You might also like
- BCM Unit 5Document113 pagesBCM Unit 5Keerthi k.cNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument40 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Pengecoran Khusus Pertemuan 5 Dan 6Document64 pagesPengecoran Khusus Pertemuan 5 Dan 6Laurensius JoshuaNo ratings yet
- Metal Casting ProcessesDocument113 pagesMetal Casting ProcessesSarath ChandraNo ratings yet
- Various Casting Processes - Critical Assessment: ContdDocument21 pagesVarious Casting Processes - Critical Assessment: ContdMayank GaurNo ratings yet
- Foundry TechnologyDocument16 pagesFoundry Technologynikhil110705No ratings yet
- Unit 3 Part D RevisedDocument88 pagesUnit 3 Part D Revisedraymon sharmaNo ratings yet
- Casting PDFDocument96 pagesCasting PDFYerriboina Vishnu VardhanNo ratings yet
- Manufacturing Unit 1Document53 pagesManufacturing Unit 1vikas sharma50% (2)
- BTM4723 - Lect 2 Adv CastingDocument46 pagesBTM4723 - Lect 2 Adv CastingMas Ayu HassanNo ratings yet
- Chapter 2 Casting: Manufacturing ProcessesDocument52 pagesChapter 2 Casting: Manufacturing ProcessesnunuNo ratings yet
- Lec. 2 METAL CASTING1Document96 pagesLec. 2 METAL CASTING1ABDELRHMAN ALINo ratings yet
- Investment CastingDocument28 pagesInvestment CastingKristin Louise Agbulos100% (1)
- ME-208 Manufacturing Technology Innovative Work: Innovation and Recent Development in Casting TechniquesDocument20 pagesME-208 Manufacturing Technology Innovative Work: Innovation and Recent Development in Casting TechniquesSubhash SharmaNo ratings yet
- You CanDocument70 pagesYou Canananda narayananNo ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- Chapter 2: Casting Processes: Proses TuanganDocument76 pagesChapter 2: Casting Processes: Proses TuanganhizanorhudaNo ratings yet
- BMP - PPT 3Document13 pagesBMP - PPT 32058SOMYAJIT RAYNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- Recent Advances in Sand CastingDocument6 pagesRecent Advances in Sand Casting9591007896No ratings yet
- Melting and Casting: Dr.S.N.AlamDocument6 pagesMelting and Casting: Dr.S.N.Alamsrujan baluNo ratings yet
- Advanced Injection MouldingDocument29 pagesAdvanced Injection MouldingShubham ChaudharyNo ratings yet
- Chapter 11Document102 pagesChapter 11223399No ratings yet
- ET ZC235 Manufacturing Processes: BITS PilaniDocument113 pagesET ZC235 Manufacturing Processes: BITS PilaniAasheesh Chander AgrawalNo ratings yet
- Sme PPT - U5Document235 pagesSme PPT - U5auatesakibNo ratings yet
- 4.0 Metal Casting ProcessDocument48 pages4.0 Metal Casting ProcessSyed MoizNo ratings yet
- Deep DryingDocument83 pagesDeep DryingYasir HussainNo ratings yet
- Investment CastingDocument16 pagesInvestment CastingDENNY JACOBNo ratings yet
- Casting PresentationDocument111 pagesCasting Presentationprabas banerjeeNo ratings yet
- Chapter 2-Metal Casting ProcessesDocument87 pagesChapter 2-Metal Casting ProcessesSeab PisethNo ratings yet
- IntroductionDocument106 pagesIntroductionMahalingam SundaradasNo ratings yet
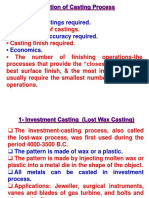
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 pagesNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNo ratings yet
- Lecture # 4 Investment CastingDocument53 pagesLecture # 4 Investment CastingAbdulRehman Ahmed SoomroNo ratings yet
- Class5 - Types of CastingDocument94 pagesClass5 - Types of CastingSriharsha SarmaNo ratings yet
- Casting LecDocument60 pagesCasting Lecshahid_ahmed_28No ratings yet
- Metal Casting Processes & Its Advances - An Overview: - Dr.S.P.Kumaresh Babu Professor Dept. of MME N.I.T. TrichyDocument58 pagesMetal Casting Processes & Its Advances - An Overview: - Dr.S.P.Kumaresh Babu Professor Dept. of MME N.I.T. TrichyAditya UNo ratings yet
- AMT - CastingDocument44 pagesAMT - CastingUddhav ArotheNo ratings yet
- BMP Report G6Document3 pagesBMP Report G6Damage SinghNo ratings yet
- Expendable Moulding ProcessDocument52 pagesExpendable Moulding ProcessSmart AkkiNo ratings yet
