You might also like
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Programming (Beginner) #11Document77 pagesProgramming (Beginner) #11MaisaGamePlays Wolff100% (1)
- Finite Element Analysis for Design Engineers, Second EditionFrom EverandFinite Element Analysis for Design Engineers, Second EditionNo ratings yet
- Computer-Controlled Systems: Theory and Design, Third EditionFrom EverandComputer-Controlled Systems: Theory and Design, Third EditionRating: 3 out of 5 stars3/5 (4)
- Tle - H.E.-Cookery: Prepare Salad Dressing "Perform Mise en Place"Document20 pagesTle - H.E.-Cookery: Prepare Salad Dressing "Perform Mise en Place"Louvre Ferris Salabao Tangbawan100% (3)
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- Numerical Control: Review QuestionsDocument24 pagesNumerical Control: Review QuestionsKhalil SoumahoroNo ratings yet
- Series 8000 Mill OperationDocument429 pagesSeries 8000 Mill OperationNumai EuNo ratings yet
- Microorganisms On SludgeDocument10 pagesMicroorganisms On Sludgegra00No ratings yet
- ME0423Document40 pagesME0423Dinesh Kumar JdNo ratings yet
- CAD CAM Unit4 April, 3Document34 pagesCAD CAM Unit4 April, 3aman.reddymailNo ratings yet
- Cim Lab ManualDocument51 pagesCim Lab ManualYashas0% (1)
- JW2Document5 pagesJW2Siti NursyuhadahNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- CNC Part ProgrammingDocument17 pagesCNC Part ProgrammingGptc ChekkanuraniNo ratings yet
- Question No 01:: Identify The Machine Given in The Picture. Write Down Any Three Features of ItDocument35 pagesQuestion No 01:: Identify The Machine Given in The Picture. Write Down Any Three Features of ItRafiaNo ratings yet
- CNC Part Programming IDocument9 pagesCNC Part Programming IRajendra Kumar YadavNo ratings yet
- Title Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiDocument11 pagesTitle Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiSilang KataNo ratings yet
- "Institute of Quality & Technology Management": University of The PunjabDocument36 pages"Institute of Quality & Technology Management": University of The PunjabRafiaNo ratings yet
- 2nd AssignmentDocument37 pages2nd AssignmentRafiaNo ratings yet
- Lecture Notes On CNCDocument125 pagesLecture Notes On CNCniteen_mulmule48580% (5)
- Automation, Production Systems, and Computer Integrated ManufacturingDocument25 pagesAutomation, Production Systems, and Computer Integrated Manufacturinganon_538212232100% (5)
- Lab Manual CNC LatheDocument10 pagesLab Manual CNC LatheSai Naga Sri Harsha100% (1)
- 160 ProgDocument174 pages160 ProgAbraham Humberto Pedroza Flores100% (1)
- Experiment 8: Title: Manufacturing Lab Computer Numerical Control (CNC) MillingDocument4 pagesExperiment 8: Title: Manufacturing Lab Computer Numerical Control (CNC) MillingVitalian KelechiNo ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- C7 LoigiaiDocument25 pagesC7 Loigiaithinhtruong17092003No ratings yet
- Vdocuments - MX Automationprouction Systems and Cim MP Groover Chapter 7 SolutionDocument25 pagesVdocuments - MX Automationprouction Systems and Cim MP Groover Chapter 7 SolutionxXElcaXxNo ratings yet
- Cim Automation Lab Manual 10me78Document57 pagesCim Automation Lab Manual 10me78chandrashekar mNo ratings yet
- Computer Numerical Control: Part Programming For NC SystemsDocument30 pagesComputer Numerical Control: Part Programming For NC SystemsibraheemNo ratings yet
- Fundamentals of NC Technology-Unit-1Document38 pagesFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- CNC NotesDocument55 pagesCNC NotesFRANCIS THOMASNo ratings yet
- Digital Differential AnalyzerDocument53 pagesDigital Differential AnalyzerAbin PmNo ratings yet
