Professional Documents
Culture Documents
01 - Amort. Pulsação - 1# Sucção - LP-1
Uploaded by
joaofbragasOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
01 - Amort. Pulsação - 1# Sucção - LP-1
Uploaded by
joaofbragasCopyright:
Available Formats
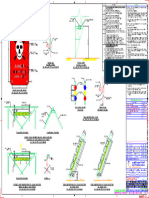
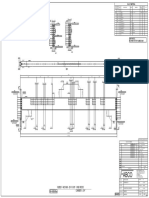
BILL OF MATERIAL
\A1;\pxql;{\H0.7x;\S1#2;}"(13)RAD.NOTCH(TYP.TOP&BTM)OMITWELDATNOTCH
0° NOTE TO BIDDER: ITEM QTY DESCRIPTION LENGTH HEAT NUMBER
BIDDER MUST PERFORM CODE CALCULATION TO MAKE SURE ALL
MAT'L THICKNESSES & WELD SIZES ARE SUITABLE FOR THE DESIGN 1 1
SHELL, 32"OD, 5/8" THK, 78" LG SA-516-70N 78"
4 CONDITIONS OF THE VESSEL. NB 2 2
REPAD,DUAL NOZZLE,(2) 8.88" ID HOLES ON 14" C/C,3" WIDE ALL AROUND,1/2"THK, ,ROLL SHORT WAY TO 32.00" ID
SA-516-70N
\A1;\pxi-3,l4t ; (3)5.0"[127]% CHOLESON16"[406]% C IRCLE QUAL YSPACED \A1;R 2"
A
S
M
E ENERFLEX ENERGY SYSTEMS, INC.
CERTIFIED BY 3
4
2
1
HEAD, 32"OD, 5/8" NOM, (0.5625) MIN, 2:1 ELLIP, 2" SF SA-516-70N
U HOUSTON TEXAS FABRICATE FROM 2:1 ELLIPTICAL HEAD (OR EQUIV.) 32" [813] OD W/0.625" [16] WALL TO CUT SA-516-70N
270° 90° M.A.W.P. 285 PSI. @ 200
W 5 4
PIPE,8",SCH/80,SMLS,BW SA-106-B \A1;11 3/4"
\A1;5"
6 1 FLANGE LWN,12",CL-150,RF,12" LG SA-105
11
RT-1 M.A.W.P.(EXT) PSI. @
1
-20 285
PLUG NPT,3/4" 6000#,HEX SA-105
M.D.M.T. @ PSI.
8 2
PLUG NPT,1/2" 6000# ,HEX SA-105
ITEM #
\A1;4"
SERIAL # YEAR BUILT 2024 9 1
COUPLING,3/4",6000#,NPT,FULL SA-105
10 2
COUPLING,1/2",6000#,NPT,FULL SA-105
VARIES CUST. PO. # 11 2 \A1;PLATE,{\H0.7x;\S1#2;}",SMOOTH X 4" X 5", SEE LIFTING LUG DETAIL SA-516-70N 5"
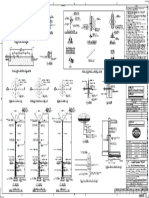
LIFTING LUG DET'L 12 1
CHANNEL,7" X 19.1#,MISC (NAMEPLATE BRACKET) SA-516-70N 7"
180° 13 1
SCALE 3"=1'-0" STANDARD ASME NAMEPLATE,SS
14 2 ARIEL SPCL DUAL 8" SCH 80
BAFFLE DETAIL
SCALE NTS
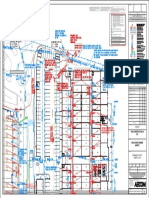
\A1;104 11/16" OAL
N6
\A1;78" S/S
N5
N1 N4
0°
WP108 TYP. AL CIRC SEAMS U.N.O. 60%%d
13 12
11
\A1;1 1/8"
11
\A1;51"
1
315°
SEAM .25" WP118 TYP.
