You might also like
- 4 .0 Result and Discussion: Table 4.1: Refractive Index For Each Acetone-Water MixturesDocument9 pages4 .0 Result and Discussion: Table 4.1: Refractive Index For Each Acetone-Water MixturesThrishnaa BalasupurManiamNo ratings yet
- External Pumping StationDocument10 pagesExternal Pumping Stationabdullah sahibNo ratings yet
- CostDocument22 pagesCostNguyen Huu HieuNo ratings yet
- Waste WaterDocument106 pagesWaste WaterLing Li100% (1)
- Crystallization PatentDocument10 pagesCrystallization Patentdavid_tomy_1No ratings yet
- Preboard Answer KeyDocument11 pagesPreboard Answer Keykennethbetouched88% (8)
- Polymer Processing TechniquesDocument9 pagesPolymer Processing TechniquesShalini VirdiNo ratings yet
- Fuel Properties TablesDocument11 pagesFuel Properties TablesSaravanapriya KarthikNo ratings yet
- Af Chapter 4 Waxes by DR Asad FarooqDocument51 pagesAf Chapter 4 Waxes by DR Asad FarooqGareth Bale100% (1)
- Analysis of The Adsorption Process and of Desiccant Cooling SystemsDocument155 pagesAnalysis of The Adsorption Process and of Desiccant Cooling SystemsRajesh VyasNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
- Theory of Simple Bending - Full1Document62 pagesTheory of Simple Bending - Full1Rahul KasaudhanNo ratings yet
- Working Method For Piping Installation - Add Method For Boom Lift 227KgDocument58 pagesWorking Method For Piping Installation - Add Method For Boom Lift 227KgPhát NguyễnNo ratings yet
- QMS-QT-17MC11Testing ReportDocument59 pagesQMS-QT-17MC11Testing ReportPhạm Bá TưởngNo ratings yet
- Thi Coâng Taàng Haàm: Start: 1/1/84 Id: 0 Finish: 1/1/84 Dur: 92 Days Comp: 0%Document2 pagesThi Coâng Taàng Haàm: Start: 1/1/84 Id: 0 Finish: 1/1/84 Dur: 92 Days Comp: 0%Nguyen KhoiNo ratings yet
- Cooler 1Document7 pagesCooler 1Alexander EricNo ratings yet
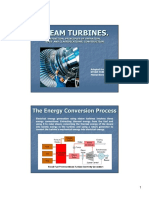
- Steam Turbines.: The Energy Conversion ProcessDocument9 pagesSteam Turbines.: The Energy Conversion ProcessJaviStg1No ratings yet
- GlycerolDocument41 pagesGlyceroljjNo ratings yet
- HVAC SYSTEM TRAINING Oci-2 PDFDocument48 pagesHVAC SYSTEM TRAINING Oci-2 PDFsandi kurniaNo ratings yet
- Ducting Works PDFDocument2 pagesDucting Works PDFChang ChangNo ratings yet
- Venturi Orifice Rota MeterDocument15 pagesVenturi Orifice Rota MeterRajuKumarNo ratings yet
- 2.bien Phap Thi Cong Ong GioDocument19 pages2.bien Phap Thi Cong Ong GioQuang Do HoangNo ratings yet
- Mpled Catalog 2022Document32 pagesMpled Catalog 2022PT. JOLO SUTRO KENCONO100% (1)
- 5B FiltrationDocument58 pages5B FiltrationWazif ZakwanNo ratings yet
- Solution Manual Chemical Process Safety 3rd EditionDocument698 pagesSolution Manual Chemical Process Safety 3rd EditionAmirul Abu94% (308)
- Steposol MET-10U: Surfactant Solution To Solvent Replacement™Document2 pagesSteposol MET-10U: Surfactant Solution To Solvent Replacement™pkh29100% (1)
- The Effects of Dust and Heat On Photovoltaic Modules: Impacts and SolutionsDocument318 pagesThe Effects of Dust and Heat On Photovoltaic Modules: Impacts and SolutionsEUGENNo ratings yet