- GrooverAutomation Production Systems and CIM Chapeter 7 Solutions PDFDocument25 pagesGrooverAutomation Production Systems and CIM Chapeter 7 Solutions PDFMustafaSert100% (1)
- Unit 4 57 PDFDocument20 pagesUnit 4 57 PDFVimal ZizouNo ratings yet
- Computer Integrated Manufacturing 15ME62TDocument15 pagesComputer Integrated Manufacturing 15ME62TRaghuraj DanadamNo ratings yet
- Study of CNC MachinesDocument53 pagesStudy of CNC MachinesPreethi VadivelNo ratings yet
- Module III & VDocument53 pagesModule III & VRavi ShankarNo ratings yet
- Cim and Automation LabDocument23 pagesCim and Automation LabAnilKotthurNo ratings yet
- Cam Lab 1Document40 pagesCam Lab 1Madhusudhan Rao KNo ratings yet
- CNC Turning CentreDocument10 pagesCNC Turning CentreArun100% (1)
- CAM Assignment 2Document10 pagesCAM Assignment 2Jonathan JulianNo ratings yet
- CNC Machine Programming CourseDocument33 pagesCNC Machine Programming CourseHemant MeenaNo ratings yet
- NC and CNC MachinesDocument25 pagesNC and CNC MachinesSabiha Hajdarbegović-HafizovićNo ratings yet
- Dsce Bangalore - 78 Manual Department of Mechanical Engineering Cim & Automation Lab: 10MEL78Document55 pagesDsce Bangalore - 78 Manual Department of Mechanical Engineering Cim & Automation Lab: 10MEL78Anirudh SrinivasNo ratings yet
- NC PRGDocument9 pagesNC PRGNAGU2009No ratings yet
- Unit 4 Fundamentals of Part Programming: StructureDocument20 pagesUnit 4 Fundamentals of Part Programming: StructureAzaath AzuNo ratings yet
- Department of Mechanical Engineering Iit Madras: NC MachineDocument6 pagesDepartment of Mechanical Engineering Iit Madras: NC MachineLee RockNo ratings yet
- Notas 2 CNC MACHINE TOOLSDocument5 pagesNotas 2 CNC MACHINE TOOLSArmandoNo ratings yet
- CNC BasicDocument80 pagesCNC BasickkNo ratings yet
- 1.1 Computer-Aided Manufacturing: Department of Mechanical Engineering, R.V.R. & J.C.College of Engineering, Guntur-19Document38 pages1.1 Computer-Aided Manufacturing: Department of Mechanical Engineering, R.V.R. & J.C.College of Engineering, Guntur-19Madhu SudhanNo ratings yet
- Research Paper On CNC Machine PDFDocument7 pagesResearch Paper On CNC Machine PDFqdvtairif100% (1)
- CNC PDFDocument36 pagesCNC PDFAhmad ElsheemyNo ratings yet
- CNC 5TH SemDocument8 pagesCNC 5TH SemdibyenindusNo ratings yet
- Report 1 (Jack)Document9 pagesReport 1 (Jack)Mark SelvanNo ratings yet
- G J U S T S M e D M LDocument4 pagesG J U S T S M e D M LZlo6No ratings yet
- CNC Milling ReportDocument6 pagesCNC Milling ReportMuhazman DinNo ratings yet
- Hacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesFrom EverandHacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesRating: 5 out of 5 stars5/5 (1)
- Tutorial#10-Module 3-MECH4012-20201Document5 pagesTutorial#10-Module 3-MECH4012-20201ahmedNo ratings yet
- Way For HakenDocument76 pagesWay For HakenahmedNo ratings yet
- Student Online Registration GuidelineDocument9 pagesStudent Online Registration GuidelineahmedNo ratings yet
- Advanced Manufacturing Technology MECH4012 Module#3 Tutorial#9 Manufacturing EngineeringDocument3 pagesAdvanced Manufacturing Technology MECH4012 Module#3 Tutorial#9 Manufacturing EngineeringahmedNo ratings yet
- Advanced Manufacturing Technology MECH4012 Module#3 Tutorial#8 Production LinesDocument4 pagesAdvanced Manufacturing Technology MECH4012 Module#3 Tutorial#8 Production LinesahmedNo ratings yet
- MECH4914 Tutorial Sheet 3Document3 pagesMECH4914 Tutorial Sheet 3ahmedNo ratings yet
- MECH4914 Module 3 Week 9Document25 pagesMECH4914 Module 3 Week 9ahmedNo ratings yet
- MECH4914 Module 2 Week 6Document28 pagesMECH4914 Module 2 Week 6ahmedNo ratings yet
- Chapter 7Document45 pagesChapter 7ahmedNo ratings yet
- Chapter 10Document28 pagesChapter 10ahmedNo ratings yet
