You might also like
- Expert Answers: The Shewhart CycleDocument1 pageExpert Answers: The Shewhart CycleExo excellence100% (1)
- A Systematic Problem Solving & Decision Making Method: Kepner Tregoe Problem AnalysisDocument16 pagesA Systematic Problem Solving & Decision Making Method: Kepner Tregoe Problem AnalysisRahul_regal100% (1)
- Analysing Descriptive, Prescriptive, Predictive & Diagnostic Framework at WorkplaceDocument11 pagesAnalysing Descriptive, Prescriptive, Predictive & Diagnostic Framework at WorkplaceAastha SinghNo ratings yet
- Langkah-Langkah PdcaDocument49 pagesLangkah-Langkah Pdcarohishatulilmiyah100% (2)
- Critical Thinking EssayDocument3 pagesCritical Thinking EssayfedriyantoNo ratings yet
- Lesson Plan Sequence For To Kill A Mockingbird by Harper LeeDocument11 pagesLesson Plan Sequence For To Kill A Mockingbird by Harper Leeapi-273178074No ratings yet
- PDCA - Guia de Solução de Problemas InglesDocument27 pagesPDCA - Guia de Solução de Problemas Inglessjc1951No ratings yet
- PDCA2Document18 pagesPDCA2nedunchiNo ratings yet
- PdcaDocument27 pagesPdcaRangasamy100% (7)
- BJMP2033 Group Project Task 30% Guidelines Semester A221 Group DDocument2 pagesBJMP2033 Group Project Task 30% Guidelines Semester A221 Group DSarmila DeviNo ratings yet
- ENAT (Class) Grade 3 PostTestDocument46 pagesENAT (Class) Grade 3 PostTestHarlyn DonioNo ratings yet
- TRIPLE I - Topic 1 Research - 101 - Building - On - The - BasicsDocument13 pagesTRIPLE I - Topic 1 Research - 101 - Building - On - The - BasicsfrancescalouisecarlosNo ratings yet
- Lecture-2 The Datascience ProcessDocument47 pagesLecture-2 The Datascience ProcessTareq HassanNo ratings yet
- Criteria Cognitive Aptitude Test: Score Report Data That Helps You HireDocument2 pagesCriteria Cognitive Aptitude Test: Score Report Data That Helps You HireOscarNo ratings yet
- CH Ma RK IngDocument14 pagesCH Ma RK Ingnaren1010No ratings yet
- Chandan Mukherjee 17.12.2021 TQM - IAHEDocument38 pagesChandan Mukherjee 17.12.2021 TQM - IAHEManish GuptaNo ratings yet
- Elective II ReviewerDocument4 pagesElective II ReviewerSheana TmplNo ratings yet
- Problems: With Your Rca ProcessDocument38 pagesProblems: With Your Rca ProcessCarlos Oliver MontejanoNo ratings yet
- Basics of ResearchDocument9 pagesBasics of ResearchBryan DomingoNo ratings yet
- Research 101 Building On The BasicsDocument7 pagesResearch 101 Building On The Basicscris annNo ratings yet
- 8 SustainableDataAnalyticsDocument26 pages8 SustainableDataAnalyticstulusta sipahutarNo ratings yet
- Research 101: Building On The BasicsDocument5 pagesResearch 101: Building On The BasicsJulieSanchezErsandoNo ratings yet
- Concept of Quality Circle: Presented By: Mr. Tanuj AgrawalDocument5 pagesConcept of Quality Circle: Presented By: Mr. Tanuj AgrawalTanuj BansalNo ratings yet
- Lac Session - PPST Module 11Document15 pagesLac Session - PPST Module 11henry bibasNo ratings yet
- METOLOGÍASDocument14 pagesMETOLOGÍASMarquez SilvaNo ratings yet
- PS GW Ch9 - Problem Solving ModelsDocument10 pagesPS GW Ch9 - Problem Solving ModelsGraham WilsonNo ratings yet
- VCSM KH 12-13aug23Document112 pagesVCSM KH 12-13aug23svvankeshwaramNo ratings yet
- Booz Allen - Data Scientist Capability Handbook PDFDocument44 pagesBooz Allen - Data Scientist Capability Handbook PDFMNo ratings yet
- Problem Solving 1694944130Document6 pagesProblem Solving 1694944130williamchong7No ratings yet
- Decentralizing Clinical Trials: A New Quality-by-Design, Risk-Based FrameworkDocument14 pagesDecentralizing Clinical Trials: A New Quality-by-Design, Risk-Based Frameworknate zhangNo ratings yet
