You might also like
- CapacityDocument7 pagesCapacityPatryk RączyNo ratings yet
- A3 Toyota 8 Step TemplatesDocument11 pagesA3 Toyota 8 Step TemplatesBharathNo ratings yet
- 8DDocument9 pages8DPedro Pi100% (3)
- PFMEA Reference CardDocument2 pagesPFMEA Reference Cardkeyoor_pat100% (2)
- Company Name: Engineering Location: Customer Name: Model Year / PlatformDocument45 pagesCompany Name: Engineering Location: Customer Name: Model Year / Platformsuresh kumar0% (1)
- 8D FormatDocument401 pages8D FormatAdeline Mok83% (6)
- Supplier APQP TrainingDocument32 pagesSupplier APQP TrainingMartin Boiani100% (1)
- FMEA Latest Format 1st Edition 2019Document2 pagesFMEA Latest Format 1st Edition 2019Anant Bhagat100% (1)
- FMEA & Cost of Quality (COQ) Analysis Tool: EXAMPLE: Current StateDocument51 pagesFMEA & Cost of Quality (COQ) Analysis Tool: EXAMPLE: Current StateDerecichei SergiuNo ratings yet
- PFMEA ExampleDocument14 pagesPFMEA Examplekalebasveggie100% (1)
- 02 FMEA Training - How To DoDocument45 pages02 FMEA Training - How To DoRamkumar PerumalNo ratings yet
- 8 Discipline-Corrective Action: Indo-MIM ConfidentialDocument15 pages8 Discipline-Corrective Action: Indo-MIM ConfidentialanbuskpNo ratings yet
- Failure Mode and Effects Analysis (Process Fmea)Document4 pagesFailure Mode and Effects Analysis (Process Fmea)kamlesh kuchekar100% (4)
- Control Plan TrainingDocument20 pagesControl Plan TraininglittlekheongNo ratings yet
- Synthetic Gear Oil SelectionDocument9 pagesSynthetic Gear Oil Selectionsmallik3No ratings yet
- APQP GoodDocument70 pagesAPQP Goodtrung100% (1)
- QRQCDocument1 pageQRQCmoez50% (2)
- ApqpDocument72 pagesApqpsaby aroraNo ratings yet
- CD6 Prototype Control PlanDocument3 pagesCD6 Prototype Control Planmpedraza-1No ratings yet
- Special Characteristics DefinitionsDocument2 pagesSpecial Characteristics Definitions57641100% (2)
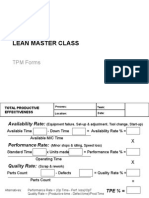
- TPM FormsDocument15 pagesTPM FormscivanusNo ratings yet
- PFMEA TemplateDocument19 pagesPFMEA Templatejcruz909100% (1)
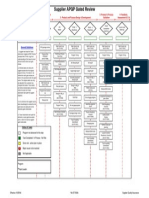
- Supplier Apqp Gated ReviewDocument1 pageSupplier Apqp Gated Reviewtanto_deep_15No ratings yet
- Customer Name: Schneider Electric: SPL ClassDocument2 pagesCustomer Name: Schneider Electric: SPL ClassSachin Sam100% (1)
- PFMEA-240-099-M02E-GLX-R0 - To Be Reviewed Against The Top CoverDocument3 pagesPFMEA-240-099-M02E-GLX-R0 - To Be Reviewed Against The Top CoverAakash DeepNo ratings yet
- Standardized OperationsDocument38 pagesStandardized OperationsMurat TerziNo ratings yet
- Pfmea Process Failure Mode and Effects AnalysisDocument34 pagesPfmea Process Failure Mode and Effects AnalysisRizky SihabNo ratings yet
- FMEA TrainingDocument25 pagesFMEA Trainingmelimaulani-1No ratings yet
- FSC Fmea Failure Mode and Effect AnalysisDocument21 pagesFSC Fmea Failure Mode and Effect AnalysisVbaluyoNo ratings yet
- QSB UjDocument162 pagesQSB Ujpatima_sv4875No ratings yet
- DRBFM WorksheetDocument1 pageDRBFM WorksheetHareth MRAIDINo ratings yet
- Design FMEA ExampleDocument3 pagesDesign FMEA ExampleJosé Ignacio SánchezNo ratings yet
- Msa Guide MDocument114 pagesMsa Guide MRohit SoniNo ratings yet
- VDA QMC 2016 English WebDocument158 pagesVDA QMC 2016 English WebRoland Joldis33% (3)
- Layered Audits Procedure March 29 2010 Rev 1Document13 pagesLayered Audits Procedure March 29 2010 Rev 1cpsinasNo ratings yet
- Losses & OeeDocument14 pagesLosses & OeeSunil100% (1)
- Fmea Fta ModuleDocument156 pagesFmea Fta ModuleIan Maldonado100% (1)
- WS S20 Exhaust Valve Seat Bore TB00-2703-10Document6 pagesWS S20 Exhaust Valve Seat Bore TB00-2703-10DP100% (2)
- FMEA and CharacteristicsDocument47 pagesFMEA and Characteristicsmalbarnes100% (4)
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Severity, Occurrence, and Detection Criteria For Design FMEADocument2 pagesSeverity, Occurrence, and Detection Criteria For Design FMEAtejashraj93No ratings yet
