You might also like
- 09 Project Risk Register For Oct-2022Document2 pages09 Project Risk Register For Oct-2022Rajesh KrishnanNo ratings yet
- 01 Project Risk Register For Feb-2022Document2 pages01 Project Risk Register For Feb-2022Rajesh Krishnan100% (1)
- Astm A961-21Document9 pagesAstm A961-21psytembeNo ratings yet
- Autodesk Moldflow 2021 Material Database UpdateDocument52 pagesAutodesk Moldflow 2021 Material Database UpdateSilva JoãoNo ratings yet
- Math, Grade 4: Strengthening Basic Skills with Jokes, Comics, and RiddlesFrom EverandMath, Grade 4: Strengthening Basic Skills with Jokes, Comics, and RiddlesNo ratings yet
- OpenChanFlow Tractive Force Riprap SteepDocument33 pagesOpenChanFlow Tractive Force Riprap SteepRudy IndrawanNo ratings yet
- 2016 Iridium SourcesV2Document2 pages2016 Iridium SourcesV2josegarza447No ratings yet
- Zagi 60wDocument24 pagesZagi 60wAlexandre P. CruzNo ratings yet
- Math, Grade 3: Strengthening Basic Skills with Jokes, Comics, and RiddlesFrom EverandMath, Grade 3: Strengthening Basic Skills with Jokes, Comics, and RiddlesNo ratings yet
- Alfa VapDocument2 pagesAlfa Vapkresimir.mikoc9765No ratings yet
- 1.direct Shear Test 77+470 RHSDocument1 page1.direct Shear Test 77+470 RHSjitendraNo ratings yet
- Holcim Material Bulk Density PDFDocument1 pageHolcim Material Bulk Density PDFEdgar Raul RomeroNo ratings yet
- BG-TM-FRM-04-13 IrarDocument9 pagesBG-TM-FRM-04-13 IrarYousaf RichuNo ratings yet
- Measure Phase: Lean Six SigmaDocument42 pagesMeasure Phase: Lean Six SigmaPablo RípodasNo ratings yet
- Geotechnical Borehole Log BH NO: BH-60: Engineering Design & Project Management Consultants (PVT) LTDDocument3 pagesGeotechnical Borehole Log BH NO: BH-60: Engineering Design & Project Management Consultants (PVT) LTDshehan halahakoonNo ratings yet
- Geotechnical Borehole Log BH NO: BH-61: Engineering Design & Project Management Consultants (PVT) LTDDocument2 pagesGeotechnical Borehole Log BH NO: BH-61: Engineering Design & Project Management Consultants (PVT) LTDshehan halahakoonNo ratings yet
- GGGC Dr. Ghuman and Gupta Geotech Consultants: Grain Size AnalysisDocument6 pagesGGGC Dr. Ghuman and Gupta Geotech Consultants: Grain Size AnalysisGaurav GuptaNo ratings yet
- GGGC Dr. Ghuman and Gupta Geotech Consultants: Grain Size AnalysisDocument6 pagesGGGC Dr. Ghuman and Gupta Geotech Consultants: Grain Size AnalysisGaurav GuptaNo ratings yet
- Geotechnical Borehole Log BH NO: BH-57: Engineering Design & Project Management Consultants (PVT) LTDDocument2 pagesGeotechnical Borehole Log BH NO: BH-57: Engineering Design & Project Management Consultants (PVT) LTDshehan halahakoonNo ratings yet
- Geologic Drilling Log FormDocument1 pageGeologic Drilling Log FormAndrianto Handoko NugrohoNo ratings yet
- CONC, BITUMEN, EARTH ROAD BookDocument10 pagesCONC, BITUMEN, EARTH ROAD BookThant ThantNo ratings yet
- Ansar Dan Hidrometer WiraDocument2 pagesAnsar Dan Hidrometer WiraTriss YulianaNo ratings yet
- Relationship Between Density and Moisture ContentDocument2 pagesRelationship Between Density and Moisture ContentivanNo ratings yet
- Geologic Drilling Log: BH NoDocument1 pageGeologic Drilling Log: BH NoYoso MiyotoNo ratings yet
- Relationship Between Density and Moisture ContentDocument2 pagesRelationship Between Density and Moisture ContentivanNo ratings yet
- Relationship Between Density and Moisture ContentDocument2 pagesRelationship Between Density and Moisture ContentivanNo ratings yet
- DS Grey 6 16 6Document3 pagesDS Grey 6 16 6Abdul khaliquNo ratings yet
- Anantasayan - GazeboDocument1 pageAnantasayan - GazeboArka GhoshNo ratings yet
