You might also like
- Gravity ConveyorsDocument49 pagesGravity ConveyorsAdriel Aron DiazNo ratings yet
- Conveyors and TypesDocument8 pagesConveyors and TypesbhucoolsNo ratings yet
- Belt Conveyor 2 PDFDocument26 pagesBelt Conveyor 2 PDFHitendra ToliaNo ratings yet
- Presentación Equipo 2Document62 pagesPresentación Equipo 2Ruben Lopez RicoNo ratings yet
- FEM Analysis of A Conveyor Belt On The Driving Drum of A Pipe Conveyor PDFDocument9 pagesFEM Analysis of A Conveyor Belt On The Driving Drum of A Pipe Conveyor PDFWilfredo BullonNo ratings yet
- Seminer On Material Handeling Systyem in Cement IndustryDocument12 pagesSeminer On Material Handeling Systyem in Cement IndustryBivekAdhikari100% (1)
- Conveyor SystemsDocument12 pagesConveyor Systemsalvin bautistaNo ratings yet
- Bulk Solid HandlingDocument52 pagesBulk Solid Handlingrajasekar21No ratings yet
- Designing Belt Conveyors for Bulk Sugar HandlingDocument10 pagesDesigning Belt Conveyors for Bulk Sugar Handlingmihai90No ratings yet
- Print Close: Machine DesignDocument5 pagesPrint Close: Machine DesignAnonymous CYdagINo ratings yet
- Warehouse Operations CH 7Document33 pagesWarehouse Operations CH 7litrakhanNo ratings yet
- Materi Training Coal HandlingDocument108 pagesMateri Training Coal HandlingtakasyaNo ratings yet
- Bulk Material HandlingDocument5 pagesBulk Material HandlingPrasenjit BhuiyaNo ratings yet
- Chapter 6 Storage SystemsDocument53 pagesChapter 6 Storage SystemsTú QuyênNo ratings yet
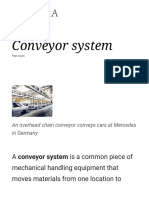
- Conveyor System - Wikipedia PDFDocument40 pagesConveyor System - Wikipedia PDFManoy BermeoNo ratings yet
- Introduction To Material Handling Siddharta RayDocument1 pageIntroduction To Material Handling Siddharta RayPrathamesh NaikNo ratings yet
- Bucket ElevatorDocument9 pagesBucket Elevatorkoripella_prasadNo ratings yet
- Material HandlingDocument4 pagesMaterial HandlingVaidehiranaNo ratings yet
- Gravity ConveyorDocument29 pagesGravity ConveyorErna BubaloNo ratings yet
- 8 Sortation Module 2 Sorters AftersortsDocument65 pages8 Sortation Module 2 Sorters AftersortsautomotionconveyorsNo ratings yet
- Everything You Need to Know About Conveyor Systems Design and ComponentsDocument10 pagesEverything You Need to Know About Conveyor Systems Design and ComponentsRaja PalasaNo ratings yet
- Course PowerpointDocument58 pagesCourse Powerpointmoges lakeNo ratings yet
- Supply Chain Drivers and Metrics Chapter OutlineDocument28 pagesSupply Chain Drivers and Metrics Chapter OutlineTia MejiaNo ratings yet
- Mato Belt Cleaner CatalogueDocument12 pagesMato Belt Cleaner Catalogueleeyod100% (1)
- Design of Material Handling EquipmentsDocument1 pageDesign of Material Handling Equipmentsviswa375No ratings yet
- Automated conveyor system designDocument5 pagesAutomated conveyor system designNurKholisNo ratings yet
- Material Handling PRD 430Document94 pagesMaterial Handling PRD 430Dr_M_Soliman75% (4)
- Materials Handling EquipmentDocument92 pagesMaterials Handling EquipmentEigko MalauNo ratings yet
- Dura FlexDocument16 pagesDura FlexJohn ChivNo ratings yet
- 1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDocument56 pages1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDilnesa EjiguNo ratings yet
- Chapter 7Document44 pagesChapter 7Nebiyou KorraNo ratings yet
- Conveyor BeltDocument23 pagesConveyor BeltPRANOTOSUKMO100% (1)
