You might also like
- Radiographic TestingDocument51 pagesRadiographic TestingAppu MukundanNo ratings yet
- RT in WeldingDocument35 pagesRT in WeldingSapan KansaraNo ratings yet
- Interpretation of Weld RadiographsDocument14 pagesInterpretation of Weld RadiographsJuliogNo ratings yet
- Radiographic ContrastDocument24 pagesRadiographic ContrastNurFa'ain HalimNo ratings yet
- 3 Intro To Radiography 03092013 OKDocument39 pages3 Intro To Radiography 03092013 OKsalehNo ratings yet
- Radio GraphicDocument58 pagesRadio GraphicApex AesNo ratings yet
- Radiography LatestDocument76 pagesRadiography LatestRamakrishnan AmbiSubbiahNo ratings yet
- Radiography: J K Singh Lecturer/EMDocument33 pagesRadiography: J K Singh Lecturer/EMmanoj kumarNo ratings yet
- Introduction To Ultrasonic Thickness MeasurementDocument18 pagesIntroduction To Ultrasonic Thickness MeasurementNail Widya Satya100% (1)
- Phased Array Ut PDFDocument32 pagesPhased Array Ut PDFgueridiNo ratings yet
- RT-2 Radiation Shielding - Laxmi PDFDocument8 pagesRT-2 Radiation Shielding - Laxmi PDFChandan BeraNo ratings yet
- Focus: Digital Radiography in Industry: Digital Detector Arrays in Radiographic TestingDocument6 pagesFocus: Digital Radiography in Industry: Digital Detector Arrays in Radiographic TestingPP043100% (1)
- Prxnrnant Testtng: Buane & Ii T P O'NeillDocument6 pagesPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNo ratings yet
- Iqi'sDocument6 pagesIqi's24inspector100% (1)
- Eddy Current Inspection 50 Question Quiz: First Name Last NameDocument10 pagesEddy Current Inspection 50 Question Quiz: First Name Last NameDINESH KNo ratings yet
- Ut Testing ProblemsDocument22 pagesUt Testing Problemsravindra_jivani100% (1)
- RT Lesson 1 - Review Questions - Introduction To Radiographic TestingDocument1 pageRT Lesson 1 - Review Questions - Introduction To Radiographic Testingابو المعالي الهمامNo ratings yet
- Tube Inspection InsertDocument2 pagesTube Inspection InsertManish SharmaNo ratings yet
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocument6 pagesOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaNo ratings yet
- L - 02 - Calibration of The Testing SystemDocument60 pagesL - 02 - Calibration of The Testing SystemSanjaya PereraNo ratings yet
- Agfa BookDocument137 pagesAgfa BookdanielkurniadiNo ratings yet
- Ect ProDocument18 pagesEct ProAnonymous gFcnQ4go100% (2)
- Lrut Special AplicationDocument20 pagesLrut Special AplicationAbdur Rahim100% (1)
- Radiography Testing Level I and IIDocument16 pagesRadiography Testing Level I and IIJoshnewfoundNo ratings yet
- 005.how Phased Arrays Work - FCBDocument34 pages005.how Phased Arrays Work - FCBShravanKumar JingarNo ratings yet
- India Oman Qatar Abudhabi CanadaDocument7 pagesIndia Oman Qatar Abudhabi CanadaMadhusudanNo ratings yet
- PRR CalculationDocument4 pagesPRR CalculationnavitaNo ratings yet
- First Name Last Name : LPF Stands ForDocument35 pagesFirst Name Last Name : LPF Stands ForVicky SinghNo ratings yet
- PAUT ProbeDocument8 pagesPAUT ProbeGetapo Ramin100% (1)
- En 14096-1 Final DraftDocument11 pagesEn 14096-1 Final Draftrizwankhanzhi100% (1)
- Computed Radiography 1Document38 pagesComputed Radiography 1Charisa Antonette HuelvaNo ratings yet
- Ut-Part 1Document44 pagesUt-Part 1cengizarda1979No ratings yet
- What Are Phased Arrays?: Modify Electronically Probe Characteristics Introducing Time Shifts Individual ElementsDocument68 pagesWhat Are Phased Arrays?: Modify Electronically Probe Characteristics Introducing Time Shifts Individual ElementsLương Hồ VũNo ratings yet
- Industrial RadiographyDocument6 pagesIndustrial RadiographyTimothy OwensNo ratings yet
- Automotive Engineering PHD Eng. Marcin Korzeniowski Non Destructive Evaluation in Contemporary Manufacturing SystemsDocument63 pagesAutomotive Engineering PHD Eng. Marcin Korzeniowski Non Destructive Evaluation in Contemporary Manufacturing SystemsBhavani Prasad100% (2)
- Lesson 3 - IsO 9712Document13 pagesLesson 3 - IsO 9712Abdelaziz AbdoNo ratings yet