- Ansar Dan HidrometerDocument2 pagesAnsar Dan HidrometermuhalwanNo ratings yet
- 1 - Retaing Wall 1 ModelDocument1 page1 - Retaing Wall 1 ModelAerotide InfrastructuresNo ratings yet
- Graphical Constructions (Requirements)Document1 pageGraphical Constructions (Requirements)Furdi Kasy NicuNo ratings yet
- GGGC Dr. Ghuman and Gupta Geotech Consultants Borehole No. 1Document6 pagesGGGC Dr. Ghuman and Gupta Geotech Consultants Borehole No. 1Gaurav GuptaNo ratings yet
- Please Attached For Con: Project Name Location: ....... Floor Carpark Area: Date: Daswin Office Tower ProjectDocument4 pagesPlease Attached For Con: Project Name Location: ....... Floor Carpark Area: Date: Daswin Office Tower ProjectWahyu Rohmad DiantoNo ratings yet
- Annexure-Ii Test Result ReportDocument4 pagesAnnexure-Ii Test Result ReportShuja ShowkatNo ratings yet
- Borelog TW09 Wilmar - Pulau IndahDocument1 pageBorelog TW09 Wilmar - Pulau IndahTera Water TechnologyNo ratings yet
- Log BH 25+460Document5 pagesLog BH 25+460Sumit RawatNo ratings yet
- Borelog TW10 Wilmar - Pulau IndahDocument1 pageBorelog TW10 Wilmar - Pulau IndahTera Water TechnologyNo ratings yet
- Borehole No. 1: F-81, Phase-Vii, Ind. Area, Mohali Borehole Log Chart and Data Sheet Fig 2.1 Dia of Casing 100 MMDocument6 pagesBorehole No. 1: F-81, Phase-Vii, Ind. Area, Mohali Borehole Log Chart and Data Sheet Fig 2.1 Dia of Casing 100 MMGaurav GuptaNo ratings yet
- Stressing Values and Stressing Record: Dywidag Multistrand TendonDocument1 pageStressing Values and Stressing Record: Dywidag Multistrand TendonMangisi Haryanto ParapatNo ratings yet
- Lab Test Request FOR CBH1Document1 pageLab Test Request FOR CBH1Lee Jia QingNo ratings yet
- Dragon Skin Series TBDocument2 pagesDragon Skin Series TBAbdullah TheNo ratings yet
- Paper I, 2021Document4 pagesPaper I, 2021saikatd265No ratings yet
- Foundation Final InspectionDocument8 pagesFoundation Final Inspectionnasrul dracoNo ratings yet
- Cube Register LogDocument1 pageCube Register LogNickNo ratings yet
- Contoh Template Boring Log Via - Ms ExcelDocument1 pageContoh Template Boring Log Via - Ms ExcelRifqi ilham rNo ratings yet
- Final Borehole Log and Summary of Test Results Final Borehole Log and Summary of Test ResultsDocument1 pageFinal Borehole Log and Summary of Test Results Final Borehole Log and Summary of Test ResultsDarren ValienteNo ratings yet
- GGGC Dr. Ghuman and Gupta Geotech Consultants Borehole No. 1Document3 pagesGGGC Dr. Ghuman and Gupta Geotech Consultants Borehole No. 1Gaurav GuptaNo ratings yet
- Construction Schedule Pert/ CPM: Bar Chart and S-CurveDocument1 pageConstruction Schedule Pert/ CPM: Bar Chart and S-CurveEizl Nyce VillanuevaNo ratings yet
- Borehole No. 1: GGGC Dr. Ghuman and Gupta Geotech ConsultantsDocument8 pagesBorehole No. 1: GGGC Dr. Ghuman and Gupta Geotech ConsultantsGaurav GuptaNo ratings yet
- Plan View: Existing Concrete BuildingDocument1 pagePlan View: Existing Concrete BuildingMbalekelwa MpembeNo ratings yet
- Form Deskripsi Coring FIXDocument1 pageForm Deskripsi Coring FIXMochamad AprilliantoNo ratings yet
- Sprocket Nomenclature Sprocket Nomenclature Sprocket NomenclatureDocument1 pageSprocket Nomenclature Sprocket Nomenclature Sprocket NomenclatureFabián AldanaNo ratings yet
- Rock Slope: Location Coordinate Date/ Time Number of Slope Strike Dip Rock TypeDocument4 pagesRock Slope: Location Coordinate Date/ Time Number of Slope Strike Dip Rock TypeDasi Madison HutagalungNo ratings yet
- Plantilla DP Keyboard - SPDocument1 pagePlantilla DP Keyboard - SPtiburonrockNo ratings yet
- E95 002 PDFDocument14 pagesE95 002 PDFMIGUELNo ratings yet