- Quality Managment-&-Business Excellence OverviewDocument19 pagesQuality Managment-&-Business Excellence OverviewpoojagsbNo ratings yet
- GROUP 3 Note Effective Problem Solving Through 7QC Tools - Air SelangorDocument129 pagesGROUP 3 Note Effective Problem Solving Through 7QC Tools - Air Selangorinfo qtcNo ratings yet
- Basic Consulting Skills: Community Consulting Club University of Michigan Business SchoolDocument21 pagesBasic Consulting Skills: Community Consulting Club University of Michigan Business Schoolsudar1477No ratings yet
- Protecting Information Assets:: A SAP Customer's PerspectiveDocument8 pagesProtecting Information Assets:: A SAP Customer's Perspectiveflaviolink2466No ratings yet
- Toolbox ENDocument1 pageToolbox ENshandy fristianiNo ratings yet
- Actividad 9 Presentación Seis SigmaDocument42 pagesActividad 9 Presentación Seis SigmaLaura GomezNo ratings yet
- Analysis Part 2Document71 pagesAnalysis Part 2shoumikraihan71No ratings yet
- Process and Techniques of Needs AssessmentDocument18 pagesProcess and Techniques of Needs AssessmentAiva Jane GalavenNo ratings yet
- (Bac - Ftu2) (X-Leader 2024) Case Cracking Day 01Document27 pages(Bac - Ftu2) (X-Leader 2024) Case Cracking Day 01Chu HạnhNo ratings yet
- Dwight Kavanagh: It Qa AnalystDocument1 pageDwight Kavanagh: It Qa Analystscribd_renjithNo ratings yet
- The Disney WayDocument6 pagesThe Disney Way2k18.russia.world.cupNo ratings yet
- Classroom Instruction Delivery Alignment Map2Document3 pagesClassroom Instruction Delivery Alignment Map2Dante Jr. BitoonNo ratings yet
- Agenda For SAS' 12th Annual Data Mining Conference, M2009Document4 pagesAgenda For SAS' 12th Annual Data Mining Conference, M2009eTsirNo ratings yet
- Bci101 04 Identify Priority Improvement Areas v1.0.Pptx JulietDocument72 pagesBci101 04 Identify Priority Improvement Areas v1.0.Pptx JulietMora, Aileen Joy R.No ratings yet
- 04 Analyze 07-06-12 MasterDocument87 pages04 Analyze 07-06-12 Masterhazwan2283No ratings yet
- Quality Circle Writting Book NewDocument11 pagesQuality Circle Writting Book Newboncy raguNo ratings yet
- Project Management Professional (PMP) CertificationDocument42 pagesProject Management Professional (PMP) CertificationOMDCNo ratings yet
- Training Programme On 7 QC Tools: A Quality Improvement ProcessDocument75 pagesTraining Programme On 7 QC Tools: A Quality Improvement ProcessVinod VahinipatiNo ratings yet
- HR Life Cycle: System Integration TeamDocument15 pagesHR Life Cycle: System Integration Teamकुमार सौरभ वर्माNo ratings yet
- Total Quality Management: by Shivendru Kumar Rai Business School ROLL-007Document16 pagesTotal Quality Management: by Shivendru Kumar Rai Business School ROLL-007shivendruNo ratings yet
- Corrective ActionDocument96 pagesCorrective Actionpradeep ram s100% (1)
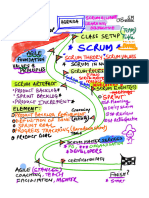
- CSM HandwrittenDocument82 pagesCSM Handwrittenpankaj sainiNo ratings yet
- Ajithkumar - Inframind SeasonDocument12 pagesAjithkumar - Inframind SeasonAjith VasanthNo ratings yet
- Mid-Term Project InstructionsDocument4 pagesMid-Term Project Instructionskarandeep singhNo ratings yet
- Corrective ActionDocument96 pagesCorrective ActionAkshaIQ trainingandconsultancyNo ratings yet
- Math Demo Acid PlanDocument1 pageMath Demo Acid PlanReinalee Hazel GuzmanNo ratings yet
- BCG Case ChinaDocument25 pagesBCG Case ChinaJadeNo ratings yet
- Final Amazon Prez 1Document29 pagesFinal Amazon Prez 1api-638753614No ratings yet
- Submitted To: Mrs. Varsha Sehgal (Assistant Professor) Submitted By: 1) Mohd Sufiyan Ansari 2) Anujeeth GopalDocument14 pagesSubmitted To: Mrs. Varsha Sehgal (Assistant Professor) Submitted By: 1) Mohd Sufiyan Ansari 2) Anujeeth Gopalyogica3537No ratings yet