- Bulk Material Handling Conveying SilosDocument3 pagesBulk Material Handling Conveying SilosRodrigo GarcíaNo ratings yet
- MS 300 Belt Selection FactorsDocument22 pagesMS 300 Belt Selection FactorsaldoarthoNo ratings yet
- Bucket Elevator PresentationDocument8 pagesBucket Elevator PresentationSalmanNo ratings yet
- Report On Design of Material HAnDLIng SystemDocument16 pagesReport On Design of Material HAnDLIng SystemSiddiqui Adil AdnanNo ratings yet
- The Belt Conveyor: A Concise Basic CourseDocument58 pagesThe Belt Conveyor: A Concise Basic Courseiman zareie0% (1)
- Optimize material handling costsDocument7 pagesOptimize material handling costsDennis Tee NdareraNo ratings yet
- Efficient Formation of Storage Classes For Warehouse Storage LocationDocument10 pagesEfficient Formation of Storage Classes For Warehouse Storage LocationhmtnslNo ratings yet
- CIM Conveyor 100731 ADocument2 pagesCIM Conveyor 100731 ADeiSantyNo ratings yet
- ppc2 CH 2Document68 pagesppc2 CH 2mich abiNo ratings yet
- Material Handling SystemsDocument41 pagesMaterial Handling SystemsShailender SinghNo ratings yet
- Material Handling and PackagingDocument33 pagesMaterial Handling and PackagingKrishna Kumar TKNo ratings yet
- Conveyor SelectionDocument14 pagesConveyor SelectionDr_M_Soliman100% (2)
- MRP, Jit, ErpDocument26 pagesMRP, Jit, ErpRupendra TripathiNo ratings yet
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocument9 pagesFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNo ratings yet
- Design Belt Conveyor Crushed LimestoneDocument13 pagesDesign Belt Conveyor Crushed LimestoneEyob AbabuNo ratings yet
- Belt Conveyor by Alok VardhanDocument30 pagesBelt Conveyor by Alok VardhanLOKENDRA9150% (2)
- Introduction To SCMDocument38 pagesIntroduction To SCMArif Shan50% (2)
- Steel vs Bamboo Shed Structures ReportDocument33 pagesSteel vs Bamboo Shed Structures ReportSaravanan Silamban100% (2)
- Unit 2 L2 Network DesignDocument23 pagesUnit 2 L2 Network DesignJUILI dharmadhikariNo ratings yet
- Conveyors & Conveying SystemDocument58 pagesConveyors & Conveying SystemDeo WarrenNo ratings yet
- Commonly Used Conveying Systems in Feed MillsDocument42 pagesCommonly Used Conveying Systems in Feed MillsHira ChaudhryNo ratings yet
- ConveyorDocument74 pagesConveyorSamuel MergaNo ratings yet
- ConveyorsDocument16 pagesConveyorsShafeek Ghreeb100% (1)
- ConveyorsDocument9 pagesConveyorsZwitsal Roslinda Auditor0% (1)
- ConveyersDocument10 pagesConveyersSai Srinivas BodapatiNo ratings yet
- Types of Belt Conveyors & Parts ExplainedDocument61 pagesTypes of Belt Conveyors & Parts ExplainedTabor TamiruNo ratings yet
- CH 7 CoveyorsDocument37 pagesCH 7 CoveyorsEbrahim Ali100% (1)
- Chapter 4 - Assignment 1 - Ieieiu20053 - Attempt - 2022-03-11-09-52-32 - Assigment 1-Hồ Hoàng Hiếu-IEIEIU20053Document3 pagesChapter 4 - Assignment 1 - Ieieiu20053 - Attempt - 2022-03-11-09-52-32 - Assigment 1-Hồ Hoàng Hiếu-IEIEIU20053Khánh Đoan Lê ĐìnhNo ratings yet
- Chapter 4 - Assignment 1 - Ieieiu20053 - Attempt - 2022-03-11-09-52-32 - Assigment 1-Hồ Hoàng Hiếu-IEIEIU20053Document3 pagesChapter 4 - Assignment 1 - Ieieiu20053 - Attempt - 2022-03-11-09-52-32 - Assigment 1-Hồ Hoàng Hiếu-IEIEIU20053Khánh Đoan Lê ĐìnhNo ratings yet
- ASSIGNMENT 5 - Depreciation and Income TaxesDocument6 pagesASSIGNMENT 5 - Depreciation and Income TaxesKhánh Đoan Lê ĐìnhNo ratings yet