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaNo ratings yet
- TWI Hitan: Training Certification SchemeDocument192 pagesTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- P 14 Cover Sheets 10 07Document4 pagesP 14 Cover Sheets 10 07carlos100% (1)
- 016-PE and TOFDDocument33 pages016-PE and TOFDvenkatNo ratings yet
- RT Level2 SlidesDocument177 pagesRT Level2 SlidesMohammed ShareefNo ratings yet
- Asnt Ut L2Document18 pagesAsnt Ut L2QAMAR ALI KHANNo ratings yet
- MX2 Training Program 10G VerifyExitAngleDelay On IIWDocument21 pagesMX2 Training Program 10G VerifyExitAngleDelay On IIWANH TAI MAINo ratings yet
- 20dB DropDocument84 pages20dB Dropphan hoang diepNo ratings yet
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarNo ratings yet
- UT Lev II QuestionsDocument10 pagesUT Lev II QuestionsshajeerNo ratings yet
- X-Ray Film Film Processing H& D Curves Reduction of Scatter Single Wall & Double Wall Techniques Multi Film Techniques EtcDocument23 pagesX-Ray Film Film Processing H& D Curves Reduction of Scatter Single Wall & Double Wall Techniques Multi Film Techniques EtcVIBHAV100% (2)
- Application of Phased Array For Corrosion Resistant Alloy (CRA) WeldsDocument6 pagesApplication of Phased Array For Corrosion Resistant Alloy (CRA) WeldsKevin HuangNo ratings yet
- ToFD Poster NEWDocument1 pageToFD Poster NEWnavitaNo ratings yet
- Eddy Current Inspection 50 Question QuizDocument8 pagesEddy Current Inspection 50 Question Quiznadjat_21No ratings yet
- Digital RadiographyDocument5 pagesDigital Radiographyniraj_hwbNo ratings yet
- Ultrasonic Phased Array Technique For Austenitic Weld Inspection PDFDocument4 pagesUltrasonic Phased Array Technique For Austenitic Weld Inspection PDFRAFAEL ANDRADENo ratings yet
- Thickness Gauging Level 2 (Questions & Answers)Document3 pagesThickness Gauging Level 2 (Questions & Answers)kingston100% (2)
- Phased Array Ultrasonic Testing of Welds - 141-160Document20 pagesPhased Array Ultrasonic Testing of Welds - 141-160Kevin HuangNo ratings yet
- Q&A RT I, II and III 10 07 06Document72 pagesQ&A RT I, II and III 10 07 06wefew0% (1)
- Ultrasonic TestingDocument4 pagesUltrasonic TestingSyahmie AzreeNo ratings yet
- Ideal Radiograph & Radiographic ErrorsDocument99 pagesIdeal Radiograph & Radiographic Errorsvanshika0% (1)
- Exposure Calculations RTDocument14 pagesExposure Calculations RTMAHENDAR SINGHNo ratings yet
- Concepts of Radiographic Image QualityDocument7 pagesConcepts of Radiographic Image QualityKyla J.No ratings yet
- 08 Image QualityDocument9 pages08 Image QualityNiranjan khatuaNo ratings yet
- DRC Assignment 2020Document4 pagesDRC Assignment 2020grkvani10No ratings yet
- Grade of Concrete: - Compressive StrengthDocument12 pagesGrade of Concrete: - Compressive Strengthgrkvani10No ratings yet
- Design of Prestressed Concrete StructuresDocument33 pagesDesign of Prestressed Concrete Structuresgrkvani10No ratings yet
- Affordable Construction Materials and Techniques - A Case StudyDocument8 pagesAffordable Construction Materials and Techniques - A Case Studygrkvani10No ratings yet
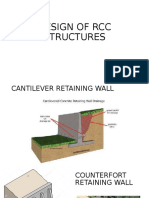
- Design of RCC StructuresDocument17 pagesDesign of RCC Structuresgrkvani10No ratings yet
- M30 Grade Concrete: Proportioning of Concrete MixDocument4 pagesM30 Grade Concrete: Proportioning of Concrete Mixgrkvani10No ratings yet
- Design of Bridges First Online LessionDocument30 pagesDesign of Bridges First Online Lessiongrkvani10No ratings yet
- Questions For PHD Entrance in Civil Engineering 2015-2016Document14 pagesQuestions For PHD Entrance in Civil Engineering 2015-2016grkvani10No ratings yet
- Design of Plain Concrete WallDocument29 pagesDesign of Plain Concrete Wallgrkvani10No ratings yet
- Unit - I - Physical DamageDocument43 pagesUnit - I - Physical Damagegrkvani10No ratings yet
- Bridge InvestigationDocument183 pagesBridge Investigationgrkvani10100% (1)
- Design of Beams With Cast in Situ SlabsDocument42 pagesDesign of Beams With Cast in Situ Slabsgrkvani10No ratings yet
