You might also like
- Creo Parametrik 3 - Temeller PDFDocument559 pagesCreo Parametrik 3 - Temeller PDFCem Çakmak0% (1)
- 1.6. Plastik Enjeksiyon Parça Hataları Ve ÇözümleriDocument54 pages1.6. Plastik Enjeksiyon Parça Hataları Ve Çözümleriomer_kuzgun376967% (6)
- 2.3. Plastik Enjeksiyon Kaliplari-Yolluk GirisleriDocument73 pages2.3. Plastik Enjeksiyon Kaliplari-Yolluk Girislerisusu222000100% (1)
- Plastik Parçaların Üzerindekiyüzey HatalarıDocument118 pagesPlastik Parçaların Üzerindekiyüzey Hatalarıselcukak_14473No ratings yet
- Enjeksiyon Üretiminde Ürün Hataları Ve GiderilmesiDocument12 pagesEnjeksiyon Üretiminde Ürün Hataları Ve GiderilmesisuedabasarNo ratings yet
- 6 - 7 Bağlayıcı Püskürtmeli Eklemeli İmalatDocument17 pages6 - 7 Bağlayıcı Püskürtmeli Eklemeli İmalatBaşar KaramnNo ratings yet
- 2.1. Plastik Enjeksiyon Kaliplarina GirisDocument40 pages2.1. Plastik Enjeksiyon Kaliplarina Girissusu222000No ratings yet
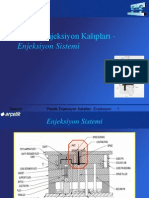
- 2.2. Plastik Enjeksiyon Kal Plar-Enjeksiyon SistemiDocument23 pages2.2. Plastik Enjeksiyon Kal Plar-Enjeksiyon Sistemisusu222000No ratings yet
- Fiberyap CamelyafDocument131 pagesFiberyap CamelyafcdogalgmailcomNo ratings yet
- Oryantasyon RaporuDocument30 pagesOryantasyon RaporuÇağla ŞenNo ratings yet
- Polimerlerin KarıştırılmasıDocument9 pagesPolimerlerin KarıştırılmasıMELİH ERTÜRK50% (2)
- Celiklerin Isil IslemleriDocument82 pagesCeliklerin Isil Islemleriyigitefe_03No ratings yet
- Kalıp Yaşam FişiDocument3 pagesKalıp Yaşam FişiYavuz KeskinNo ratings yet
- Plastik Enjeksiyon Kalıpçılık KursuDocument1 pagePlastik Enjeksiyon Kalıpçılık KursuSayısal AnalizNo ratings yet
- Talalimalat PDFDocument91 pagesTalalimalat PDFferroburakNo ratings yet
- 50 04 Kalip Termin KitabiDocument158 pages50 04 Kalip Termin KitabiBerfin SeydanNo ratings yet
- Plastik Enjeksiyon Kalibinin YapisiDocument37 pagesPlastik Enjeksiyon Kalibinin YapisiŞamil CabıoğluNo ratings yet
- Talep Formu (EK QAC 001)Document2 pagesTalep Formu (EK QAC 001)HAKANNo ratings yet
- Hadde Merdanelerinde Karşılaşılan HasarlarDocument10 pagesHadde Merdanelerinde Karşılaşılan HasarlarKamil KocaNo ratings yet
- Quality Check Report: Change Date: 18.03.2002 Change No: 0 Page: 1 / 1Document4 pagesQuality Check Report: Change Date: 18.03.2002 Change No: 0 Page: 1 / 1Mehmet DonatNo ratings yet
- MuhendislikelkitapDocument77 pagesMuhendislikelkitapbilgi1503No ratings yet
- EnjeksiyonDocument16 pagesEnjeksiyonYiğit ÇabalarNo ratings yet
- Yan Çakılı Delme Kesme Kalıpları 1Document98 pagesYan Çakılı Delme Kesme Kalıpları 1ugurugur1982No ratings yet
- Dialux REVO-trDocument60 pagesDialux REVO-tracelemvarNo ratings yet
- Mcosmos KilavuzDocument172 pagesMcosmos KilavuzMustafa OğuzhanNo ratings yet
- Sac Metal KesmeDocument185 pagesSac Metal Kesmeemreali1No ratings yet
- Cihaz Devreye Alma & Bakım Parametre Kayıt FormuDocument2 pagesCihaz Devreye Alma & Bakım Parametre Kayıt FormumuratNo ratings yet
- Bilgisayar Ariza Tespit Ve Muayene v100Document1 pageBilgisayar Ariza Tespit Ve Muayene v100İdris yüceNo ratings yet
- Fabrika Yerleştirme DüzenleriDocument45 pagesFabrika Yerleştirme DüzenleriPrincipia Part67% (3)
- Kauçuk Kazanılmış TecrübeleriDocument11 pagesKauçuk Kazanılmış Tecrübeleriorkundemir0_14504766No ratings yet
- Plastik Enjeksiyon Kaliplarinda Sicak Yolluk Sistemleri Hot Runner Systems in Plastic Injection MoldsDocument124 pagesPlastik Enjeksiyon Kaliplarinda Sicak Yolluk Sistemleri Hot Runner Systems in Plastic Injection MoldsErhan ÖzyildizciNo ratings yet