- Chapter 4 - Assignment 1 - Ieieiu20048 - Attempt - 2022-03!11!21!24!11 - Assigment-1-Đ Thành Duy-IEIEIU20048Document3 pagesChapter 4 - Assignment 1 - Ieieiu20048 - Attempt - 2022-03!11!21!24!11 - Assigment-1-Đ Thành Duy-IEIEIU20048Khánh Đoan Lê ĐìnhNo ratings yet
- Assignment 7 ReplacementDocument4 pagesAssignment 7 ReplacementKhánh Đoan Lê ĐìnhNo ratings yet
- ASSIGNMENT 3 - Evaluating A Single ProjectDocument9 pagesASSIGNMENT 3 - Evaluating A Single ProjectKhánh Đoan Lê ĐìnhNo ratings yet
- Applied Business Forecasting and Planning: Multiple Regression AnalysisDocument100 pagesApplied Business Forecasting and Planning: Multiple Regression AnalysisRobby PangestuNo ratings yet
- The Box-Jenkins Methodology For RIMA ModelsDocument172 pagesThe Box-Jenkins Methodology For RIMA ModelscristianmondacaNo ratings yet
- ASSIGNMENT 4 - Comparison and Seclection Among AlternativesDocument11 pagesASSIGNMENT 4 - Comparison and Seclection Among AlternativesKhánh Đoan Lê ĐìnhNo ratings yet
- Review - StationarityDocument56 pagesReview - StationarityKhánh Đoan Lê ĐìnhNo ratings yet
- ASSIGNMENT 1&2 - Cost Concepts & Time Value of MoneyDocument6 pagesASSIGNMENT 1&2 - Cost Concepts & Time Value of MoneyKhánh Đoan Lê ĐìnhNo ratings yet
- ASSIGNMENT 2 (Con't) - Time Value of MoneyDocument4 pagesASSIGNMENT 2 (Con't) - Time Value of MoneyKhánh Đoan Lê ĐìnhNo ratings yet
- Chapter - AR and MA 7. Dec. 2020Document60 pagesChapter - AR and MA 7. Dec. 2020Khánh Đoan Lê ĐìnhNo ratings yet
- The Box-Jenkins Methodology For RIMA ModelsDocument172 pagesThe Box-Jenkins Methodology For RIMA ModelscristianmondacaNo ratings yet
- Chapitre 5 IMEA 1Document32 pagesChapitre 5 IMEA 1akkaakkaNo ratings yet
- Class16 PDFDocument77 pagesClass16 PDFSyaiful AlamNo ratings yet
- Box-Jenkins ARIMA Forecasting MethodologyDocument153 pagesBox-Jenkins ARIMA Forecasting MethodologypraveenNo ratings yet
- Review - StationarityDocument56 pagesReview - StationarityKhánh Đoan Lê ĐìnhNo ratings yet
- Multi-Regression - Cont Student Ver - UpdatedDocument71 pagesMulti-Regression - Cont Student Ver - UpdatedKhánh Đoan Lê ĐìnhNo ratings yet
- Multiple RegressionDocument67 pagesMultiple RegressionKhánh Đoan Lê ĐìnhNo ratings yet
- ARIMA Time Series ModelsDocument44 pagesARIMA Time Series ModelsKhánh Đoan Lê ĐìnhNo ratings yet
- MIS10E Testbank CH11Document19 pagesMIS10E Testbank CH11Kristi HerreraNo ratings yet
- Chapter - Impletmenting The Model - Building Strategy Updated Version 7. Dec. 2020Document41 pagesChapter - Impletmenting The Model - Building Strategy Updated Version 7. Dec. 2020Khánh Đoan Lê ĐìnhNo ratings yet
- MIS10E Testbank CH13Document21 pagesMIS10E Testbank CH13Kristi Herrera0% (1)
- Box-Jenkins Time Series Analysis (39Document48 pagesBox-Jenkins Time Series Analysis (39Khánh Đoan Lê ĐìnhNo ratings yet
- Chapter 3b - The Box-Jenkins Methodology For RIMA Models - Student VersionDocument73 pagesChapter 3b - The Box-Jenkins Methodology For RIMA Models - Student VersionKhánh Đoan Lê ĐìnhNo ratings yet
- Foundations of Business Intelligence Databases and Information Management Chapter 6 True-False QuestionsDocument18 pagesFoundations of Business Intelligence Databases and Information Management Chapter 6 True-False QuestionsHaris AhmedNo ratings yet
- Chapter 15 Managing Global Systems True-False and Multiple-Choice QuestionsDocument20 pagesChapter 15 Managing Global Systems True-False and Multiple-Choice QuestionsKristi Herrera0% (1)
- MIS10E Testbank CH14Document20 pagesMIS10E Testbank CH14Kristi HerreraNo ratings yet