- Student Rim DesignDocument1 pageStudent Rim Designapi-537722323No ratings yet
- Scrubber ChecklistDocument10 pagesScrubber Checklistavihshaa08No ratings yet
- 5CT2-DW800-Chaidesson-TOTAL STRESS-N60Document41 pages5CT2-DW800-Chaidesson-TOTAL STRESS-N60loc khaNo ratings yet
- QA 5 AlternatorDocument5 pagesQA 5 Alternatoraminudin ilmi100% (1)
- Storm Drainage Model Flow ChartDocument1 pageStorm Drainage Model Flow ChartHemant ChauhanNo ratings yet
- Storm Drain SheetDocument2 pagesStorm Drain SheetreynoldNo ratings yet
- Dhar WadDocument56 pagesDhar Wadarbaz khanNo ratings yet
- Risk Management Plan2Document1 pageRisk Management Plan2Felicia GhicaNo ratings yet
- Emaar-CBK-PT-Civil Work BOQ - JoineryDocument21 pagesEmaar-CBK-PT-Civil Work BOQ - Joineryaliengineer953No ratings yet
- COMAU Racer New - enDocument2 pagesCOMAU Racer New - enHakan BayrakNo ratings yet
- PPTDocument56 pagesPPTSulman ShahzadNo ratings yet
- Assignment TMDocument3 pagesAssignment TMBeesam Ramesh KumarNo ratings yet
- 3 Crisp and Fuzzy RelationsDocument22 pages3 Crisp and Fuzzy RelationsRakesh KumarNo ratings yet
- SA Model Paper Solutions - III SemesterDocument23 pagesSA Model Paper Solutions - III Semesterkotireddy.vaishnaviNo ratings yet
- D-ILA Series Heatless Desiccant Dryers 2.7-141.6 m3 - Min, 90-5,000 CFMDocument2 pagesD-ILA Series Heatless Desiccant Dryers 2.7-141.6 m3 - Min, 90-5,000 CFMt_i_f_anoNo ratings yet
- BSC6900 GSM V900R012 DimensioningDocument88 pagesBSC6900 GSM V900R012 Dimensioningginiskid301086No ratings yet
- Arrays and Pointers in C: Alan L. Cox Alc@rice - EduDocument26 pagesArrays and Pointers in C: Alan L. Cox Alc@rice - Edupanchander0% (1)
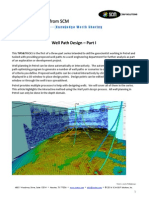
- SCM Well Path Design Part IDocument9 pagesSCM Well Path Design Part IPeter LeOn LeOnNo ratings yet
- Chemical Reaction Question PaperDocument17 pagesChemical Reaction Question PapershivamNo ratings yet
- Cap 8 Livro PDFDocument36 pagesCap 8 Livro PDFDiogo FonaNo ratings yet
- 920-20601 GB Nk-9636a3Document0 pages920-20601 GB Nk-9636a3neeshakothari31No ratings yet
- CEH v8 Labs Module 02 Footprinting and ReconnaissanceDocument85 pagesCEH v8 Labs Module 02 Footprinting and ReconnaissancenazaNo ratings yet
- WholeDocument389 pagesWholeCarlos Enrique Sánchez CáceresNo ratings yet
- VET-MDK-FMS-17-0003 (Rev 5) Offtake Operational ProcedureDocument23 pagesVET-MDK-FMS-17-0003 (Rev 5) Offtake Operational ProcedureDinhNguyenNhatNo ratings yet
- EG110 (Spring 2021) Exam #2 Pelayo MartinezDocument6 pagesEG110 (Spring 2021) Exam #2 Pelayo MartinezPelayo MartinezNo ratings yet
- Zojirushi Electric Water Boiler ChartDocument2 pagesZojirushi Electric Water Boiler ChartthomasdqtNo ratings yet
- Del II Vedlegg F-5 - STANAG 3609 (Edition 5)Document135 pagesDel II Vedlegg F-5 - STANAG 3609 (Edition 5)inglevoNo ratings yet
- The Air Interface For GSM EDGEDocument6 pagesThe Air Interface For GSM EDGEDayanidhi PandaNo ratings yet
- TigerPMS CM63Document19 pagesTigerPMS CM63Mohamed BahaaNo ratings yet
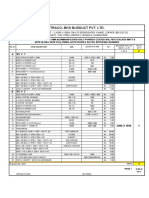
- Entraco-Bks Busduct Pvt. LTD.: Packing List ForDocument1 pageEntraco-Bks Busduct Pvt. LTD.: Packing List ForsubhajiyroyNo ratings yet
- Lgrplgso PDF 1615650993Document9 pagesLgrplgso PDF 1615650993Emerald GrNo ratings yet
- M18 Onefhiwf34Document3 pagesM18 Onefhiwf34winduNo ratings yet
- UpsDocument22 pagesUpsroshani007No ratings yet
- Electrical Bill of Quantities: Items Description Unit Quantitierate AmouttotalDocument2 pagesElectrical Bill of Quantities: Items Description Unit Quantitierate AmouttotalOCHITI JOHN REXNo ratings yet
- Restore Guide Meridian1Document9 pagesRestore Guide Meridian1Manuel MayeNo ratings yet