3 SEAM
.13" WP108 TYP.
60%%d
WP108 TYP. AL LONG SEAMS U.N.O.
.12"
.38"
60%%d
90°
270° N1
.38" WP108 TYP. @ BAFFLES
DRILL 1/2"%%C HOLE EACH SIDE FLUSH 3
\A1;3"
\A1;26 3/4"
\A1;1/2"
WITH BOTTLE I.D. FOR LOW POINT DRAIN
(TYP. NOZZLE 'N2A','N2B','N3A','N3B')
\A1;6 1/16"
\A1;8 1/8"
\A1;8 1/8"
2
\A1;10 3/4"
\A1;10 3/4"
2
WP108 PIPE SET BACK 5/8" FROM F.O.F TYP.
.50"
.63"
\A1;0"
\pxi-4,l4;23. {\LVESSEL FABRICATOR TO VERIFY DIMENSIONS & FITMENT PRIOR TO FABRICATION OF PRESSURE VESSEL. }
\A1;5 1/2"
\A1;19 1/2"
\A1;50 1/2"
\A1;64 1/2"
\A1;SEAM 4"
\A1;20 3/8"
\A1;REFERENCE LINE 0"
\A1;36 3/8"
N2A N2B N3A N3B
\A1;18"
\A1;60"
\A1;6"
\A1;74"
180° N2A N4 N5
N2B N6
N3A N3B
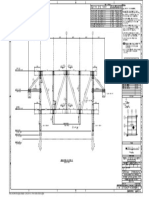
END VIEW 5 8
5
4
8
5 5 DESIGN AND FABRICATION TO BE IN ACCORDANCE WITH
TRUE ORIENTATION 10 9
14 ELEVATION 10 ASME SECTION VIII DIVISION 1 2017 EDITION
14
DESIGN PRESSURE 285 PSI
TRUE ORIENTATION
DESIGN TEMPERATURE 200 DEG F
MIN DESIGN METAL TEMP
MAX ALLOW WORKING PRESS 285 PSI @ 200 %%dF
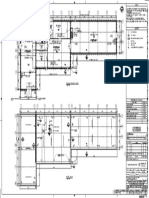
N6 1 \A1;1/2" 6000# NPT SPARE 1 115 \A1;5/16"
LIMITED BY DESIGN
N5 1 \A1;3/4" 6000# NPT SPARE 1 115 \A1;5/16" WELD PROCEDURE SPEC HYDROSTATIC TEST PRESS. 370.5 PSI @ 70%%dF CORROSION ALLOWANCE 0.0625
FOR {\W0.7;WP NO} SPEC NO. RADIOGRAPHY: SEE BELOW POST WELD HEAT TREATMENT NO
BID PURPOSES
N4 1 \A1;1/2" 6000# NPT VENT 1 115 \A1;5/16"
WP108 GMAW/FCAW/SAW PART CODE TYPE JE SERVICE SWEET NATURAL GAS
WP115 GTAW/FCAW/SAW SHELL (CAT 'A') SEAMLESS NO RT N/A 1.00 VOLUME 38.08 Ft³
N3B 1 8"
ARIEL SPCL DUAL SCH 80 OUTLET \A1;10 3/4" 1" 2 \A1;108 \A1;3/8" \A1;{\H1x;5/16"}
ONLY HEAD (CAT 'B') UW-11(a) TYPE 1 FULL 1.00 WT. EMPTY (SHIPPING WT.) 2300 lb
N3A 1 8"
ARIEL SPCL DUAL SCH 80 OUTLET \A1;10 3/4" 1" 2 \A1;108 \A1;3/8" \A1;{\H1x;5/16"} NAME DATE
WT. FULL OF WATER (TEST WT.) 4677 lb
I.S. PROJ.
I.S. PROJ.