- Activated Sludge Process, Design Criteria, Advantages & DisadvantagesDocument3 pagesActivated Sludge Process, Design Criteria, Advantages & DisadvantagesThrishnaa BalasupurManiamNo ratings yet
- Sealing Gasket (ENKA)Document6 pagesSealing Gasket (ENKA)Apras TyoNo ratings yet
- GST301 Extinguishing Control Panel Installation and Operation ManualDocument17 pagesGST301 Extinguishing Control Panel Installation and Operation ManualDharmaraj MuthusamyNo ratings yet
- Thanh Phong - Ductwork Catalog Ver02Document52 pagesThanh Phong - Ductwork Catalog Ver02Phanhai Kaka100% (1)
- Chiller Ngap Dich Flooded Chiller UnitDocument16 pagesChiller Ngap Dich Flooded Chiller UnitthuytdNo ratings yet
- 7.1 SSIS-Material, Eqiupment ListDocument5 pages7.1 SSIS-Material, Eqiupment ListHector PhamNo ratings yet
- AC FCU Catalogue April 2017Document12 pagesAC FCU Catalogue April 2017Ong MatNo ratings yet
- Tugas Kelas A Termodinamika Industri KimiaDocument1 pageTugas Kelas A Termodinamika Industri KimiaayatbimaNo ratings yet
- Return AirgrillDocument2 pagesReturn AirgrillJf OngNo ratings yet
- Drying Operation: Meika Syahbana RusliDocument69 pagesDrying Operation: Meika Syahbana RusliFrida GinaNo ratings yet
- Bien Phap Thi Cong Ong GioDocument6 pagesBien Phap Thi Cong Ong GioLong Đỗ ĐứcNo ratings yet
- 1.3 Boiler OperationDocument23 pages1.3 Boiler OperationLydia RupidaraNo ratings yet
- E9 Transport Study and TrafficManagementPlanDocument21 pagesE9 Transport Study and TrafficManagementPlanGibbs PerNo ratings yet
- Seal Putty A4 - Kansai A4 PDFDocument2 pagesSeal Putty A4 - Kansai A4 PDFphong0% (1)
- Fire Technical SpecDocument76 pagesFire Technical SpectrangweicoNo ratings yet
- 11. Hệ Thống Xử Lý Nước ThảiDocument39 pages11. Hệ Thống Xử Lý Nước ThảiVũ Hằng Phương100% (1)
- Pressure Vs Enthalpy in Thermodynamics - Bell CurvesDocument3 pagesPressure Vs Enthalpy in Thermodynamics - Bell CurvesMahe MahendiranNo ratings yet
- TEND Pilot LampDocument5 pagesTEND Pilot LampRajko Rale AntusevicNo ratings yet
- Protector SprinklerDocument5 pagesProtector Sprinklerjonnyh85No ratings yet
- Steam Power PlantDocument33 pagesSteam Power Plantajeet kumarNo ratings yet
- CT PlazaDocument13 pagesCT PlazaAnNguyễnNo ratings yet
- Air BindingDocument8 pagesAir BindingRishabh SethiNo ratings yet
- Vacuum TechnologyDocument16 pagesVacuum TechnologyChee LeongNo ratings yet
- Chapter 8 Evaporation-ExerciseDocument7 pagesChapter 8 Evaporation-ExerciseNguyễn QuangNo ratings yet
- Interphase Mass TransferDocument58 pagesInterphase Mass TransferParitosh Chaudhary0% (1)
- Lant in PT. Petrokimia Gresik: Flow Diagram of The Process To Making Sulfuric AcidDocument3 pagesLant in PT. Petrokimia Gresik: Flow Diagram of The Process To Making Sulfuric AcidAnisa SudarmajiNo ratings yet
- Process Description and ASPEN Computer Modelling oDocument32 pagesProcess Description and ASPEN Computer Modelling omehul10941No ratings yet
- Minor Loss Coefficients in Pipes and Tubes ComponentsDocument1 pageMinor Loss Coefficients in Pipes and Tubes ComponentsHimanshu1712No ratings yet
- Beijer Ref Service Support Handbook 19 Web 2Document60 pagesBeijer Ref Service Support Handbook 19 Web 2xfvnjhkwrtjNo ratings yet