- METR2000 Fundamentals of Mechatronics Lecture NotesDocument54 pagesMETR2000 Fundamentals of Mechatronics Lecture NotesahmedNo ratings yet
- Chapter 8Document26 pagesChapter 8ahmedNo ratings yet
- METR2000 Fundamentals of Mechatronics Lecture NotesDocument43 pagesMETR2000 Fundamentals of Mechatronics Lecture NotesahmedNo ratings yet
- T M P S R P C: He Anagement of Ublic Ector Ecords: Rinciples and OntextDocument161 pagesT M P S R P C: He Anagement of Ublic Ector Ecords: Rinciples and OntextSaiful QazaNo ratings yet
- Atom z8000 Datasheet Vol 1 768702Document340 pagesAtom z8000 Datasheet Vol 1 768702Mobile HackNo ratings yet
- Week 1-2Document13 pagesWeek 1-2Vincent Joshua DeNo ratings yet
- Pharmacrystal - GPAT NOTES 1Document10 pagesPharmacrystal - GPAT NOTES 1Pharmacrystal Gpatniper67% (3)
- Ml8 CH 8 SolutionsDocument75 pagesMl8 CH 8 Solutionshk2784leeNo ratings yet
- List of C - ProgramsDocument10 pagesList of C - ProgramsMohammed SufiyanNo ratings yet
- SUMMATIVE-tos NAIL CAREDocument5 pagesSUMMATIVE-tos NAIL CAREMa.Vanessa GeneralaoNo ratings yet
- Caterpillar 950F Wheel Loader: BucketDocument2 pagesCaterpillar 950F Wheel Loader: BucketFrank RobNo ratings yet
- Business WritingDocument10 pagesBusiness WritingAbderrahim SabhiNo ratings yet
- ASTM Color of Petroleum Products (ASTM Color Scale) : Standard Test Method ForDocument6 pagesASTM Color of Petroleum Products (ASTM Color Scale) : Standard Test Method ForRasoul gholinia kiviNo ratings yet
- LTE UE Power Consumption Model PDFDocument5 pagesLTE UE Power Consumption Model PDFNikNo ratings yet
- Live Soccer Scores and Sports Results - Opera - LiveScoreDocument12 pagesLive Soccer Scores and Sports Results - Opera - LiveScoreChumma Oru idNo ratings yet
- Thaumaturgy-DdDocument43 pagesThaumaturgy-DdRaven Wu100% (1)
- Sevket Deniz Gokce March ThesisDocument153 pagesSevket Deniz Gokce March ThesisYacine BenahseneNo ratings yet
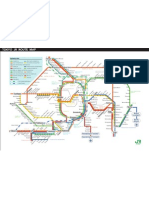
- Tokyo JRDocument1 pageTokyo JRsheilaabad8766No ratings yet
- A310 TeardownDocument3 pagesA310 TeardownGaynor MorganNo ratings yet
- Nature Aquarium Concept GuideDocument10 pagesNature Aquarium Concept GuideDatu Al Dilangalen KusinNo ratings yet
- STS Presentation On Nuclear Power Plants LiganDocument30 pagesSTS Presentation On Nuclear Power Plants Liganchrisdominic.estrebaNo ratings yet
- Chemical Resistance of Plastics and Elastomers Used in Pipeline ConstructionDocument80 pagesChemical Resistance of Plastics and Elastomers Used in Pipeline ConstructionMagin Idelfonso TorreblancaNo ratings yet
- MacArthur and Wilson - 1963 - AN EQUILIBRIUM THEORY OF INSULAR ZOOGEOGRAPHYDocument15 pagesMacArthur and Wilson - 1963 - AN EQUILIBRIUM THEORY OF INSULAR ZOOGEOGRAPHYLinneaNo ratings yet
- Thermylis - 2R - P B 012 en 1603 - v2 Dumblo Terminis ApdorojimasDocument2 pagesThermylis - 2R - P B 012 en 1603 - v2 Dumblo Terminis ApdorojimasVytautas AbromaitisNo ratings yet
- Worksheet No. 2 - Ch-2-PolynomialsDocument2 pagesWorksheet No. 2 - Ch-2-PolynomialsAishi GuptaNo ratings yet
- Topic 6 - Heating Cooling LoadsDocument66 pagesTopic 6 - Heating Cooling LoadsFahad ChaudharyNo ratings yet
- Design Considerations For A Gear DriveDocument17 pagesDesign Considerations For A Gear Driveمحمدفیضان چوہدریNo ratings yet
- Natan Alterman, Robert Friend - Selected Poems-HAKIBBUTZ HAMEUCHAD, הקיבוץ המאוחד (1978)Document98 pagesNatan Alterman, Robert Friend - Selected Poems-HAKIBBUTZ HAMEUCHAD, הקיבוץ המאוחד (1978)DanielStauffenbergNo ratings yet
- Physics Test 1Document1 pagePhysics Test 1Vijay SinghNo ratings yet
- Edwin Grammar FinalDocument39 pagesEdwin Grammar Finalsmart telugu guruNo ratings yet
- United India Insurance Company LimitedDocument22 pagesUnited India Insurance Company LimitedPurushotham GowdaNo ratings yet