OPERATING WEIGHT 2302 lb
1 2
B WP N2B 1 8"
ARIEL SPCL DUAL SCH 80 OUTLET \A1;10 3/4" 1" 2 \A1;108 \A1;3/8" \A1;{\H1x;5/16"} DATE
3/14/24
SCALE
AS NOTED
30%%D
B V-C-624007B-01
A
30%%D
A
WP
LPCOMPRES OR ORIGEMFURADO PILAR,BRAZIL
30%%D N2A 1 8"
ARIEL SPCL DUAL SCH 80 OUTLET \A1;10 3/4" 1" 2 \A1;108 \A1;3/8" \A1;{\H1x;5/16"} DRAWN BY
JA
CHECKED BY
RF
APPROVED BY
RF
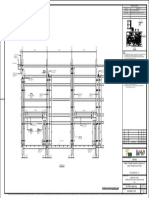
STAGE #1 SUCTION BOTTLE
WP N1 1 12" LWN 150# RF INLET \A1;6 1/16" 1" 2 \A1;108 \A1;3/8" \A1;{\H1x;5/16"}
PROJECT MANAGER PROJECT ENGINEER Houston, Texas,
C
QTY. WELD WP
CD RF
USA 32" O.D. x 78" s/s
WELD A
WELD B
WELD C
MARK SIZE CLASS SERVICE
IS PROF
OS PROJ
RAD.
IS PROJ
CUST PO
MIN.
MIN. 0 FOR BID PURPOSES ONLY 3/14/24 JA RF DWG SHT REV
RAD. SCHEDULE OF OPENINGS REV DESCRIPTION DATE BY APR STEP CODE WORK ORDER NO E004736-01-402 1 of 1 0
You might also like
- ME355 NotesDocument147 pagesME355 NotesrogerfisicaNo ratings yet
- 10 Coiled Tubing OperationDocument51 pages10 Coiled Tubing Operationام فاطمة البطاط100% (2)
- Instant Assessments for Data Tracking, Grade 1: Language ArtsFrom EverandInstant Assessments for Data Tracking, Grade 1: Language ArtsNo ratings yet
- Instant Assessments for Data Tracking, Grade 2: MathFrom EverandInstant Assessments for Data Tracking, Grade 2: MathNo ratings yet
- C32 Industrial Wiring DiagramDocument4 pagesC32 Industrial Wiring DiagramHữu Linh100% (2)
- Carrier CatalogDocument1 pageCarrier CatalogMohamad NourNo ratings yet
- 3412 Shematic 4 PDFDocument2 pages3412 Shematic 4 PDFDmitry100% (2)
- 18 Ocs General Assemblies OverlapDocument36 pages18 Ocs General Assemblies OverlapMounikaNo ratings yet
- Hydraulics Basic LevelDocument14 pagesHydraulics Basic LevelIndhusekaran NatarajanNo ratings yet
- Tilal Mall and Hotel Sharjah, UAE: Detail 1Document22 pagesTilal Mall and Hotel Sharjah, UAE: Detail 1Michael Camit Eso100% (1)
- Fuel Injection Distributor Fuel Injection SystemDocument1 pageFuel Injection Distributor Fuel Injection SystemSaptarshi BasuNo ratings yet
- Renr9477renr9477-02 - Sis 316Document2 pagesRenr9477renr9477-02 - Sis 316ait mimoune100% (1)
- The Gas LawsDocument40 pagesThe Gas LawsLailanie PinedaNo ratings yet
- Verification of Bernoulli's Theorem Fluid Mechanics ReportDocument8 pagesVerification of Bernoulli's Theorem Fluid Mechanics Reportprajwal mNo ratings yet
- Piping Layout PDFDocument24 pagesPiping Layout PDFEjaz Ahmed Rana100% (1)
- Saic A 2011Document5 pagesSaic A 2011Anonymous 4e7GNjzGWNo ratings yet
- VIENTO 300 / 350 Spare Parts ManualDocument45 pagesVIENTO 300 / 350 Spare Parts ManualCircle ChanNo ratings yet
- Floor Pattern Layout 1: Masterpiece Asia Properties IncDocument7 pagesFloor Pattern Layout 1: Masterpiece Asia Properties Incerwin leeNo ratings yet
- AMEC Future of OilsandsDocument16 pagesAMEC Future of OilsandsForexFFNo ratings yet
