You might also like
- Pattern MakingDocument11 pagesPattern MakingPATEL RAHUL100% (1)
- Casting IntroDocument94 pagesCasting IntroJith ViswaNo ratings yet
- Load Schedule and Wiring Sizing for 3 BuildingsDocument1 pageLoad Schedule and Wiring Sizing for 3 BuildingsPoppy MooreNo ratings yet
- Manufacturing Process - CastingDocument81 pagesManufacturing Process - CastingArnab HazraNo ratings yet
- Two Week Look Ahead ScheduleDocument2 pagesTwo Week Look Ahead Scheduleedla371067% (3)
- Metal CastingDocument89 pagesMetal CastingazeemdcetNo ratings yet
- Foundry Technology PatternsDocument36 pagesFoundry Technology PatternshsemargNo ratings yet
- Foundary NotesDocument13 pagesFoundary Notespsmonu540% (1)
- Ab 036380 001Document1 pageAb 036380 001sathishlinshanNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Unit-1 Metal Casting ProcessDocument261 pagesUnit-1 Metal Casting ProcessDharun PrakashNo ratings yet
- Metal casting processes and design considerationsDocument78 pagesMetal casting processes and design considerationstvishal8No ratings yet
- Manufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingDocument74 pagesManufacturing Technology (MEC - 205) : Unit - 1 Introduction To Manufacturing and Metal CastingShridhar SavatNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Lecture2casting 160411082846Document190 pagesLecture2casting 160411082846IgnatiusAbbyNo ratings yet
- Foundary or CastingDocument88 pagesFoundary or CastingThulasi RamNo ratings yet
- Control chart is a process monitoring and control toolDocument10 pagesControl chart is a process monitoring and control toolanil100% (1)
- Control chart is a process monitoring and control toolDocument10 pagesControl chart is a process monitoring and control toolanil100% (1)
- ESD - Fundamentals PPDocument59 pagesESD - Fundamentals PPNilesh Narkhede100% (1)
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
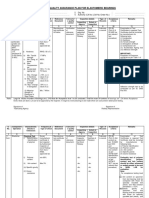
- Standard QA Plan (Elastomeric Bearings)Document8 pagesStandard QA Plan (Elastomeric Bearings)ghaghra bridgeNo ratings yet
- PatternsDocument46 pagesPatternsdhruvmistry300No ratings yet
- INTRODUCTION To MANUFACTURING PROCESS PART-2 (2) .PpsDocument47 pagesINTRODUCTION To MANUFACTURING PROCESS PART-2 (2) .Ppsmahammad kamaluddeenNo ratings yet
- 1 Hareesha N G Dept Aero Engg, DSCE, BloreDocument47 pages1 Hareesha N G Dept Aero Engg, DSCE, Bloremahammad kamaluddeenNo ratings yet
- FALLSEM2020-21 MEE3501 ETH VL2020210100413 2020-09-08 Reference-Material-IDocument334 pagesFALLSEM2020-21 MEE3501 ETH VL2020210100413 2020-09-08 Reference-Material-ISiddhant TemghareNo ratings yet
- Metal casting patterns guide - types, allowances & materialsDocument22 pagesMetal casting patterns guide - types, allowances & materialsthirunaarasuNo ratings yet
- CastingDocument243 pagesCastingJoaNo ratings yet
- PatternsDocument38 pagesPatternsJaya RamanNo ratings yet
- Chapter - 2 Patern MakingDocument53 pagesChapter - 2 Patern Makingjoy fulNo ratings yet
- Production Technology - I: Metal CastingDocument20 pagesProduction Technology - I: Metal CastingAbishek AbhNo ratings yet
- Pattern materials and types of patterns for casting productionDocument57 pagesPattern materials and types of patterns for casting productionSriharsha SarmaNo ratings yet
- MP - Unit I-1 PDFDocument51 pagesMP - Unit I-1 PDFGuest 128No ratings yet
- Foudry TechnologyDocument10 pagesFoudry TechnologyBiren kumar SamalNo ratings yet
- Final Pattern MakingDocument26 pagesFinal Pattern MakingRam Janm Singh100% (2)
- 104347Document96 pages104347Balu ChanderNo ratings yet
- Pattern Types and Allowances 2Document16 pagesPattern Types and Allowances 2Shanti Kiran ZNo ratings yet
- Pattern is a replica of the final object to be made with some modificationsDocument95 pagesPattern is a replica of the final object to be made with some modificationsSaurabh ThakurNo ratings yet
- Foundry: Pattern MakingDocument7 pagesFoundry: Pattern MakingLourencoNo ratings yet
- 2,. CastingDocument37 pages2,. Castingmohit s sNo ratings yet
- GCE 4145 Foundry Engineering Lecture: Key Pattern Allowances for Casting DesignDocument18 pagesGCE 4145 Foundry Engineering Lecture: Key Pattern Allowances for Casting DesignAbdullah SubbirNo ratings yet