- CastingDocument17 pagesCastinghruthik hruthikNo ratings yet
- MC25 Lec 6 Metal CastingDocument78 pagesMC25 Lec 6 Metal Castingtvishal8No ratings yet
- Unit-1 (1) MPDocument189 pagesUnit-1 (1) MPVishvas SinghhNo ratings yet
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- Injection Moulding PPTSDocument25 pagesInjection Moulding PPTSSmileyNo ratings yet
- Metal Casting ProcessesDocument61 pagesMetal Casting ProcessesBinyam HabtamuNo ratings yet
- Industrial Sand CastingDocument210 pagesIndustrial Sand Castingtruckman1000No ratings yet
- CastingDocument20 pagesCastingCHANDRAJEET AMARNo ratings yet
- Casting Process IIDocument35 pagesCasting Process IIChirag TaterNo ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- Casting Notes MechanicalDocument21 pagesCasting Notes MechanicalKharbal AkashNo ratings yet
- Evaporative Pattern CastingDocument13 pagesEvaporative Pattern CastingMajid RazaqNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Casting ProcessDocument18 pagesCasting ProcesschtganduNo ratings yet
- MM Experiment ReportDocument10 pagesMM Experiment ReportAbdullah ArshadNo ratings yet
- Lecture 09 - SHELL MOULDING AND CENTRIFUGAL CASTINGDocument9 pagesLecture 09 - SHELL MOULDING AND CENTRIFUGAL CASTINGManan GuptaNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcessSenthilKumar SubramanianNo ratings yet
- Advanced Machining ProcessesDocument22 pagesAdvanced Machining ProcessesfaizNo ratings yet
- Casting Series 6Document47 pagesCasting Series 6Janmayjoy Halder SwagataNo ratings yet
- Topic - Manufacturing Process of Pump (Casing) by CastingDocument11 pagesTopic - Manufacturing Process of Pump (Casing) by Casting2058SOMYAJIT RAYNo ratings yet
- Industrial MaterialsDocument29 pagesIndustrial MaterialsFaisal TariqNo ratings yet
- 04 - 05 ResourceMergeDocument1 page04 - 05 ResourceMergeFaisal TariqNo ratings yet
- Electrical Safety: Presented By: Abdus SamadDocument22 pagesElectrical Safety: Presented By: Abdus SamadFaisal TariqNo ratings yet
- Practice CAEDDocument36 pagesPractice CAEDFaisal TariqNo ratings yet
- Cooling Towers: Syed Ahsan Bukhari Trainee Mechanical Engineer (Utilities)Document25 pagesCooling Towers: Syed Ahsan Bukhari Trainee Mechanical Engineer (Utilities)Faisal TariqNo ratings yet
- Torque Monitoring Measurement 2000Document26 pagesTorque Monitoring Measurement 2000Faisal Tariq100% (1)
- Centrifugal Pump Vs Receprocating PumpDocument1 pageCentrifugal Pump Vs Receprocating PumpMuhammad AnwarNo ratings yet
- BLG and EDGDocument44 pagesBLG and EDGFaisal TariqNo ratings yet
- PSG-001A - Part 8, Periodic Hazard StudiesDocument26 pagesPSG-001A - Part 8, Periodic Hazard StudiesFaisal TariqNo ratings yet
- PSG-001A - Part 4, Hazard Study 4Document4 pagesPSG-001A - Part 4, Hazard Study 4Faisal TariqNo ratings yet
- PSG-001A - Part 1, Hazard Study 1Document22 pagesPSG-001A - Part 1, Hazard Study 1Faisal Tariq100% (2)
- PSG-001A - Part 6, Hazard Study 6Document9 pagesPSG-001A - Part 6, Hazard Study 6Faisal TariqNo ratings yet
- PSG-001A - Part 5, Hazard Study 5Document4 pagesPSG-001A - Part 5, Hazard Study 5Faisal TariqNo ratings yet
- PSG-001A - Part 0, General IntroductionDocument18 pagesPSG-001A - Part 0, General IntroductionFaisal TariqNo ratings yet
- PSG-001A - Part 3, Hazard Study 3Document5 pagesPSG-001A - Part 3, Hazard Study 3Faisal TariqNo ratings yet
- Bearing TypesDocument33 pagesBearing TypesFaisal TariqNo ratings yet
- Root Cause Failure Analysis - BearingDocument117 pagesRoot Cause Failure Analysis - BearingFaisal Tariq100% (6)
- Bearing Failure AnalysisDocument54 pagesBearing Failure AnalysisFaisal Tariq100% (2)
- SKF Bearing Failure and CausesDocument44 pagesSKF Bearing Failure and CausescazacuphNo ratings yet
- Bearing Damage Course: Rolling Bearing Technology (Basics)Document2 pagesBearing Damage Course: Rolling Bearing Technology (Basics)Faisal TariqNo ratings yet