- Beam 2Document1 pageBeam 2xmsasmzwofjqvqbwsdNo ratings yet
- Ee PlanDocument1 pageEe PlanPaul MendozaNo ratings yet
- A B J N Q: Semi - Basement Floor Plan - Overall PlanDocument6 pagesA B J N Q: Semi - Basement Floor Plan - Overall PlanKevin LowNo ratings yet
- Ohtl Route and Profile. Rev.0 - Part-3-1Document1 pageOhtl Route and Profile. Rev.0 - Part-3-1Hassan H AlshokyNo ratings yet
- Design Criteria Wall Types:: Family Area Bedroom 2Document1 pageDesign Criteria Wall Types:: Family Area Bedroom 2IamJace C.No ratings yet
- Ca-033700-005 - 00a - P&id - Interconnects - Process Lines - Gas 1Document1 pageCa-033700-005 - 00a - P&id - Interconnects - Process Lines - Gas 1migen0831No ratings yet
- SG CDN2 Fab B - 5Document1 pageSG CDN2 Fab B - 5Titus PraveenNo ratings yet
- Electrical Specifications: Get AnDocument1 pageElectrical Specifications: Get Anflor johnNo ratings yet
- Ea-0685780.0000.0 1Document1 pageEa-0685780.0000.0 1vs6jghbngzNo ratings yet
- Foundation Plan and Anchor Locations: Section CDocument1 pageFoundation Plan and Anchor Locations: Section CJavier Guerra TriviñoNo ratings yet
- QP10 Q 2426 - TypicalSteelTank10,000m TopInlet Rev0Document1 pageQP10 Q 2426 - TypicalSteelTank10,000m TopInlet Rev0Nassif Abi AbdallahNo ratings yet
- 4355-Aa-Dc-22i10pr0900i - Checkprint For SquadDocument1 page4355-Aa-Dc-22i10pr0900i - Checkprint For Squadamit bagchiNo ratings yet
- OB Containment LayoutDocument1 pageOB Containment LayoutShahul HameedNo ratings yet
- 1 J I:'a L / Gi: I I I I I I I I IDocument1 page1 J I:'a L / Gi: I I I I I I I I IShivendra KumarNo ratings yet
- Quality Control: Lap Joint DetailDocument2 pagesQuality Control: Lap Joint DetailariNo ratings yet
- Portfolio - Celestino, RhineDocument8 pagesPortfolio - Celestino, RhineAnonymous 9I5RViWz8UNo ratings yet
- Hwy 49 Roadwork2Document1 pageHwy 49 Roadwork2The UnionNo ratings yet
- Foundation Details of Raft & Footing Details Key Plan: Scale - (NTS) Scale - (NTS)Document1 pageFoundation Details of Raft & Footing Details Key Plan: Scale - (NTS) Scale - (NTS)GUNJAN KUMBHARNo ratings yet
- Irrigation Control Cable LayoutDocument4 pagesIrrigation Control Cable Layoutalivesince1091No ratings yet
- Sec Aa: Staircase Details: 16 Ø at 180 C/C Starter BarsDocument1 pageSec Aa: Staircase Details: 16 Ø at 180 C/C Starter Barsnimish.aquamarineNo ratings yet
- Detalles Constructivos para La Red de Agua PotableDocument4 pagesDetalles Constructivos para La Red de Agua PotableRoberto Cabrera MillerNo ratings yet
- NCGM XX XX D Aec DR 930 1103Document1 pageNCGM XX XX D Aec DR 930 1103yusufuNo ratings yet
- NCGM XX XX D Aec DR 930 1103Document1 pageNCGM XX XX D Aec DR 930 1103yusufuNo ratings yet
- Route DrawingsDocument4 pagesRoute DrawingsNoufal AsifNo ratings yet