- FMEA Master PresentationDocument63 pagesFMEA Master Presentationnigeldouch100% (1)
- Advanced Product Quality PlanningDocument35 pagesAdvanced Product Quality Planninggerry3854100% (2)
- QD83 - Global Supplier Quality Directive - Edition 2018Document66 pagesQD83 - Global Supplier Quality Directive - Edition 2018mirosek100% (1)
- Practitioners Guide Aiag Vda Fmeas.01Document10 pagesPractitioners Guide Aiag Vda Fmeas.01Alpha Excellence consultingNo ratings yet
- Apqp - DR SHFTDocument60 pagesApqp - DR SHFTrajesh5000100% (2)
- Superior Gyratory Commissioning Form PDFDocument11 pagesSuperior Gyratory Commissioning Form PDFAlexVelasquezQNo ratings yet
- Vda FQF Training For SMMT Nec For UploadDocument50 pagesVda FQF Training For SMMT Nec For Upload57641No ratings yet
- Cooling Water Treatment For Industrial UseDocument56 pagesCooling Water Treatment For Industrial UseChakravarthy Bharath100% (3)
- FMEA Key Changes 1Document7 pagesFMEA Key Changes 1Kgk100% (1)
- Daimler-Chrysler Layered Process AuditsDocument27 pagesDaimler-Chrysler Layered Process AuditsR JNo ratings yet
- Navy Aircrew Common Ejection Seat (NACES) (Excerpt)Document38 pagesNavy Aircrew Common Ejection Seat (NACES) (Excerpt)Harold_Godwinson100% (1)
- How Are They Related ?Document39 pagesHow Are They Related ?MURALIDHRANo ratings yet
- BPM Aris Part2Document34 pagesBPM Aris Part2smallik3No ratings yet
- 16S 2520 TO Spare Parts CatalogDocument67 pages16S 2520 TO Spare Parts CatalogOlivier ORMANNo ratings yet
- Process Potential Failure Mode & Effects AnalysisDocument12 pagesProcess Potential Failure Mode & Effects Analysisankit kumar100% (1)
- Labmanual J2 EeDocument39 pagesLabmanual J2 Eeaman singhNo ratings yet
- Design Review Based On Failure Mode To VisualizeDocument17 pagesDesign Review Based On Failure Mode To VisualizePaulo LopesNo ratings yet
- Design of Deep Basement For Waterproofing ReportDocument16 pagesDesign of Deep Basement For Waterproofing Reportlpcgby27100% (1)
- VDA-RGA Questionaire V2.0Document70 pagesVDA-RGA Questionaire V2.0docsenNo ratings yet
- Detection Table - AIAG-VDA Process FMEADocument1 pageDetection Table - AIAG-VDA Process FMEARaajha MunibathiranNo ratings yet
- Apqp VolvoDocument7 pagesApqp Volvofdsa01No ratings yet
- Toyota - ProjectDocument101 pagesToyota - ProjectSanjay Shreesha33% (3)
- BPM Aris Part1Document10 pagesBPM Aris Part1smallik3No ratings yet
- NiftDocument52 pagesNiftKiaraHammilton100% (2)
- Design Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportDocument6 pagesDesign Verification Process Project III Samudra Indonesia 20/11/2019 Samudra Indonesia 21/12/2019 See Project III R1 ReportAufa Jaya Perkasa LegalityNo ratings yet
- 8D ReportDocument20 pages8D ReportSuryanarayana Tata100% (1)
- Failure Modes and Effects Analysis (FMEA) Quad Torc 23/05/2015Document3 pagesFailure Modes and Effects Analysis (FMEA) Quad Torc 23/05/2015Vishnu RoyNo ratings yet
- AIAG FMEA Manual The BenchmarkDocument2 pagesAIAG FMEA Manual The BenchmarkUmer Al-FaisalNo ratings yet
- 020 Apqp-3Document1 page020 Apqp-3smallik3No ratings yet
- APQP Is Advanced Product Quality PlanningDocument1 pageAPQP Is Advanced Product Quality Planningsmallik3No ratings yet
- In Automotive Context, There Are 3 Types of FMEADocument1 pageIn Automotive Context, There Are 3 Types of FMEAsmallik3No ratings yet
- Automotive Contexts of FMEA: When Is An FMEA Considered Completed?Document1 pageAutomotive Contexts of FMEA: When Is An FMEA Considered Completed?smallik3No ratings yet
- 018 Dfmea-8Document1 page018 Dfmea-8smallik3No ratings yet
- 014 Dfmea-4Document1 page014 Dfmea-4smallik3No ratings yet
- FMEA Development, Either Design or Process, Uses A Common Approach To AddressDocument1 pageFMEA Development, Either Design or Process, Uses A Common Approach To Addresssmallik3No ratings yet