- RCFA Report Template For Mechanical EquipmentDocument11 pagesRCFA Report Template For Mechanical EquipmentFaisal Tariq100% (1)
- Root Cause Analysis - Filter Clogging IssueDocument5 pagesRoot Cause Analysis - Filter Clogging IssueFaisal TariqNo ratings yet
- Module 09 Extracting Multiple Reports With Pivot TablesDocument86 pagesModule 09 Extracting Multiple Reports With Pivot TablesFaisal TariqNo ratings yet
- BCD Sor 16 07 2012Document225 pagesBCD Sor 16 07 2012Chikodi UGDNo ratings yet
- An Experimental Investigation On Light Emitting Concrete - Translucent ConcreteDocument11 pagesAn Experimental Investigation On Light Emitting Concrete - Translucent ConcreteTECH MACNo ratings yet
- All Sheets ConcreteDocument72 pagesAll Sheets ConcreteSulaiman Mohsin AbdulAziz100% (1)
- Handbook 1 - Building Conditions InspectionDocument24 pagesHandbook 1 - Building Conditions InspectionIjplastic GiftNo ratings yet
- Welcome To CE 413: Lecture-03Document16 pagesWelcome To CE 413: Lecture-03Md Tanvir Haider 191-47-915No ratings yet
- NBC205-RC Building Without Masonry Infill PDFDocument38 pagesNBC205-RC Building Without Masonry Infill PDFAnil BasnetNo ratings yet
- Strenx 960: General Product DescriptionDocument2 pagesStrenx 960: General Product DescriptionJean Paulo SalvatiNo ratings yet
- Direct Compressive Strength and Elastic Modulus of Recycled Aggregate ConcreteDocument13 pagesDirect Compressive Strength and Elastic Modulus of Recycled Aggregate Concrete8790922772No ratings yet
- Recoil Technical Catalogue 2018Document112 pagesRecoil Technical Catalogue 2018Marsal CMNo ratings yet
- StonemasonryDocument46 pagesStonemasonryWawaChumelNo ratings yet
- BlumDocument56 pagesBlumSwathi JanardhanNo ratings yet
- CIM WB 2017023 - Rev.00Document12 pagesCIM WB 2017023 - Rev.00Suryana MamanNo ratings yet
- Anticorrosion Paint & CoatingDocument4 pagesAnticorrosion Paint & CoatingGoutam GiriNo ratings yet
- 22 Civ Su 398 oDocument21 pages22 Civ Su 398 oBhatt100% (1)
- Pavement Quality Concrete (PQC)Document28 pagesPavement Quality Concrete (PQC)Sailesh Kumar100% (8)
- Trends in Welding Research - Proceedings of The 7th International Conference, May 16-20, 2005 PDFDocument1,014 pagesTrends in Welding Research - Proceedings of The 7th International Conference, May 16-20, 2005 PDFFabricio TarulloNo ratings yet
- ITP FW For Civil Building WorksDocument17 pagesITP FW For Civil Building WorksAjit Singh RathoreNo ratings yet
- Valve Extension - Spindle Technical - SheetDocument1 pageValve Extension - Spindle Technical - Sheethk168No ratings yet
- SEKSYEN RADIATOR 4B11 Mitsubishi Motors Service ManualDocument5 pagesSEKSYEN RADIATOR 4B11 Mitsubishi Motors Service ManualAz Zahra AzmanNo ratings yet
- IQ Glass - Sliding Glass Doors - Product Specification Sheet 2017Document12 pagesIQ Glass - Sliding Glass Doors - Product Specification Sheet 2017rflp87No ratings yet
- 1 Rigid PavementsDocument5 pages1 Rigid PavementsUmar FarooqNo ratings yet
- Dorma RSF CatalogueDocument18 pagesDorma RSF CatalogueSrinivasanNo ratings yet
- 1.boq - RC Work For Office (Part 3) - LattanavongDocument2 pages1.boq - RC Work For Office (Part 3) - LattanavongKu BờmNo ratings yet
- Tasman® and Norfolk®: Retaining Wall Evaluation and Installation GuideDocument16 pagesTasman® and Norfolk®: Retaining Wall Evaluation and Installation GuideSJE ConsultingNo ratings yet
- Wall Thickness CalculatorDocument5 pagesWall Thickness CalculatorbillyNo ratings yet
- Dynasylan BHN: Product Description Product CharacteristicsDocument4 pagesDynasylan BHN: Product Description Product CharacteristicsFrancois-No ratings yet
- Concrete Plant OperationsDocument28 pagesConcrete Plant OperationsJuned Hamid Khan100% (2)
- 4th SeminarDocument70 pages4th SeminarVeena Goud100% (1)
- Synthetic MaterialsDocument11 pagesSynthetic Materialsrock0% (1)
- Press Tool Theory - 1Document144 pagesPress Tool Theory - 1Abhishek AbhiNo ratings yet