- WASP Interface TutorialDocument35 pagesWASP Interface Tutorialblacklist_number9No ratings yet
- M - 04 Approval Material Sanitary Fixture Emp Pta Ajn - KajimaDocument7 pagesM - 04 Approval Material Sanitary Fixture Emp Pta Ajn - KajimacihuyNo ratings yet
- Daftar PustakaDocument2 pagesDaftar PustakaHammany Nur ZulkyNo ratings yet
- Transportation CalculationsDocument11 pagesTransportation Calculationswado11No ratings yet
- Regenerative Heat ExchangerDocument4 pagesRegenerative Heat ExchangerSalehAfadlehNo ratings yet
- ROYAL Indoor P2.5-SMD2020-32S-320X160mmDocument8 pagesROYAL Indoor P2.5-SMD2020-32S-320X160mmNghiêmNo ratings yet
- SNSP End Suction Pump-2Document28 pagesSNSP End Suction Pump-2Cửu Vân LongNo ratings yet
- Manufacture of Acetylene by Paraffin Hydrocarbons : Wulff ProcessDocument8 pagesManufacture of Acetylene by Paraffin Hydrocarbons : Wulff ProcessTones&Feels100% (1)
- Appendix F - SteamTable PDFDocument68 pagesAppendix F - SteamTable PDFEirojram MarjorieNo ratings yet
- p1512 eDocument4 pagesp1512 eJavier Augusto ReyesNo ratings yet
- Unsteady State Conduction Perpindahan KalorDocument38 pagesUnsteady State Conduction Perpindahan KalorIvanNo ratings yet
- IC106D - Tray Drier - Code 993500Document2 pagesIC106D - Tray Drier - Code 993500MmmmohNo ratings yet
- Problems and Suggestions of Conveyor SystemsDocument2 pagesProblems and Suggestions of Conveyor SystemsHari Haran0% (1)
- Idn VRVIII& Installation ManualDocument44 pagesIdn VRVIII& Installation ManualMuklis PermanaNo ratings yet
- Control Lab Manual PDFDocument40 pagesControl Lab Manual PDFKareem TarekNo ratings yet
- Seperation SequancesDocument37 pagesSeperation Sequancesabdullaziz.alenezi1122No ratings yet
- Kuliah 9 PDFDocument51 pagesKuliah 9 PDFZulfansyah zulNo ratings yet
- Chapter 2 Part II (B) Process and Product Design, Process Ceration and SustainabilityDocument41 pagesChapter 2 Part II (B) Process and Product Design, Process Ceration and SustainabilityThrishnaa BalasupurManiamNo ratings yet
- Chapter 3 Part I Separation SystemDocument19 pagesChapter 3 Part I Separation SystemThrishnaa BalasupurManiamNo ratings yet
- Sizing HEXDocument15 pagesSizing HEXThrishnaa BalasupurManiamNo ratings yet
- Fraser River Salmon: Sarah O'Neal and Dr. Carol Ann Woody, Fisheries Research and ConsultingDocument2 pagesFraser River Salmon: Sarah O'Neal and Dr. Carol Ann Woody, Fisheries Research and ConsultingThrishnaa BalasupurManiamNo ratings yet
- Separation Train Synthesis: Number of Sequences For Ordinary DistillationDocument10 pagesSeparation Train Synthesis: Number of Sequences For Ordinary DistillationThrishnaa BalasupurManiamNo ratings yet
- Dust Explosion Incidents in Malaysia For Powder Manufacturing IndustriesDocument8 pagesDust Explosion Incidents in Malaysia For Powder Manufacturing IndustriesThrishnaa BalasupurManiamNo ratings yet
- Assignment 5 Risk AssessmentDocument2 pagesAssignment 5 Risk AssessmentThrishnaa BalasupurManiamNo ratings yet
- Assignment QuestionDocument1 pageAssignment QuestionThrishnaa BalasupurManiamNo ratings yet