- Performance Testing: An ISTQB Certified Tester Foundation Level Specialist Certification ReviewFrom EverandPerformance Testing: An ISTQB Certified Tester Foundation Level Specialist Certification ReviewNo ratings yet
- The Balance of Payments Adjustment Process in Developing Countries: Pergamon Policy Studies on Socio-Economic DevelopmentFrom EverandThe Balance of Payments Adjustment Process in Developing Countries: Pergamon Policy Studies on Socio-Economic DevelopmentNo ratings yet
- Crane Activity WeeblyDocument11 pagesCrane Activity Weeblyapi-308014280No ratings yet
- Lucid Meetings Taxonomy OverviewDocument5 pagesLucid Meetings Taxonomy OverviewerbsanNo ratings yet
- Intelligence Analysis UK NVQ (OU)Document37 pagesIntelligence Analysis UK NVQ (OU)laptopuk0% (2)
- Ball DropDocument32 pagesBall DropAnonymous Ni180nVbNo ratings yet
- Writing An Essay and A News ReportDocument7 pagesWriting An Essay and A News ReportNRMAN ADVINCULA RAMOSNo ratings yet
- Design ThinkingDocument13 pagesDesign ThinkingGaurav SinghNo ratings yet
- 59 Seconds SummaryDocument4 pages59 Seconds Summaryaashish1507100% (1)
- Diagnostic Test (III)Document2 pagesDiagnostic Test (III)Winnelyn ReyesNo ratings yet
- Brainstorming: Adapted From HTTP://WWW - Unc.edu/depts/wcweb/handouts/brainstorming - HTMLDocument16 pagesBrainstorming: Adapted From HTTP://WWW - Unc.edu/depts/wcweb/handouts/brainstorming - HTMLKhym OhNo ratings yet
- PMP Tools and Techniques in SummaryDocument22 pagesPMP Tools and Techniques in Summaryahmedmoin1159No ratings yet
- IELTS Task 2 Writing Workbook and 5 Brainstorming Techniques PDFDocument20 pagesIELTS Task 2 Writing Workbook and 5 Brainstorming Techniques PDFPawan BtrNo ratings yet
- Teacher's Copy 2024 Grade 12 Notes On Creative Thinking - Problem SolvingDocument9 pagesTeacher's Copy 2024 Grade 12 Notes On Creative Thinking - Problem Solvingkitumeleng395No ratings yet
- A Guide To Student Leadership Development Through ServiceDocument76 pagesA Guide To Student Leadership Development Through ServiceAccessible Journal Media: Peace Corps DocumentsNo ratings yet
- Design Thinking Workbook and Presentation - Tagged 2Document17 pagesDesign Thinking Workbook and Presentation - Tagged 2Suriya PrasanthNo ratings yet
- Planning and Managing Digital StrategyDocument54 pagesPlanning and Managing Digital StrategyRichard Conyard100% (3)
- Group Dynamics and Team Building: Second EditionDocument22 pagesGroup Dynamics and Team Building: Second EditionElizar Vince CruzNo ratings yet
- Analyze Potential Causes - Fishbone DiagramDocument3 pagesAnalyze Potential Causes - Fishbone DiagramkhldHANo ratings yet
- Group DiscussionDocument25 pagesGroup DiscussionShreyans JainNo ratings yet
- Final ProjectDocument27 pagesFinal Projectapi-284802869No ratings yet
- Indian Ethos SEM III MST 1Document24 pagesIndian Ethos SEM III MST 1akhilNo ratings yet
- BSBCRT511Document109 pagesBSBCRT511dbn.uehNo ratings yet
- Body Language OnlineDocument5 pagesBody Language OnlineThierno AbdoulayeNo ratings yet
- Anh Văn 3 4 - (EDITABLE) PBA Manual - Interview ProjectDocument29 pagesAnh Văn 3 4 - (EDITABLE) PBA Manual - Interview Projecttrọng phanNo ratings yet
- Bhagwan Mahavir College of Engineering and TechnologyDocument28 pagesBhagwan Mahavir College of Engineering and Technologyenjoy begening lifeNo ratings yet
- Pb4mat Umc05 P7-8Document38 pagesPb4mat Umc05 P7-8Metta Niyamacitta ExeliemNo ratings yet
- Session Guide SampleDocument7 pagesSession Guide SampleJake Ryan Bince CambaNo ratings yet
- Data-Driven Instruction & Assessment: Paul Bambrick-SantoyoDocument74 pagesData-Driven Instruction & Assessment: Paul Bambrick-SantoyoJawad ShahNo ratings yet