You might also like
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Drill String FatiqueDocument8 pagesDrill String FatiqueJohnSmithNo ratings yet
- Mechanical SealDocument127 pagesMechanical SealVivek Rathod83% (18)
- Reciprocating Compressor Valve DesignDocument15 pagesReciprocating Compressor Valve Designsaikatchoudhuri100% (1)
- FAUDI Seawater FiltrationDocument4 pagesFAUDI Seawater FiltrationReyes SanchezNo ratings yet
- Babbitted Bearing Health AssessmentDocument15 pagesBabbitted Bearing Health AssessmentZeeshan AnwarNo ratings yet
- Compressor Dry Gas SealsDocument12 pagesCompressor Dry Gas SealsRajeev Domble100% (3)
- PowerGen LifeExtension ForWebSite DRoberts 082807Document21 pagesPowerGen LifeExtension ForWebSite DRoberts 082807Craig LatimerNo ratings yet
- Gas Seal IntroductionDocument10 pagesGas Seal IntroductionIjatnaim Isa100% (1)
- Seal Off Centrifugal Pump ProblemsDocument6 pagesSeal Off Centrifugal Pump ProblemsArturo Valles TerrazasNo ratings yet
- Dry Gas Compressor Seals Piyush ShahDocument8 pagesDry Gas Compressor Seals Piyush Shahmarkus_naslundNo ratings yet
- Maintenance Engineering Management of A LNG Plant Critical System A Case Study of Gas Turbine Dry Gas SealDocument9 pagesMaintenance Engineering Management of A LNG Plant Critical System A Case Study of Gas Turbine Dry Gas SealMiguel Angel BeltranNo ratings yet
- Ijaiem 2013 03 17 036Document5 pagesIjaiem 2013 03 17 036C V CHANDRASHEKARANo ratings yet
- Friction Optimization On Hydraulic Piston Rod Seals PDFDocument8 pagesFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- Design and Fabrication of Pneumatic RammDocument12 pagesDesign and Fabrication of Pneumatic RammJeremiah yunanaNo ratings yet
- Dry Gas Seals ManualDocument31 pagesDry Gas Seals ManualAtif Khan100% (3)
- Research On Main Shaft Seal of Aerator and Design of Floating End Face SealDocument8 pagesResearch On Main Shaft Seal of Aerator and Design of Floating End Face SealSri RamNo ratings yet
- Compressor Seal Selection Justification t32-18Document12 pagesCompressor Seal Selection Justification t32-18Pedro Diaz100% (1)
- DryGasSealCentrifugCompressors PDFDocument15 pagesDryGasSealCentrifugCompressors PDFDeepak GoyalNo ratings yet
- Update Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsDocument7 pagesUpdate Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsTravis SkinnerNo ratings yet
- Shot PeeningDocument5 pagesShot PeeningRam KumarNo ratings yet
- Pump SealsDocument10 pagesPump Sealspaul_brightNo ratings yet
- Application of Weldment Fatigue Methods To Conveyors Pulley DesignDocument6 pagesApplication of Weldment Fatigue Methods To Conveyors Pulley DesignIgor San Martín PeñalozaNo ratings yet
- Pump RotordynamicsDocument26 pagesPump RotordynamicsHalil İbrahim Küplü100% (1)
- Babbitted Bearing Health AssessmentDocument18 pagesBabbitted Bearing Health AssessmentSomen MukherjeeNo ratings yet
- Automatic Revetting Machine 2020Document8 pagesAutomatic Revetting Machine 2020Anil DubeNo ratings yet
- Eh Sealpot WPDocument10 pagesEh Sealpot WPAditya BulusuNo ratings yet
- Dry Gas Seal ContaminationDocument12 pagesDry Gas Seal ContaminationnguyennhatbaoNo ratings yet
- 4-Spalling Investigation of Connecting RodDocument10 pages4-Spalling Investigation of Connecting RodHakimNo ratings yet
- Maintenance of Hydraulic SystemDocument39 pagesMaintenance of Hydraulic Systemavinash babu100% (1)
- MoldEng - 1 - Iniciating A Mold RequestDocument8 pagesMoldEng - 1 - Iniciating A Mold Requestleandromzs0% (1)
- Design and Development of A Test Setup For Online Wear Monitoring of Mechanical Face Seals Using A Torque SensorDocument13 pagesDesign and Development of A Test Setup For Online Wear Monitoring of Mechanical Face Seals Using A Torque SensorJuan CruzNo ratings yet
- Analysis of Reciprocating Compressor ValveDocument9 pagesAnalysis of Reciprocating Compressor ValveIJRASETPublicationsNo ratings yet
- Seals and Sealing TechnologyDocument9 pagesSeals and Sealing Technology1sympatyagaNo ratings yet
- New Material Seals Better On HVOF CoatingsDocument2 pagesNew Material Seals Better On HVOF Coatingssandbad2100% (2)