- Basden Steel Corp: Bill of MaterialDocument1 pageBasden Steel Corp: Bill of MaterialsateeshdonkadaNo ratings yet
- 819-Tw-E-102 Electrical LT Block Diagram LT Block Diagram r1 (1) - OzoraDocument1 page819-Tw-E-102 Electrical LT Block Diagram LT Block Diagram r1 (1) - OzoraMichael NgoNo ratings yet
- VH Ad 2 VHHH Aoc 4 (Typec)Document1 pageVH Ad 2 VHHH Aoc 4 (Typec)Loïc GIROUDNo ratings yet
- PACS020001PDDocument1 pagePACS020001PDdpk000000No ratings yet
- Utility Mechanical Room Scada Room: - R KA 356289 01 - NA422Document1 pageUtility Mechanical Room Scada Room: - R KA 356289 01 - NA422John Philip BuntalesNo ratings yet
- Cafeteria Plan PDFDocument1 pageCafeteria Plan PDFjennifer jamesNo ratings yet
- Release / Revision: NW Blvd. & Plum Street VINELAND, NJ 08360Document47 pagesRelease / Revision: NW Blvd. & Plum Street VINELAND, NJ 08360Michael MinisterioNo ratings yet
- StandardDocument1 pageStandardAyesha jabeenNo ratings yet
- Ca-1231366 0007 0002Document1 pageCa-1231366 0007 0002Erfan KhanNo ratings yet
- 100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 003-003Document1 page100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 003-003Tamil Arasu SNo ratings yet
- بلان الدور الارضي 1-ModelDocument1 pageبلان الدور الارضي 1-ModelShrook Nasr AbdElKarimNo ratings yet
- A8.1 Moja SchedulesDocument1 pageA8.1 Moja SchedulesArchDynamics01No ratings yet
- 0-8936-2 Golden Triangle Polymers Company LLCDocument1 page0-8936-2 Golden Triangle Polymers Company LLCLester MuscaNo ratings yet
- 100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 005-005Document1 page100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 005-005Tamil Arasu SNo ratings yet
- Sample 2Document1 pageSample 2Md SuruzzamanNo ratings yet
- 102B25 - W21X68 - 29'-10 3/8" - ONE REQ'D CAMBER 3/4": Bill of MaterialDocument1 page102B25 - W21X68 - 29'-10 3/8" - ONE REQ'D CAMBER 3/4": Bill of Materialai ambaraNo ratings yet
- CWR 0292401511Document1 pageCWR 0292401511310-Harikarasuthan PNo ratings yet
- Amphi TheatreDocument1 pageAmphi TheatreanzaniNo ratings yet
- Final Copy For ApprovalDocument2 pagesFinal Copy For Approvalcontact.loksewabookNo ratings yet
- 65391-Jacked-Cooling-R0 2Document12 pages65391-Jacked-Cooling-R0 2ramesh_madkatte1082No ratings yet
- MASTER SLD - NEW UPDATE-ModelDocument1 pageMASTER SLD - NEW UPDATE-Modeldhiansyah 92lifeNo ratings yet
- LPS Juice Factory - Design.Document2 pagesLPS Juice Factory - Design.Bilal KhalidNo ratings yet
- TK03 SP XH DL 4540 VZ4501612 21 Is0 SH.01Document1 pageTK03 SP XH DL 4540 VZ4501612 21 Is0 SH.01Rashad AlasgarovNo ratings yet
- 100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 001-001Document1 page100136C-051-DD-1841-1013 - 1 (Shop Drawing) - 001-001Tamil Arasu SNo ratings yet
- 03 Q SA-JZN448 18SN314 - : Layout & Details of Boundary Fence For Shuqaiq-2Document1 page03 Q SA-JZN448 18SN314 - : Layout & Details of Boundary Fence For Shuqaiq-2Gavriel NgNo ratings yet