- MIS10E Testbank CH10Document16 pagesMIS10E Testbank CH10Kristi Herrera0% (1)
- Wind LoadsDocument5 pagesWind LoadsMGNo ratings yet
- Encounters 3Document4 pagesEncounters 3lgwqmsiaNo ratings yet
- Advenginuse3 Ank Wbspa 16129Document32 pagesAdvenginuse3 Ank Wbspa 16129JMJPILOT75% (4)
- Gold V Essex CCDocument11 pagesGold V Essex CCZACHARIAH MANKIRNo ratings yet
- MalayoDocument39 pagesMalayoRoxanne Datuin UsonNo ratings yet
- Activity Sheets in Science VIDocument24 pagesActivity Sheets in Science VIFrauddiggerNo ratings yet
- Name of Student: Ayush Soni Sap Id: 1000012241Document2 pagesName of Student: Ayush Soni Sap Id: 1000012241Ayush SoniNo ratings yet
- Shlokas and BhajansDocument204 pagesShlokas and BhajansCecilie Ramazanova100% (1)
- Speidel, M. O. (1981) - Stress Corrosion Cracking of Stainless Steels in NaCl Solutions.Document11 pagesSpeidel, M. O. (1981) - Stress Corrosion Cracking of Stainless Steels in NaCl Solutions.oozdemirNo ratings yet
- Advertising ContractDocument3 pagesAdvertising Contractamber_harthartNo ratings yet
- EGNTDocument6 pagesEGNTTida Nicholas NyahunzviNo ratings yet
- LK 2 - Lembar Kerja Refleksi Modul 4 UnimDocument2 pagesLK 2 - Lembar Kerja Refleksi Modul 4 UnimRikhatul UnimNo ratings yet
- Hubspot Architecture Practicum Workbook: ObjectiveDocument4 pagesHubspot Architecture Practicum Workbook: Objectivecamilo.salazarNo ratings yet
- Decision Criteria For Ethical ReasoningDocument14 pagesDecision Criteria For Ethical ReasoningZara ImranNo ratings yet
- Kinjal AttachedDocument1 pageKinjal AttachedNilay JethavaNo ratings yet
- Bankruptcy Judge Imposes Sanctions On CounselDocument17 pagesBankruptcy Judge Imposes Sanctions On Counsel83jjmackNo ratings yet
- PESTLE analysis of M&S UK retail challengesDocument1 pagePESTLE analysis of M&S UK retail challengesMac Corleone0% (1)
- DSE2541 Data SheetDocument2 pagesDSE2541 Data SheetBERANGER DAVESNE DJOMALIA SIEWENo ratings yet
- Swift Group Technical HandbookDocument8 pagesSwift Group Technical HandbookLukasz WilkNo ratings yet
- SCC800-B2 SmartSite Management System V100R002C00 Installation GuideDocument190 pagesSCC800-B2 SmartSite Management System V100R002C00 Installation GuideHamza OsamaNo ratings yet
- Press Release-HandoverDocument2 pagesPress Release-HandovermoblogNo ratings yet
- TULIP ChartDocument1 pageTULIP ChartMiguel DavillaNo ratings yet
- Lesson Plan 1Document9 pagesLesson Plan 1Dama Grace Casabuena100% (1)
- Teacher Resume Alison KnipferDocument2 pagesTeacher Resume Alison Knipferapi-317249919No ratings yet
- Bachelor of Agricultural Technology Second Semester Horticulture 1 Pre-TestDocument4 pagesBachelor of Agricultural Technology Second Semester Horticulture 1 Pre-TestBaby G Aldiano Idk100% (1)
- Techniques To Prevent Food SpoilageDocument30 pagesTechniques To Prevent Food SpoilageCourtney GrahamNo ratings yet
- Isoenzyme ClassifiedDocument33 pagesIsoenzyme Classifiedsayush754No ratings yet
- Alat Studio Dan KomunikasiDocument14 pagesAlat Studio Dan Komunikasiraymon akbarNo ratings yet
- Icon-Architects Executive Profile - For HealthcareDocument14 pagesIcon-Architects Executive Profile - For HealthcareMuhammad Noshad RizviNo ratings yet
- A Place in Lake County - The Property Owner's Resource GuideDocument16 pagesA Place in Lake County - The Property Owner's Resource GuideMinnesota's Lake Superior Coastal ProgramNo ratings yet