- Radiography TestingDocument236 pagesRadiography Testinggrkvani10100% (3)
- 2 Unit-1Document14 pages2 Unit-1grkvani10No ratings yet
- Design of CorbelDocument16 pagesDesign of Corbelgrkvani10No ratings yet
- Is 1343-Prestress-Flexure and ShearDocument134 pagesIs 1343-Prestress-Flexure and Sheargrkvani10100% (1)
- Design of SlabsDocument53 pagesDesign of Slabsgrkvani10No ratings yet
- Design of Deep BeamsDocument39 pagesDesign of Deep Beamsgrkvani10100% (1)
- Design of CorbelDocument16 pagesDesign of Corbelgrkvani10No ratings yet
- Design of Pile CapDocument11 pagesDesign of Pile Capgrkvani10No ratings yet
- I M Com QT Final On16march2016Document166 pagesI M Com QT Final On16march2016Khandaker Sakib Farhad0% (1)
- Simran's ResumeDocument1 pageSimran's ResumesimranNo ratings yet
- Caterpillar Cat C7 Marine Engine Parts Catalogue ManualDocument21 pagesCaterpillar Cat C7 Marine Engine Parts Catalogue ManualkfsmmeNo ratings yet
- Ej. 1 Fin CorpDocument3 pagesEj. 1 Fin CorpChantal AvilesNo ratings yet
- CBC Heo (Wheel Loader) NC IIDocument58 pagesCBC Heo (Wheel Loader) NC IIJohn JamesNo ratings yet
- 25 Middlegame Concepts Every Chess Player Must KnowDocument2 pages25 Middlegame Concepts Every Chess Player Must KnowKasparicoNo ratings yet
- Smartfind E5 g5 User ManualDocument49 pagesSmartfind E5 g5 User ManualdrewlioNo ratings yet
- (20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataDocument9 pages(20836104 - Artificial Satellites) Investigation of The Accuracy of Google Earth Elevation DataSunidhi VermaNo ratings yet
- SafetyRelay CR30Document3 pagesSafetyRelay CR30Luis GuardiaNo ratings yet
- PETAL Sentence StartersDocument1 pagePETAL Sentence StartersSnip x Hunt manNo ratings yet
- SP-Chapter 14 PresentationDocument83 pagesSP-Chapter 14 PresentationLoiDa FloresNo ratings yet
- Research FinalDocument55 pagesResearch Finalkieferdem071908No ratings yet
- PlateNo 1Document7 pagesPlateNo 1Franz Anfernee Felipe GenerosoNo ratings yet
- The Mooring Pattern Study For Q-Flex Type LNG Carriers Scheduled For Berthing at Ege Gaz Aliaga LNG TerminalDocument6 pagesThe Mooring Pattern Study For Q-Flex Type LNG Carriers Scheduled For Berthing at Ege Gaz Aliaga LNG TerminalMahad Abdi100% (1)
- Boundary Value Analysis 2Document13 pagesBoundary Value Analysis 2Raheela NasimNo ratings yet
- 8 A - 1615864446 - 1605148379 - 1579835163 - Topic - 8.A.EffectiveSchoolsDocument9 pages8 A - 1615864446 - 1605148379 - 1579835163 - Topic - 8.A.EffectiveSchoolsYasodhara ArawwawelaNo ratings yet
- Saiva Dharma ShastrasDocument379 pagesSaiva Dharma ShastrasfunnybizNo ratings yet
- Very Narrow Aisle MTC Turret TruckDocument6 pagesVery Narrow Aisle MTC Turret Truckfirdaushalam96No ratings yet
- Iguard® LM SeriesDocument82 pagesIguard® LM SeriesImran ShahidNo ratings yet
- Plastic Properties HandbookDocument15 pagesPlastic Properties HandbookguilloteARGNo ratings yet
- Dry Compressing Vacuum PumpsDocument62 pagesDry Compressing Vacuum PumpsAnonymous zwSP5gvNo ratings yet
- Praise and Worship Songs Volume 2 PDFDocument92 pagesPraise and Worship Songs Volume 2 PDFDaniel AnayaNo ratings yet
- The New Order of BarbariansDocument39 pagesThe New Order of Barbariansbadguy100% (1)
- Sample Learning Module As PatternDocument23 pagesSample Learning Module As PatternWilliam BulliganNo ratings yet
- Optimized Maximum Power Point Tracker For Fast Changing Environmental ConditionsDocument7 pagesOptimized Maximum Power Point Tracker For Fast Changing Environmental ConditionsSheri ShahiNo ratings yet
- GPP Calendar of Activities 2022 23 SdoDocument5 pagesGPP Calendar of Activities 2022 23 SdoRomel GarciaNo ratings yet
- Alaba Adeyemi AdediwuraDocument12 pagesAlaba Adeyemi AdediwuraSchahyda ArleyNo ratings yet
- Mathmatcs Joint Form TwoDocument11 pagesMathmatcs Joint Form TwoNurudi jumaNo ratings yet
- Hockney-Falco Thesis: 1 Setup of The 2001 PublicationDocument6 pagesHockney-Falco Thesis: 1 Setup of The 2001 PublicationKurayami ReijiNo ratings yet
- Geotechnical PaperDocument16 pagesGeotechnical PaperTxavo HesiarenNo ratings yet