- Lecture 2 PDFDocument22 pagesLecture 2 PDFThrishnaa BalasupurManiamNo ratings yet
- SKF 4513 Plant Design 1: HEURISTICS (Rules of Thumb) FOR Process SynthesisDocument36 pagesSKF 4513 Plant Design 1: HEURISTICS (Rules of Thumb) FOR Process SynthesisThrishnaa BalasupurManiam0% (1)
- 4 Seq Sep TrainDocument35 pages4 Seq Sep TrainThrishnaa BalasupurManiamNo ratings yet
- 2 Process Creation 1Document42 pages2 Process Creation 1Thrishnaa BalasupurManiamNo ratings yet
- Stability of Closed-Loop Control SystemsDocument19 pagesStability of Closed-Loop Control SystemsThrishnaa BalasupurManiamNo ratings yet
- Ch9 BenefitCostAnalysis StudentDocument14 pagesCh9 BenefitCostAnalysis StudentThrishnaa BalasupurManiamNo ratings yet
- Tabel Tingkat Suku BungaDocument32 pagesTabel Tingkat Suku BungaFhadjroel AntekNo ratings yet
- Chapter 6 - WeldingDocument20 pagesChapter 6 - WeldingDipayan DasNo ratings yet
- QUESTION BANK COMPOSITE Unit1Document2 pagesQUESTION BANK COMPOSITE Unit1Ganesh Natarajan SNo ratings yet
- Overview of Activated Sludge ProcessDocument32 pagesOverview of Activated Sludge ProcesssoorajTVMNo ratings yet
- Arcol Polyol 5613 - en - 05559545 05608136 05608135Document2 pagesArcol Polyol 5613 - en - 05559545 05608136 05608135Phuong The NguyenNo ratings yet
- 4IMT - 08 - Bigornia, Junah Divina - PENTRA C20Document3 pages4IMT - 08 - Bigornia, Junah Divina - PENTRA C20Junah BigorniaNo ratings yet
- Antigen Antibody InteractionDocument9 pagesAntigen Antibody InteractionAbdur Rehman FazalNo ratings yet
- Material Safety Data SheetDocument8 pagesMaterial Safety Data Sheetsbosch54No ratings yet
- NASA: Science Activity 04 TDocument2 pagesNASA: Science Activity 04 TNASAdocumentsNo ratings yet
- Diemax L Die Springs: Made in AmericaDocument16 pagesDiemax L Die Springs: Made in AmericaHadi KoraniNo ratings yet
- Module 8 Review 1 25 QuestionsDocument4 pagesModule 8 Review 1 25 QuestionsIbrahim FareedNo ratings yet
- Associated With HO: H H H H HDocument1 pageAssociated With HO: H H H H HKendra ShresthaNo ratings yet
- Pharmacon Formulasi Granul Effervescent Sari Buah Jambu Mete (Annacardium Ocidentale L.)Document9 pagesPharmacon Formulasi Granul Effervescent Sari Buah Jambu Mete (Annacardium Ocidentale L.)BrataNo ratings yet
- Compresed GasDocument3 pagesCompresed GasAsan IbrahimNo ratings yet
- Quantum Wells Wires Dots - Lecture 8-2005Document17 pagesQuantum Wells Wires Dots - Lecture 8-2005samara gul100% (1)
- CHENG Frank 2012-08-20 PipelineDocument15 pagesCHENG Frank 2012-08-20 PipelineSandeepSinghNo ratings yet
- Daun Teh - KafeinDocument10 pagesDaun Teh - KafeinAila YumekoNo ratings yet
- Combustion of Wood - Heat ValuesDocument4 pagesCombustion of Wood - Heat Valuesags19941253No ratings yet
- SDS Silton JC-30 Ex-Misuzawa (Expiry 2022)Document9 pagesSDS Silton JC-30 Ex-Misuzawa (Expiry 2022)Arista DianaNo ratings yet
- Toluene MSDS - WikipediaDocument43 pagesToluene MSDS - Wikipediarajesh indukuriNo ratings yet
- Acepromazine Maleate InjectionDocument1 pageAcepromazine Maleate InjectionK.m. Ehsan Morshed RanaNo ratings yet
- Emcephob LE enDocument2 pagesEmcephob LE enpetronela.12No ratings yet