- 7 Lab Tests On Aggregate To Check Quality For Use in Road Work - CivilblogDocument11 pages7 Lab Tests On Aggregate To Check Quality For Use in Road Work - Civilblogsmallik3No ratings yet
- Adhar Centres Navi MumbaiDocument6 pagesAdhar Centres Navi Mumbaismallik3No ratings yet
- Calibration of Fatigue and Rutting Distress Models For Non Conventional Asphalt Concrete MaterialsDocument11 pagesCalibration of Fatigue and Rutting Distress Models For Non Conventional Asphalt Concrete Materialssmallik3No ratings yet
- T 245 - Similar MethodDocument39 pagesT 245 - Similar Methodsmallik3No ratings yet
- PT - Providers - Accreditation - Requirements - A2la PDFDocument20 pagesPT - Providers - Accreditation - Requirements - A2la PDFsmallik3No ratings yet
- 17agm Accreditation ForumDocument23 pages17agm Accreditation Forumsmallik3No ratings yet
- Drechsel Bottles: Scientific Glass Laboratories LTDDocument2 pagesDrechsel Bottles: Scientific Glass Laboratories LTDsmallik3No ratings yet
- Temperature Dependence of The PH of Pure Water - Chemistry LibreTextsDocument1 pageTemperature Dependence of The PH of Pure Water - Chemistry LibreTextssmallik3No ratings yet
- PT - Providers - Accreditation - Requirements - A2la PDFDocument20 pagesPT - Providers - Accreditation - Requirements - A2la PDFsmallik3No ratings yet
- BEDO Promotional CatalogDocument164 pagesBEDO Promotional CatalogAidi FinawanNo ratings yet
- BSIL Questionnaire For Gin and Press - P & M (03!11!17)Document1 pageBSIL Questionnaire For Gin and Press - P & M (03!11!17)michael odiemboNo ratings yet
- Sewer System Design Standards: Adopted by The Santa Rosa City Council Resolution No. 25372 September 10, 2002Document32 pagesSewer System Design Standards: Adopted by The Santa Rosa City Council Resolution No. 25372 September 10, 2002Mohamed ElfawalNo ratings yet
- 303-07A+Engine+IgnitionDocument4 pages303-07A+Engine+IgnitionP HandokoNo ratings yet
- Krejt PalidhjeDocument10 pagesKrejt PalidhjeRrahman SaramatiNo ratings yet
- PCR Ev20mdtDocument27 pagesPCR Ev20mdtiozsa cristianNo ratings yet
- Exabone Ha/tcpDocument4 pagesExabone Ha/tcpExabone GmbHNo ratings yet
- l3070 e 0Document128 pagesl3070 e 0Riki NurzamanNo ratings yet
- RACF5 Ichza6c1Document444 pagesRACF5 Ichza6c1Siranjeevi MohanarajaNo ratings yet
- TQM-Literature Review by Ahire Et Al 1995Document30 pagesTQM-Literature Review by Ahire Et Al 1995bizhanj100% (1)
- Comparison of Film Boiling and Nucleate BoilingDocument8 pagesComparison of Film Boiling and Nucleate BoilingAlphy ThomasNo ratings yet
- Old Papers of TNPSC VAO Solved 2010 With AnswersDocument4 pagesOld Papers of TNPSC VAO Solved 2010 With AnswersKarthik VijayNo ratings yet
- APC Diary Template: Instructions For UseDocument5 pagesAPC Diary Template: Instructions For UseKrishan IndunilNo ratings yet
- Animatronics ContentDocument40 pagesAnimatronics ContentMerin Thomas67% (3)
- Iran - S Military DoctrineDocument16 pagesIran - S Military DoctrineHarryNo ratings yet
- Ibisworld Industry: Global Computer Hardware ManufacturingDocument49 pagesIbisworld Industry: Global Computer Hardware ManufacturingYuk Ming WongNo ratings yet
- Capacitive and Inductive Proximity SensorsDocument16 pagesCapacitive and Inductive Proximity Sensorsislamooov100% (1)
- Fortiddos 2013 Upb-1Document33 pagesFortiddos 2013 Upb-1jramongvNo ratings yet
- Gts 226Document165 pagesGts 226Juan De Dios CastroNo ratings yet
- Security Services For E-Mail Attacks Possible Through E-Mail Establishing Keys Privacy Authentication of The Source Message Integrity Non-RepudiationDocument76 pagesSecurity Services For E-Mail Attacks Possible Through E-Mail Establishing Keys Privacy Authentication of The Source Message Integrity Non-RepudiationPapithaNo ratings yet
- B 1412 CC - DrawingDocument1 pageB 1412 CC - Drawingdanielh776No ratings yet
- Workshop On LINUX Shell Commands, Shell Script and System CallsDocument26 pagesWorkshop On LINUX Shell Commands, Shell Script and System Callsmehul dholakiyaNo ratings yet