- Experimental Investigation of Oil Film Thickness For Hydrodynamic Journal BearingsDocument7 pagesExperimental Investigation of Oil Film Thickness For Hydrodynamic Journal Bearingskishorghatage89No ratings yet
- Dry Gas Seals ReportDocument19 pagesDry Gas Seals ReportBilal Javed JafraniNo ratings yet
- Angular Tightening: K. LindbladDocument5 pagesAngular Tightening: K. LindbladKonrad LindbladNo ratings yet
- Inflatable Technologies - The Key To Cost Effective Intervention?Document6 pagesInflatable Technologies - The Key To Cost Effective Intervention?Jose Antonio Olvera JimenezNo ratings yet
- ProjectDocument34 pagesProjectmansukhNo ratings yet
- Update Your Bearing Protector Knowledge: What IsDocument7 pagesUpdate Your Bearing Protector Knowledge: What IsTravis SkinnerNo ratings yet
- Henkel Worldwide Sealing Guidelines PDFDocument32 pagesHenkel Worldwide Sealing Guidelines PDFrocky2400100% (1)
- Mechanical Systems and Signal Processing: Christopher DellacorteDocument10 pagesMechanical Systems and Signal Processing: Christopher DellacortepooyakhpNo ratings yet
- Mechanical Shaft Seals Book PDFDocument106 pagesMechanical Shaft Seals Book PDFLam Tran100% (1)
- Laporan Praktikum Sealing-BearingDocument26 pagesLaporan Praktikum Sealing-Bearinga2sn_elizNo ratings yet
- 43103487Document39 pages43103487Shanmugapperumal PerumalNo ratings yet
- Tech Talk Dry Gas SealsDocument5 pagesTech Talk Dry Gas SealsThe AKNo ratings yet
- Screw Compressor ThesisDocument8 pagesScrew Compressor Thesisfz75yesw100% (2)
- Introduction To FatigueDocument15 pagesIntroduction To FatigueVictor Rizal FilosofiNo ratings yet
- Tribology The Science of Combatting WearDocument33 pagesTribology The Science of Combatting Wearahmed titoNo ratings yet
- 1B-1 TriebDocument8 pages1B-1 TriebBhagirath sinh ZalaNo ratings yet
- Analysis of Mechanical Seals For High-Speed Centrifugal Gas CompressorsDocument9 pagesAnalysis of Mechanical Seals For High-Speed Centrifugal Gas CompressorsAnonymous YWS7ndsiNo ratings yet
- Dynamic Sealing Characteristics in An Elevated FlareDocument9 pagesDynamic Sealing Characteristics in An Elevated FlareNajem A. SakorNo ratings yet
- Introduction To Fatigue: by V. Hudson Paul 2010214002Document13 pagesIntroduction To Fatigue: by V. Hudson Paul 2010214002Kalidoss DossNo ratings yet
- Rotary Joint Reliability-2014Document24 pagesRotary Joint Reliability-2014Edgar Cordova HerreraNo ratings yet
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Variable Speed Fluid CouplingsDocument20 pagesVariable Speed Fluid CouplingsReyes SanchezNo ratings yet
- FISCO Intrinsically Safe Fieldbus SystemDocument24 pagesFISCO Intrinsically Safe Fieldbus SystemReyes SanchezNo ratings yet
- PTQ Q2 2024 IssueDocument102 pagesPTQ Q2 2024 IssueReyes SanchezNo ratings yet
- Surge Control and Dynamic Behavior For Centrifugal Gas CompressorsDocument26 pagesSurge Control and Dynamic Behavior For Centrifugal Gas CompressorsReyes SanchezNo ratings yet
- Volume 6 Number 23 October 2020Document38 pagesVolume 6 Number 23 October 2020Wassim KTARINo ratings yet
- Effective Procedure For Turbomachinery Field BalanceDocument16 pagesEffective Procedure For Turbomachinery Field BalanceReyes SanchezNo ratings yet
- Fired Heaters - Improving Energy Efficiency in FurnacesDocument2 pagesFired Heaters - Improving Energy Efficiency in FurnacesReyes SanchezNo ratings yet
- Callidus Low Nox Staged Gas Burner CSGL PDFDocument3 pagesCallidus Low Nox Staged Gas Burner CSGL PDFReyes SanchezNo ratings yet
- Atex ExplainedDocument3 pagesAtex ExplainedReyes SanchezNo ratings yet
- Troubleshooting Tube-Deterioration Mechanisms in Direct Fired Heaters PDFDocument7 pagesTroubleshooting Tube-Deterioration Mechanisms in Direct Fired Heaters PDFReyes SanchezNo ratings yet
- Fired Heaters - Cleaning Heater Convection TubesDocument5 pagesFired Heaters - Cleaning Heater Convection TubesReyes SanchezNo ratings yet
- Tube Inserts in Fired Heaters - HCP 5Document8 pagesTube Inserts in Fired Heaters - HCP 5Reyes SanchezNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- Conjugation of HAVEDocument2 pagesConjugation of HAVEReyes SanchezNo ratings yet
