You might also like
- 2015 ICC Concrete Manual WorkbookDocument204 pages2015 ICC Concrete Manual Workbookdavid espinalNo ratings yet
- The Coatings Expert - 2019Document76 pagesThe Coatings Expert - 2019Eyad Alsheiikh100% (1)
- Welding SeminarDocument57 pagesWelding Seminarvg100% (1)
- WPS PQR-06Document9 pagesWPS PQR-06Ranjan KumarNo ratings yet
- Radiography Acceptance Criteria As Per B 31.3Document2 pagesRadiography Acceptance Criteria As Per B 31.3mohamed100% (1)
- Phased Array Lab Exercises REV 1.0Document19 pagesPhased Array Lab Exercises REV 1.0Marcus AntoniusNo ratings yet
- Pipe Line Girth WeldDocument15 pagesPipe Line Girth WeldLương Hồ Vũ100% (1)
- 5.piping SeminarDocument85 pages5.piping Seminarvg100% (2)
- 04-200-R1 Silicon Iron AnodesDocument2 pages04-200-R1 Silicon Iron Anodessams1101No ratings yet
- Radiographic TestingDocument4 pagesRadiographic Testingtechzones100% (1)
- Radiographic Examination ReportDocument1 pageRadiographic Examination ReportKareem AbdelazizNo ratings yet
- RT Pit PDFDocument35 pagesRT Pit PDFBalachandar ArumugamNo ratings yet
- S-00-1360-801 - Technical Specification For Identification On Piping MaterialsDocument12 pagesS-00-1360-801 - Technical Specification For Identification On Piping MaterialsEdison WalitNo ratings yet
- ACJC H2 CHEM P1 (Worked Solution)Document26 pagesACJC H2 CHEM P1 (Worked Solution)Zach EganNo ratings yet
- 3600 1Document2 pages3600 1shanmugasundaram_rNo ratings yet
- Zero Defect Strategy Download 17-11-09Document9 pagesZero Defect Strategy Download 17-11-09Jagadeesh NandamNo ratings yet
- 3.post Weld Heat TreatmentDocument50 pages3.post Weld Heat TreatmentvgNo ratings yet
- 9.structural Inspection SeminarDocument70 pages9.structural Inspection Seminarvg0% (1)
- Manufacturing Processes and Their Related DefectsDocument138 pagesManufacturing Processes and Their Related DefectsaliNo ratings yet
- 6 PreheatingDocument63 pages6 PreheatingvgNo ratings yet
- Application Procedure Onto StopaqDocument6 pagesApplication Procedure Onto Stopaqmkash028No ratings yet
- Example of Bomb-Pit Construction: 1 Meter DiameterDocument5 pagesExample of Bomb-Pit Construction: 1 Meter DiameterMohdHuzairiRusliNo ratings yet
- Rad Interpretation NotesDocument85 pagesRad Interpretation NotesJames Keller100% (12)
- Presentation - Welding of Martensitic Steel p91Document5 pagesPresentation - Welding of Martensitic Steel p91Mayank SinglaNo ratings yet
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- Welder Qualification ReportDocument2 pagesWelder Qualification ReportSyed Mahmud Habibur RahmanNo ratings yet
- National Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingDocument39 pagesNational Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingAvijit DebnathNo ratings yet
- UT Thickness Digital 19-105 Rev.0 PDFDocument10 pagesUT Thickness Digital 19-105 Rev.0 PDFUmair JavedNo ratings yet
- Non Destructive TestingDocument24 pagesNon Destructive TestingLipika GayenNo ratings yet
- Desalter OperationDocument11 pagesDesalter OperationBhumika Chawla80% (5)
- AMEC Specification For Titanium 01Document9 pagesAMEC Specification For Titanium 01cenkturkerNo ratings yet
- NDTDocument42 pagesNDTshahazad100% (1)
- Acsr ConductorsDocument10 pagesAcsr ConductorsPhani KumarNo ratings yet
- Investmech - Structural Integrity (ASME VIII - Part UG - Rules For The Design of Pressure Vessels) R0.0Document33 pagesInvestmech - Structural Integrity (ASME VIII - Part UG - Rules For The Design of Pressure Vessels) R0.0CAC-39.01No ratings yet
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNo ratings yet