- MP - Module 1 - Casting ProcessesDocument108 pagesMP - Module 1 - Casting ProcessesrohanNo ratings yet
- Group 3 Assignment FinalDocument21 pagesGroup 3 Assignment FinalOKIDI Thomas BecketNo ratings yet
- Lecture 2 - Various Casting Techniques (Actual)Document58 pagesLecture 2 - Various Casting Techniques (Actual)Harsh ShahNo ratings yet
- MT Notes Unit IDocument226 pagesMT Notes Unit IsivasaNo ratings yet
- Pattern Making &foundaryDocument26 pagesPattern Making &foundaryAshish SinghNo ratings yet
- Foundry and CastingDocument72 pagesFoundry and CastingGreethu BabyNo ratings yet
- Patterns For Mould MakingDocument21 pagesPatterns For Mould MakingokicirdarNo ratings yet
- Types of Patterns GuideDocument10 pagesTypes of Patterns GuideANIKET ANANDNo ratings yet
- Lectures Notes On: Manufacturing Science and TechnologyDocument53 pagesLectures Notes On: Manufacturing Science and TechnologyDr ShanthakumarlNo ratings yet
- Wooden Pattern StudyDocument6 pagesWooden Pattern StudyVivekumNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument26 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Me 333 - CastingDocument30 pagesMe 333 - CastingFarhan HasinNo ratings yet
- Manufacturing Process: I Semester ES-119Document170 pagesManufacturing Process: I Semester ES-119sayan halderNo ratings yet
- CastingDocument84 pagesCastingRahulNo ratings yet
- Casting DetailsDocument8 pagesCasting DetailsudayraochNo ratings yet
- Casting ProcessesDocument40 pagesCasting ProcessesreynierNo ratings yet
- CastingDocument122 pagesCastingLokesh GurjarNo ratings yet
- Casting 1Document43 pagesCasting 129011988No ratings yet
- Gates Engineering College::Gooty: II B.Tech II Semester (R09)Document58 pagesGates Engineering College::Gooty: II B.Tech II Semester (R09)MonikaNo ratings yet
- Core Boxes and Pattern TypesDocument51 pagesCore Boxes and Pattern Typesgosaye desalegnNo ratings yet
- Unit 3Document98 pagesUnit 3Sudharshan IyengarNo ratings yet
- Ardcc 5TH Module NotesDocument10 pagesArdcc 5TH Module NotesmonikaNo ratings yet
- Week 3 - Sand Casting Method (Pattern, Mold and Core Materials)Document34 pagesWeek 3 - Sand Casting Method (Pattern, Mold and Core Materials)Muhammed Mustafa SezginNo ratings yet
- Study The Different Types of Pattern and Their CharacteristicsDocument5 pagesStudy The Different Types of Pattern and Their CharacteristicsUsman RazaNo ratings yet
- DM All (L 1-7)Document80 pagesDM All (L 1-7)Somnath SomadderNo ratings yet
- Quiz FundiciónDocument5 pagesQuiz FundiciónJeankCantorNo ratings yet
- Second - Year - Mechanical - (BE Sem-III and IV) - Teaching Scheme and Course ContentDocument50 pagesSecond - Year - Mechanical - (BE Sem-III and IV) - Teaching Scheme and Course ContentanilNo ratings yet
- Time Table (Online Lectures) 20-21 - Revised 3Document6 pagesTime Table (Online Lectures) 20-21 - Revised 3anilNo ratings yet
- Cerificate No 7 To 100 PDFDocument124 pagesCerificate No 7 To 100 PDFanilNo ratings yet
- Applied Mathematics-IV - 2nd ShiftDocument3 pagesApplied Mathematics-IV - 2nd ShiftanilNo ratings yet
- Email and Certificate Data of Engineering StudentsDocument50 pagesEmail and Certificate Data of Engineering StudentsanilNo ratings yet
- Certificate No 500 To 1000 PDFDocument611 pagesCertificate No 500 To 1000 PDFanilNo ratings yet
- Certificate appreciation online quiz quality managementDocument1 pageCertificate appreciation online quiz quality managementanilNo ratings yet
- Certificate No 2000 To 2422 PDFDocument535 pagesCertificate No 2000 To 2422 PDFanilNo ratings yet
- Certificate No 100 To 500 PDFDocument479 pagesCertificate No 100 To 500 PDFanilNo ratings yet
- Press WorkDocument42 pagesPress WorkanilNo ratings yet
- Certificate No 1500 To 2000 PDFDocument651 pagesCertificate No 1500 To 2000 PDFanilNo ratings yet
- Certificate No 1000 To 1500 PDFDocument601 pagesCertificate No 1000 To 1500 PDFanilNo ratings yet
- Steps Involved in Sand Casting Process: BY Aravindkumar BDocument39 pagesSteps Involved in Sand Casting Process: BY Aravindkumar BanilNo ratings yet
- Certificate appreciation online quiz quality managementDocument1 pageCertificate appreciation online quiz quality managementanilNo ratings yet
- Press WorkDocument42 pagesPress WorkanilNo ratings yet