- Press Release Magmasoft 5 5 TRDocument6 pagesPress Release Magmasoft 5 5 TRBüşra Kader OvalıNo ratings yet
- 5-Maki̇na Ve Teçhi̇zatDocument7 pages5-Maki̇na Ve Teçhi̇zatsametNo ratings yet
- Celiklerin - Isil - Islemleri 4-5Document121 pagesCeliklerin - Isil - Islemleri 4-5Zekeriya AteşNo ratings yet
- Kesme KaliplariDocument30 pagesKesme KaliplariMaRCoS8666No ratings yet
- PSW Rne IDocument1 pagePSW Rne Ifakerz100% (1)
- Kalıp Tasarımı Solıdworks Model OrnekleriDocument54 pagesKalıp Tasarımı Solıdworks Model OrnekleriCaner AlphanNo ratings yet
- Dökümhaneni̇n Bölümleri̇Document11 pagesDökümhaneni̇n Bölümleri̇hurcanvyazgin63230% (1)
- CNC Eği̇ti̇mi̇ Ders NotlariDocument36 pagesCNC Eği̇ti̇mi̇ Ders NotlariNurican ErtuğrulNo ratings yet
- Catia V5 R16 Sac Metal Kalıp Tasarımı Tezi - Mehmet BaşoğluDocument225 pagesCatia V5 R16 Sac Metal Kalıp Tasarımı Tezi - Mehmet BaşoğluAnonymous 5pwc6LxvHV100% (1)
- Celiklerin Isil IslemleriDocument81 pagesCeliklerin Isil Islemleribirvarmisbiryokmus0% (1)
- Ytü JantDocument91 pagesYtü JantTC Emre DemirNo ratings yet
- Turkiye Jant Sanayii Ve Jant Sanayiinde Kullanilan Kalip Celikleri Uzerine Bir Arastirma A Research On Turkish Wheel Industry and Tool Steels Used in Wheel ProductionDocument175 pagesTurkiye Jant Sanayii Ve Jant Sanayiinde Kullanilan Kalip Celikleri Uzerine Bir Arastirma A Research On Turkish Wheel Industry and Tool Steels Used in Wheel ProductionahmterdoNo ratings yet
- Ornek Makine Bakim Plani Word FormatiDocument1 pageOrnek Makine Bakim Plani Word Formatiözhan başNo ratings yet
- Enjeksiyon Makinası Bakım Talimatı ÇalışmasıDocument6 pagesEnjeksiyon Makinası Bakım Talimatı Çalışmasıomer_kuzgun37690% (1)
- Plastik Enjeksiyon Kalıp ProjesiDocument19 pagesPlastik Enjeksiyon Kalıp ProjesiKoray BAYAZITNo ratings yet
- 10 Direkt Enerji BiriktirmeDocument27 pages10 Direkt Enerji BiriktirmeBaşar KaramnNo ratings yet
- YÖN - PR.04 Yönetim Gözden Geçirme ProsedürüDocument7 pagesYÖN - PR.04 Yönetim Gözden Geçirme Prosedürüdeniz ümit bayraktutar100% (1)
- Kaynakli Parçalarin Sonlu Elemanlar Yöntemi̇ İle Anali̇zi̇ Ayşegül YildizDocument70 pagesKaynakli Parçalarin Sonlu Elemanlar Yöntemi̇ İle Anali̇zi̇ Ayşegül YildizMehmet Sıddık TekdemirNo ratings yet
- CMM PC DmisDocument194 pagesCMM PC DmisÖzkanÖzerNo ratings yet
- 1090 1 Sunumu MAYIS 2012Document17 pages1090 1 Sunumu MAYIS 2012Ahmet YüceNo ratings yet
- Ch22-Talasli Imalat YontemleriDocument91 pagesCh22-Talasli Imalat YontemleriBatuhan Mert KorkmazNo ratings yet
- Sicak Dovme Prof YurdiciDocument69 pagesSicak Dovme Prof YurdicicztlakNo ratings yet
- Catia v5 06 Surface MachiningDocument77 pagesCatia v5 06 Surface MachiningbadabatNo ratings yet
- TroubleshootingDocument32 pagesTroubleshootingMetin BilgiliNo ratings yet
- PlastikDocument118 pagesPlastikhüseyinNo ratings yet
- Plastik Enjeksiyon Teknolojileri EgitimiDocument9 pagesPlastik Enjeksiyon Teknolojileri Egitimimahmutkuzu.esNo ratings yet
- Plastik Enjeksiyon Yontemiyle Uretilen Parcalarda Enjeksiyon HatalariDocument14 pagesPlastik Enjeksiyon Yontemiyle Uretilen Parcalarda Enjeksiyon HatalariYavuz Selim Korkmaz100% (1)
- Vize Sorular CEVAPLIDocument2 pagesVize Sorular CEVAPLIMuhammed Özüpek100% (1)
- 4 Döküm Kongresi - Teblig - 6 Sigma Tekniklerinin Kullanimi Ile Yuksek Basınc Aluminyum Dokumde Porozite Sakatinin AzaltilmasiDocument8 pages4 Döküm Kongresi - Teblig - 6 Sigma Tekniklerinin Kullanimi Ile Yuksek Basınc Aluminyum Dokumde Porozite Sakatinin AzaltilmasiErsin KeserNo ratings yet