pagesOrder Deal PositionsNghiem Nguyen VinhNo ratings yet
- English Skill Questions BankDocument42 pagesEnglish Skill Questions Banknayra khanNo ratings yet
- 24 PDFDocument2 pages24 PDFH Shamas MurtazaNo ratings yet
- Increasing The Product Data-Length in MS-Navision® From 50 To 250 Characters - SD - SC - 201912Document12 pagesIncreasing The Product Data-Length in MS-Navision® From 50 To 250 Characters - SD - SC - 201912Sicelo DlaminiNo ratings yet
- PLSQL Introduction FinalDocument81 pagesPLSQL Introduction FinalPraveen VermaNo ratings yet
- Introduction To Computer Progamming in Qbasic LanguageDocument38 pagesIntroduction To Computer Progamming in Qbasic LanguageYoshitomi Maehara AliagaNo ratings yet
- Stuttgarter Zeitung: 1 History and ProfileDocument2 pagesStuttgarter Zeitung: 1 History and ProfileAnonymous J5vpGuNo ratings yet
- code tham khảo đồng hồ RTCds3231Document15 pagescode tham khảo đồng hồ RTCds3231ThủyBìnhNo ratings yet
- Anritsu S362EDocument112 pagesAnritsu S362Epinakin22No ratings yet
- 11 Engineering Graphics 2015 16Document3 pages11 Engineering Graphics 2015 16Prabhu Charan TejaNo ratings yet