- P002-Y004-112 - Sh1of13 - Deck Outfit Plan and DetailsDocument1 pageP002-Y004-112 - Sh1of13 - Deck Outfit Plan and DetailsMahendra SunarNo ratings yet
- Hilton HCMDocument3 pagesHilton HCMhung tranNo ratings yet
- 422solenoid DSDocument4 pages422solenoid DSargaNo ratings yet
- Nozzle FLow SeparationDocument61 pagesNozzle FLow Separationjanmejay26No ratings yet
- Water Booster Pump Calculations - Plumbing Engineering - Eng-TipsDocument3 pagesWater Booster Pump Calculations - Plumbing Engineering - Eng-TipsNeal JohnsonNo ratings yet
- Calculation - Horizontal Pressure VesselDocument30 pagesCalculation - Horizontal Pressure VesselVlanic StudioNo ratings yet
- Fundamentals of Wind-Tunnel DesignDocument10 pagesFundamentals of Wind-Tunnel DesignFikri Khairul AnwarNo ratings yet
- Me Lab 1 Exp. Group 1 VenturiDocument4 pagesMe Lab 1 Exp. Group 1 VenturiJerome BalatbatNo ratings yet
- All Piping Drawings Spec SheetsDocument18 pagesAll Piping Drawings Spec Sheetsc.reidNo ratings yet
- DixonDocument608 pagesDixonSATENDER KUMARNo ratings yet
- Pipe ScheduleDocument1 pagePipe ScheduleSuresh SjNo ratings yet
- Goliat Metering Systems - A Brief Summary General: by Morten Marstein, FMC Kongsberg MeteringDocument4 pagesGoliat Metering Systems - A Brief Summary General: by Morten Marstein, FMC Kongsberg MeteringmounrNo ratings yet
- BOMBA HYDO EXCAVADORA HYUNDAI EX02-merged-edited PDFDocument592 pagesBOMBA HYDO EXCAVADORA HYUNDAI EX02-merged-edited PDFDarwin RoseroNo ratings yet
- Valves and Actuators With The NAMUR-interfaceDocument5 pagesValves and Actuators With The NAMUR-interfaceMali MedoNo ratings yet
- (A) Pm000022 L&s Hpu - Rev DDocument70 pages(A) Pm000022 L&s Hpu - Rev DJavier CasteloNo ratings yet
- Major Parts of Centrifugal FanDocument2 pagesMajor Parts of Centrifugal FanEarl De La ChinaNo ratings yet
- A C M V V O: IR Onditioning and Echanical Entilation Olume NEDocument7 pagesA C M V V O: IR Onditioning and Echanical Entilation Olume NEye htutkyawmeNo ratings yet
- 15 - 9 International StandardsDocument5 pages15 - 9 International Standardspipedown456No ratings yet
- Operating Instruction: 1 Diaphragm Pump Heads Type M 910 For Series LEWA - Ecosmart ® Type LCA B 2.2911 enDocument17 pagesOperating Instruction: 1 Diaphragm Pump Heads Type M 910 For Series LEWA - Ecosmart ® Type LCA B 2.2911 enMohammad Hassan Ahmadzadeh JaziNo ratings yet
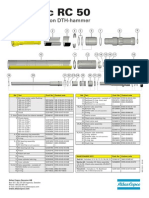
- 9853 1163 01 - RC 50 Service Poster - HIGHresDocument1 page9853 1163 01 - RC 50 Service Poster - HIGHresRachid AmansagNo ratings yet
- KSB ZxsvaDocument12 pagesKSB Zxsvaconf useuseNo ratings yet
- Shell and Tube HE Spec Sheet MasterDocument1 pageShell and Tube HE Spec Sheet MasterMargaret FerrellNo ratings yet