- API 5L Grade X65 Pipe Chemical Composition and Mechanical PropertiesDocument1 pageAPI 5L Grade X65 Pipe Chemical Composition and Mechanical PropertiesGEORGE VARGASNo ratings yet
- Diesel Pipeline: S7 S6B TYBE-2Document1 pageDiesel Pipeline: S7 S6B TYBE-2jibran42No ratings yet
- NDE Training Opportunities Inspection Per D1.1 CWI Ethics: The Magazine For Materials Inspection and Testing PersonnelDocument40 pagesNDE Training Opportunities Inspection Per D1.1 CWI Ethics: The Magazine For Materials Inspection and Testing PersonnelwiNo ratings yet
- Barlow's FormulaDocument2 pagesBarlow's FormularsproservNo ratings yet
- Magnetic Particle Testing. Presentation Krishnamoorthi. VDocument50 pagesMagnetic Particle Testing. Presentation Krishnamoorthi. VThe Engineers EDGE, CoimbatoreNo ratings yet
- Selection of An NDT Method and The Extent of Testing PDFDocument5 pagesSelection of An NDT Method and The Extent of Testing PDFWalter TrajadaNo ratings yet
- Hobart Self-Shield Wire PresenDocument30 pagesHobart Self-Shield Wire Presenalefeli26No ratings yet
- Faizan Nazir Section 5BDocument44 pagesFaizan Nazir Section 5BAun Abbas SyedNo ratings yet
- Principal of DPTDocument5 pagesPrincipal of DPTAkshith SulliaNo ratings yet
- Koc-P-002 Part 1 Rev 3Document29 pagesKoc-P-002 Part 1 Rev 3Hari KrishnanNo ratings yet
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNo ratings yet
- Aws Classificati v991NDocument1 pageAws Classificati v991NMax RosasNo ratings yet
- Appriciation To Ndt3.1Document162 pagesAppriciation To Ndt3.1Amirtha Thiyagaraajan Alagesan100% (1)
- Revision Control: Details Accepted Prepared Rev Date Rev NRDocument40 pagesRevision Control: Details Accepted Prepared Rev Date Rev NRRupam BaruahNo ratings yet
- Selection of Welding ElectrodeDocument3 pagesSelection of Welding ElectrodeDuc ThinNo ratings yet
- WPSGMAW90 102011ExamplePDFDocument1 pageWPSGMAW90 102011ExamplePDFBhavani PrasadNo ratings yet
- ASME Sec VIII - Temper Bead TechniqueDocument1 pageASME Sec VIII - Temper Bead TechniquezanlogNo ratings yet
- NDT Level 2Document4 pagesNDT Level 2sateeshNo ratings yet
- Module 10Document92 pagesModule 10Ramesh RNo ratings yet
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysDocument39 pagesEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441No ratings yet
- Beam Design Summary: Material and Design DataDocument2 pagesBeam Design Summary: Material and Design DatamalsrinivasanNo ratings yet
- Is There Any Specific Idea To Have A Call To Accept or Reject For Excess Penetration For Tubes Through Radiography Film?Document5 pagesIs There Any Specific Idea To Have A Call To Accept or Reject For Excess Penetration For Tubes Through Radiography Film?Rakesh Kumar MundaNo ratings yet
- SAIW Course Prospectus 2019 PDFDocument96 pagesSAIW Course Prospectus 2019 PDFBraamNo ratings yet
- EN8 MaterialDocument2 pagesEN8 MaterialSwaran SinghNo ratings yet
- 4102 NDT Notes PDFDocument14 pages4102 NDT Notes PDFAjay Kumar Reddy KNo ratings yet
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachDocument16 pagesAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaNo ratings yet
- New Tech - Equipment ChecklistDocument2 pagesNew Tech - Equipment ChecklistTanaNo ratings yet
- Magnetic Particle Inspection - Use and Implementation of ASTM-E-1444Document17 pagesMagnetic Particle Inspection - Use and Implementation of ASTM-E-1444jaga67No ratings yet
- 15 - Nde Rev 011Document32 pages15 - Nde Rev 011Adnan RanaNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- BPVC Ix Qw-484aDocument1 pageBPVC Ix Qw-484aTC Capulcu Mustafa MNo ratings yet
