You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Welding Procedure Specification PresentasiDocument3 pagesWelding Procedure Specification PresentasiHASIM HASIMNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Welding Procedure Specification KLPK 2Document2 pagesWelding Procedure Specification KLPK 2Zans 2001No ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- A Guide to Electronic Maintenance and RepairsFrom EverandA Guide to Electronic Maintenance and RepairsRating: 4.5 out of 5 stars4.5/5 (7)
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- WPS SMAW Fillet Welding ProcedureDocument2 pagesWPS SMAW Fillet Welding ProcedurecrysNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- Welding Procedure Specification Structural 3G PDFDocument3 pagesWelding Procedure Specification Structural 3G PDFsebincherianNo ratings yet
- Wps Time 3g Smaw Eh36 (Practical Aws)Document16 pagesWps Time 3g Smaw Eh36 (Practical Aws)Nurul Atikah OmarNo ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification Sampleezdi2083% (23)
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- PQR WPSDocument2 pagesPQR WPSMiguel Alejandro SierraNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- PREQUALIFIED WELDING PROCEDURE SPECIFICATIONDocument1 pagePREQUALIFIED WELDING PROCEDURE SPECIFICATIONErick VazquezNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
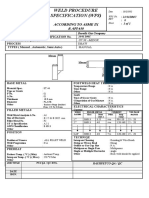
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Welding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) SketchDocument1 pageWelding Procedure Specification (As Per AWS D1.3) : With Preheat & PWHT (Auto/Semi-Auto/Manual/Machine) Sketchoomoom0% (1)
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Draf WPSDocument2 pagesDraf WPSMj EdinNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
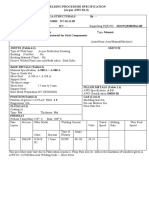
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- PQR Procedure Qualification Record Krishna SteelDocument2 pagesPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- Weld in G P Ro Cedu Re SP Ecifica Tio N (WP S)Document2 pagesWeld in G P Ro Cedu Re SP Ecifica Tio N (WP S)almasrizalNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- Pre Qualified WPSDocument1 pagePre Qualified WPSkapsarcNo ratings yet
- GMAW welding parameters for SS400 pipeDocument2 pagesGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- WPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsDocument3 pagesWPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsAmjad PathanNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- Welding Procedure Data Sheet for Steel Groups 1-3Document1 pageWelding Procedure Data Sheet for Steel Groups 1-3suronocaturatmojoNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- Main - Sample Welding Procedure Specification Wps FormDocument2 pagesMain - Sample Welding Procedure Specification Wps FormmuhammaddanishafandiNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- Chapter No 14: (SECTIONS 14.1-14.4, 14.6)Document63 pagesChapter No 14: (SECTIONS 14.1-14.4, 14.6)Farhan ShahriarNo ratings yet
- How To Assign Seismic Load in StaadDocument4 pagesHow To Assign Seismic Load in Staadblisscutest beagleNo ratings yet
- Design and Development of A Colour Sensi PDFDocument113 pagesDesign and Development of A Colour Sensi PDFVũ Mạnh CườngNo ratings yet
- B40C IndexDocument17 pagesB40C Indexwaad.harb100% (1)
- KSB 2.0 - Boax - BDocument9 pagesKSB 2.0 - Boax - BSandesh KambleNo ratings yet
- Calculation and interference in planetary gear mechanismsDocument1 pageCalculation and interference in planetary gear mechanismsJoy BhattacharyaNo ratings yet
- Catalogo NavistarDocument36 pagesCatalogo NavistarAndres Contreras75% (8)
- Jabiru / VW Propeller Hub DimensionsDocument1 pageJabiru / VW Propeller Hub Dimensionssnappish1No ratings yet
- Procedure To Install A Lubrication Group For The Circle Drive Pinion On Certain Motor GradersDocument5 pagesProcedure To Install A Lubrication Group For The Circle Drive Pinion On Certain Motor GradersLuis Augusto100% (1)
- Application Engineering BulletinDocument2 pagesApplication Engineering BulletinCesar G.No ratings yet
- Unit Operations in Food ProcessingDocument328 pagesUnit Operations in Food ProcessingTrúc Mai VõNo ratings yet
- Future Pipe IndustriesDocument63 pagesFuture Pipe Industriespiping1522No ratings yet
- Meo CL-4,, Fun 4,5,6Document15 pagesMeo CL-4,, Fun 4,5,6Banshi Lal MaanNo ratings yet
- Hydraulic Calculations ExplainedDocument38 pagesHydraulic Calculations ExplainedJovani G. Ballon100% (4)
- Motion of Particles in FluidsDocument10 pagesMotion of Particles in FluidsMichael Kang'eriNo ratings yet
- 07we Bond Worked Example Anchored Sheet Pile WallDocument12 pages07we Bond Worked Example Anchored Sheet Pile WallPacoNo ratings yet
- Linear Gravity: 2.1 Energy Momentum TensorDocument3 pagesLinear Gravity: 2.1 Energy Momentum TensorJakov PelzNo ratings yet
- VG602Document2 pagesVG602LucasNo ratings yet
- Fluidize BedDocument8 pagesFluidize BedNimesh GunasekeraNo ratings yet
- 013 Oms Supermax 131581 enDocument21 pages013 Oms Supermax 131581 enBenson IpNo ratings yet
- An Aircraft Flies at A Constant Height.: 5054/21/M/J/21 © UCLES 2021Document2 pagesAn Aircraft Flies at A Constant Height.: 5054/21/M/J/21 © UCLES 2021PC AbdulkarimNo ratings yet
- 023 Interstage Cooling PDFDocument7 pages023 Interstage Cooling PDFAnalytics ClubNo ratings yet
- Manual TAS85 Poppet SettingDocument4 pagesManual TAS85 Poppet SettingNoeRtjahya AhmadNo ratings yet
- An Evaluation of Transistorized Ignition Systems: A. J. BarraDocument4 pagesAn Evaluation of Transistorized Ignition Systems: A. J. BarraDiego VegaNo ratings yet
- 7.62x51 Mil ManualDocument37 pages7.62x51 Mil ManualStephenPowersNo ratings yet
- One Dimensional MotionDocument20 pagesOne Dimensional MotionArianne Rose TalledoNo ratings yet
- Casting Material WCB PDFDocument9 pagesCasting Material WCB PDFChinmoyee SharmaNo ratings yet
- Amendment No. 1 November 2019 TO Is 16700: 2017 Criteria For Structural Safety of Tall Concrete BuildingsDocument3 pagesAmendment No. 1 November 2019 TO Is 16700: 2017 Criteria For Structural Safety of Tall Concrete BuildingsSafora ShaikNo ratings yet
- Lecture Notes PPT 4 PDFDocument17 pagesLecture Notes PPT 4 PDFDrRoja A RNo ratings yet