- Akola College Admission List 2019 Aug AdmissionDocument27 pagesAkola College Admission List 2019 Aug AdmissionanilNo ratings yet
- Welding MCQ Module for Mechanical EngineeringDocument14 pagesWelding MCQ Module for Mechanical Engineeringanil100% (1)
- Sand CastingDocument92 pagesSand CastinganilNo ratings yet
- Provisions Relating To Pre-Mature Retirement in The Fundamental Rules and CCS (Pension) Rules, 1972Document10 pagesProvisions Relating To Pre-Mature Retirement in The Fundamental Rules and CCS (Pension) Rules, 1972anilNo ratings yet
- Moulding MachinesDocument10 pagesMoulding MachinesanilNo ratings yet
- Wire Drawing Process OverviewDocument25 pagesWire Drawing Process OverviewanilNo ratings yet
- Project Extension PermissionDocument1 pageProject Extension PermissionanilNo ratings yet
- Sheet Metal Operations 131023053838 Phpapp02Document40 pagesSheet Metal Operations 131023053838 Phpapp02VEERAMANINo ratings yet
- Erasmusplus India 2018Document2 pagesErasmusplus India 2018anilNo ratings yet
- Bmppresentation1 150225030314 Conversion Gate02Document14 pagesBmppresentation1 150225030314 Conversion Gate02anilNo ratings yet
- Assignment 3Document7 pagesAssignment 3anilNo ratings yet
- PreliminaryDocument15 pagesPreliminaryanilNo ratings yet
- Datasheet Sandvik 2212htDocument2 pagesDatasheet Sandvik 2212htDarryl007No ratings yet
- Cables 1 PDFDocument9 pagesCables 1 PDFahmedNo ratings yet
- Flyover Case StudyDocument12 pagesFlyover Case Studyvrushankshah100% (1)
- ACI PRC 440-7-22 Externally Bonded Fiber Reinforced Polymer SystemsDocument77 pagesACI PRC 440-7-22 Externally Bonded Fiber Reinforced Polymer SystemsYoukhanna ZayiaNo ratings yet
- Sikasil ws-305 N e v11-06Document2 pagesSikasil ws-305 N e v11-06anneleiaaaNo ratings yet
- Product Description: Amplitex Art. No. 5040 Flax Balanced Weave (0°/90°) 300 GSMDocument2 pagesProduct Description: Amplitex Art. No. 5040 Flax Balanced Weave (0°/90°) 300 GSMMcFlyNo ratings yet
- BSS - Report - Effect of Heat in A Building DemonstratorDocument15 pagesBSS - Report - Effect of Heat in A Building DemonstratorAh Mok100% (1)
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationNileshNo ratings yet
- Group 2 - Experiment No. 5 Tensile TestDocument5 pagesGroup 2 - Experiment No. 5 Tensile TestSevi DumpNo ratings yet
- Stadium With Tribune 2 EL RatedDocument41 pagesStadium With Tribune 2 EL RatedHailuGelanHubenaNo ratings yet
- WB 1700 GB Board Material Product DatasheetDocument2 pagesWB 1700 GB Board Material Product DatasheetahmetNo ratings yet
- ALTERNATE BUILDING MATERIALS - Porotherm Bricks (2) - 220510 - 075940 - CompressedDocument21 pagesALTERNATE BUILDING MATERIALS - Porotherm Bricks (2) - 220510 - 075940 - CompressedBharath SpidyNo ratings yet
- 4) Work Method Statement Upper Floor Beam & SlabDocument2 pages4) Work Method Statement Upper Floor Beam & Slabhks1209No ratings yet
- Effect of Brick on Rubber Lining TemperatureDocument2 pagesEffect of Brick on Rubber Lining Temperaturetamago_fujiNo ratings yet
- NYY-J Power Cable: DimensionsDocument2 pagesNYY-J Power Cable: DimensionsKushtrim MalaNo ratings yet
- Tdsbentone34 PDFDocument2 pagesTdsbentone34 PDFChemtools ChemtoolsNo ratings yet
- LCP Formdek: Permanent Steel FormworkDocument5 pagesLCP Formdek: Permanent Steel FormworkGarfieldNo ratings yet
- Substructure Works Method StatementDocument14 pagesSubstructure Works Method StatementMohd Musa HashimNo ratings yet
- MITPE Tribology June2020 BrochureDocument4 pagesMITPE Tribology June2020 BrochureAshwin AshwinNo ratings yet
- Data - Sheet-Cgfs Concrete Mix 1004-51 PDFDocument2 pagesData - Sheet-Cgfs Concrete Mix 1004-51 PDFmiguelq_scribdNo ratings yet
- VECV Infra NormsDocument10 pagesVECV Infra Normsvikrantnair.enarchNo ratings yet
- Boysen Plexibond™ Cementitious Waterproofing System #7760: Surface PreparationDocument3 pagesBoysen Plexibond™ Cementitious Waterproofing System #7760: Surface PreparationRL SanNo ratings yet
- BMI Paraplast S DatasheetDocument3 pagesBMI Paraplast S DatasheetAndri RakotoNo ratings yet
- How To Select Spider Fittings in Point Supported GlassDocument3 pagesHow To Select Spider Fittings in Point Supported GlassHan JoeNo ratings yet
- Say No To Plastic BagsDocument11 pagesSay No To Plastic BagsPratibha SainiNo ratings yet