- Phone Interview Tips Mastering The Phone InterviewDocument2 pagesPhone Interview Tips Mastering The Phone InterviewReyes SanchezNo ratings yet
- 4000 Essential English Words 5 Answer KeyDocument13 pages4000 Essential English Words 5 Answer KeyReyes SanchezNo ratings yet
- Cogeneration - Combined Heat and Power (CHP)Document23 pagesCogeneration - Combined Heat and Power (CHP)Reyes SanchezNo ratings yet
- Centrifugal Vs Reciprocating Compressor - Turbomachinery MagazineDocument2 pagesCentrifugal Vs Reciprocating Compressor - Turbomachinery MagazineReyes SanchezNo ratings yet
- Cogeneration - Combined Heat and Power (CHP)Document23 pagesCogeneration - Combined Heat and Power (CHP)Reyes SanchezNo ratings yet
- Compressor Magazine, October 2017 PDFDocument76 pagesCompressor Magazine, October 2017 PDFReyes SanchezNo ratings yet
- Ch3 - CompressorsDocument49 pagesCh3 - CompressorsShiau FenNo ratings yet
- Joshua Custodio Bsme 5B 1Document4 pagesJoshua Custodio Bsme 5B 1Datu JonathanNo ratings yet
- Curva de Performance Franklin HCDocument1 pageCurva de Performance Franklin HCEdgar SkillNo ratings yet
- Representative Resistance Coefficient K For Valves and FittingsDocument4 pagesRepresentative Resistance Coefficient K For Valves and FittingsJzuzPintoNo ratings yet
- Kerala BOE-2014 Paper-1 SolutionDocument10 pagesKerala BOE-2014 Paper-1 SolutionAlok DoshiNo ratings yet
- CB10-HV Hydraulic Vent: Counterbalance Valves Technical InformationDocument2 pagesCB10-HV Hydraulic Vent: Counterbalance Valves Technical InformationRodrigo Lopes Jr.No ratings yet
- CONTROL Hand Pump Assemblies PDFDocument1 pageCONTROL Hand Pump Assemblies PDFDuyTháiNo ratings yet
- 34 Samss 112Document14 pages34 Samss 112naruto256No ratings yet
- 9 Gek PMP CNT Qa 1Document9 pages9 Gek PMP CNT Qa 1sushant pandeyNo ratings yet
- Sampling Procedures For Oil Reservoir FluidsDocument4 pagesSampling Procedures For Oil Reservoir FluidsDiana BacaNo ratings yet
- Week 3: Ideal Gases and Ideal Gas Laws: ObjectivesDocument9 pagesWeek 3: Ideal Gases and Ideal Gas Laws: ObjectivesMarc Jairro GajudoNo ratings yet
- Air Compressor and Air Dryer of Ash Handling JANUARI 2019Document15 pagesAir Compressor and Air Dryer of Ash Handling JANUARI 2019Apik SubagyaNo ratings yet
- Manual de Bombas VakingDocument11 pagesManual de Bombas VakingCalcetinNo ratings yet
- CD T.PM 04.15 Lackey PDFDocument10 pagesCD T.PM 04.15 Lackey PDFjose03No ratings yet
- CH 11 GasesDocument67 pagesCH 11 Gasesman supermanNo ratings yet
- Bernoulli's PrincipleDocument12 pagesBernoulli's PrincipleepaeseNo ratings yet
- MSD Axially Split Multistage Pump E00577Document6 pagesMSD Axially Split Multistage Pump E00577Patrick Mxolisi NkomoNo ratings yet
- Specialty Items - PipingDocument12 pagesSpecialty Items - PipingSanjeev KumarNo ratings yet
- Detailed Description of Operation Nitrogen PDFDocument11 pagesDetailed Description of Operation Nitrogen PDFberry MikeNo ratings yet
- CTL FUELS Full PaperDocument6 pagesCTL FUELS Full PaperRohit ImandíNo ratings yet
- Equalizing Valve Standing SchlumberberDocument2 pagesEqualizing Valve Standing SchlumberberGuiver Suarez V.No ratings yet
- Vp223r Vp224r Picv Specification SheetDocument12 pagesVp223r Vp224r Picv Specification SheetRamadan RashadNo ratings yet
- Hidden Compressor ProblemsDocument6 pagesHidden Compressor ProblemsLahouari FatahNo ratings yet
- E PR 491Document41 pagesE PR 491aizzuan_1No ratings yet
- Swimming PoolDocument5 pagesSwimming PoolkapishsharmaNo ratings yet
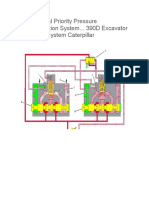
- PPPC Excavator 390d CatDocument4 pagesPPPC Excavator 390d CatJosé Carlos Camino GonzálezNo ratings yet
- R&ACDocument66 pagesR&AC19-309 Khaleel ur RahmanNo ratings yet
- Relative PermeabilityDocument91 pagesRelative PermeabilityDiptoNo ratings yet
- Summary Flare Gas Monetization ProjectsDocument2 pagesSummary Flare Gas Monetization Projectssvnaik14No ratings yet
- Notes 4 PDFDocument8 pagesNotes 4 PDFsagarNo ratings yet