- 1 Radiographic TestingDocument4 pages1 Radiographic Testingpunitg_2No ratings yet
- Radiography Test Procedure Part - 1Document21 pagesRadiography Test Procedure Part - 1Ahmed Lepda100% (1)
- 7.insulation SeminarDocument55 pages7.insulation SeminarvgNo ratings yet
- C5 ExerciseDocument18 pagesC5 ExerciseHƯƠNG NGUYỄN LÊ NGỌCNo ratings yet
- Welding Procedure Specification - Kel 3Document4 pagesWelding Procedure Specification - Kel 3Helmi KusumaNo ratings yet
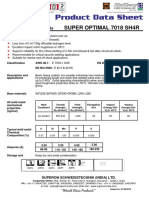
- Super Optimal 7018 SH4RDocument1 pageSuper Optimal 7018 SH4RNIZAM NIZAMNo ratings yet
- Wartsila o e W 50df TRDocument16 pagesWartsila o e W 50df TRNoel MejiaNo ratings yet
- Masterseal Roof 3500 v2. HK 0115Document2 pagesMasterseal Roof 3500 v2. HK 0115SUCHARITNo ratings yet
- GIC DevelopmentDocument12 pagesGIC DevelopmentJinny ShawNo ratings yet
- SYSTEMIC FUNGICIDES - Benomyl, Carboxin, Oxycarboxin, Metalaxyl, Carbendazim,-Characteristics and UseDocument11 pagesSYSTEMIC FUNGICIDES - Benomyl, Carboxin, Oxycarboxin, Metalaxyl, Carbendazim,-Characteristics and UseLekshmiNo ratings yet
- C - Fluid Mechanics - PP - AnsDocument4 pagesC - Fluid Mechanics - PP - Anszyx xyzNo ratings yet
- Revision OF Monograph ON Tablets Draft Proposal For (September 2009)Document12 pagesRevision OF Monograph ON Tablets Draft Proposal For (September 2009)Bala SubramanyamNo ratings yet
- Acetic Acid Extraction From Aqueous Solutions Using Fatty AcidsDocument8 pagesAcetic Acid Extraction From Aqueous Solutions Using Fatty AcidsNur Zuliana Mat ZinNo ratings yet
- SPE 29694 Seafloor Monitoring For Synthetic-Based Mud Discharged in The Western Gulf of MexicoDocument19 pagesSPE 29694 Seafloor Monitoring For Synthetic-Based Mud Discharged in The Western Gulf of MexicoAminNo ratings yet
- Thermodynamic Tables UpdatedDocument50 pagesThermodynamic Tables Updatedmiraabellaa247No ratings yet
- Development and Validation of Analytical Method For Simultaneous Estimation of Active Constituents in A Polyherbal Ointment by Gas ChromatographyDocument7 pagesDevelopment and Validation of Analytical Method For Simultaneous Estimation of Active Constituents in A Polyherbal Ointment by Gas ChromatographySofíaNo ratings yet
- Acticide Bac 50 M: ® Product InformationDocument2 pagesActicide Bac 50 M: ® Product InformationEglė PuzelytėNo ratings yet
- Filtration and CrystallizationDocument12 pagesFiltration and CrystallizationDamani RobertsNo ratings yet
- Next Generation Oleo & SurfactantDocument18 pagesNext Generation Oleo & SurfactantHugh MantaNo ratings yet
- FTDDocument188 pagesFTDsharath1199No ratings yet
- LynchDocument15 pagesLynchAlejandro425No ratings yet
- Nanomaterials: 1. Basics of Nano Materials and Nanochemistry - Features Nanoscience and NanotechnologyDocument5 pagesNanomaterials: 1. Basics of Nano Materials and Nanochemistry - Features Nanoscience and NanotechnologyHuong DangNo ratings yet
- Best One ShotsDocument6 pagesBest One Shotsorg.arpitvaishyNo ratings yet
- 1.V4 Kombi Final Manual Balancing Valve F.endDocument13 pages1.V4 Kombi Final Manual Balancing Valve F.endKurkuma PlusNo ratings yet
- Thermodynamics Assignment 1Document3 pagesThermodynamics Assignment 1Twinkle Anne RosalesNo ratings yet
- Hand LayupDocument3 pagesHand LayupS19M082 KRITHIK ANo ratings yet
- Greensol Aerosol Fire Suppression Systems Model A50: Features & BenefitsDocument1 pageGreensol Aerosol Fire Suppression Systems Model A50: Features & BenefitsPedro LacerdaNo ratings yet
- 0620 s04 QP 1Document16 pages0620 s04 QP 1Varun PanickerNo ratings yet