You might also like
- 3 Grinding ProcessDocument17 pages3 Grinding Processrabbi35_me10100% (2)
- Grinding and Other Abrasive ProcessesDocument8 pagesGrinding and Other Abrasive ProcessesQazi Muhammed FayyazNo ratings yet
- MT&A - Unit 4Document52 pagesMT&A - Unit 4Yashvanth H LNo ratings yet
- Ch3.4 Grinding and OthersDocument33 pagesCh3.4 Grinding and OthersAdugna KasimNo ratings yet
- Abrasive Material Removal Processes: Chapter # 4Document42 pagesAbrasive Material Removal Processes: Chapter # 4Jeff HardyNo ratings yet
- Ch-10 Grinding and FinishingDocument83 pagesCh-10 Grinding and FinishingPrateek Bayal100% (1)
- Ch-10 Grinding and FinishingDocument84 pagesCh-10 Grinding and FinishingNitin TembhurnikarNo ratings yet
- Lecture 5Document39 pagesLecture 5Ishtiaq AhmedNo ratings yet
- Abrasive ProcessesDocument63 pagesAbrasive ProcessesmohdhmNo ratings yet
- Grinding and FinishingDocument84 pagesGrinding and FinishingAjay PundirNo ratings yet
- SURFACE FINISHING PROCESSDocument37 pagesSURFACE FINISHING PROCESSramadanNo ratings yet
- Unit-2 Grinding & Super PDFDocument10 pagesUnit-2 Grinding & Super PDFMehul MunshiNo ratings yet
- Machine Tools and Machining 3Document65 pagesMachine Tools and Machining 3Faisal MaqsoodNo ratings yet
- Surface Finishing ProcessDocument28 pagesSurface Finishing ProcessRavichandran GNo ratings yet
- Lecture 10 - Abrasive Machining and Finishing Operation-W15Document14 pagesLecture 10 - Abrasive Machining and Finishing Operation-W15Mayisha FablihaNo ratings yet
- Finishing Operations GuideDocument27 pagesFinishing Operations GuideAnnieMalik100% (1)
- Krishna Engineering College Department of Mechanical EngineeringDocument4 pagesKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNo ratings yet
- Abrasive Machining Processes & Slotter MachineDocument65 pagesAbrasive Machining Processes & Slotter MachineFaisal MaqsoodNo ratings yet
- Unit IV Surface Finishing Opertrations 4 SEM GCOE S N GANDHAREDocument8 pagesUnit IV Surface Finishing Opertrations 4 SEM GCOE S N GANDHARE40 siddhesh petkarNo ratings yet
- Types of Grinding Machines ExplainedDocument10 pagesTypes of Grinding Machines ExplainedNick AhrenNo ratings yet
- Grinding MachineDocument15 pagesGrinding MachineTan Jun Zhe0% (1)
- Finishing OperationDocument10 pagesFinishing Operationমুকসেতিন আল রাজী রিফাতNo ratings yet
- Advanced Manufacturing Surface FinishingDocument11 pagesAdvanced Manufacturing Surface FinishingshashanksirNo ratings yet
- Grinding 25Document40 pagesGrinding 25Ottoman Empire “Ottoman Empire wars”No ratings yet
- A Presentation OnDocument14 pagesA Presentation OnAbhishek KalraNo ratings yet
- Bonded Abrasives Are Made by Incorporating Abrasives Grains Into A Matrix, Which CanDocument7 pagesBonded Abrasives Are Made by Incorporating Abrasives Grains Into A Matrix, Which CanCynthia BerryNo ratings yet
- Lapping, Honing and BroachingDocument59 pagesLapping, Honing and Broachingsai leena100% (2)
- 15650778Document48 pages15650778AntonyNo ratings yet
- Grinding AssignmentDocument4 pagesGrinding AssignmentSyed Ashmal Hashmi100% (1)
- Yo Yo YoDocument39 pagesYo Yo YoDrew LadlowNo ratings yet
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocument29 pagesAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurAbin BrothersNo ratings yet
- Abrasive Machining Processes GuideDocument29 pagesAbrasive Machining Processes GuideRaghuNo ratings yet
- Precision Surface Finishing TechniquesDocument11 pagesPrecision Surface Finishing TechniquesShashank BhambaleNo ratings yet
- ABRASIVE MACHINING PROCESSESDocument13 pagesABRASIVE MACHINING PROCESSESAbdulRehman Ahmed SoomroNo ratings yet
- Basic Principle of Grinding MachineDocument10 pagesBasic Principle of Grinding Machinecrank88100% (1)
- GRINDING and Other Abrasive ProcessesDocument30 pagesGRINDING and Other Abrasive Processesshishir acharyaNo ratings yet
- GrindingDocument105 pagesGrindingPrashant Rao Meshram100% (1)
- MP-Term Work Part - 1Document20 pagesMP-Term Work Part - 1Dhruv DesaiNo ratings yet
- 4b. Self Study - MEC 501 - Surface Finishing ProcessesDocument6 pages4b. Self Study - MEC 501 - Surface Finishing ProcessesShovan KarmakarNo ratings yet
- SURFACE FINISHING GRINDINGDocument39 pagesSURFACE FINISHING GRINDINGAniket KharpateNo ratings yet
- Unit V MP 2Document56 pagesUnit V MP 2Uggam SurendraNo ratings yet
- HoningDocument4 pagesHoningmiso_mallard5123No ratings yet
- Unit-5 6Document12 pagesUnit-5 6chiranthanchiru332No ratings yet
- MFT Lab - 1 - Surface GrindingDocument3 pagesMFT Lab - 1 - Surface GrindingsivaeinfoNo ratings yet
- Abrasive Machining Processes ExplainedDocument28 pagesAbrasive Machining Processes ExplainedWasim SajjadNo ratings yet
- Presentation On GrindingDocument36 pagesPresentation On GrindingPragyan Agrawal100% (3)
- Surface Finishing Processes - Manufacturing Processes-IIDocument68 pagesSurface Finishing Processes - Manufacturing Processes-IIrohan100% (2)
- Lecture 07) GrindingDocument22 pagesLecture 07) GrindingMat MatttNo ratings yet
- Material Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportDocument22 pagesMaterial Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportNicolas EleftheriouNo ratings yet
- Abrasive Machining Processes ExplainedDocument28 pagesAbrasive Machining Processes ExplainedMohammad Ibtasam AliNo ratings yet
- BAB: Abrasive ProcessesDocument18 pagesBAB: Abrasive Processeshilman mun tahaNo ratings yet
- Finishing Processes and Grinding MachinesDocument21 pagesFinishing Processes and Grinding MachinesAnonymous GEHeEQlajbNo ratings yet
- Honing (Metalworking) : Citations VerificationDocument5 pagesHoning (Metalworking) : Citations VerificationAwal JaNuary SaragiNo ratings yet
- Super Finishing ProcessDocument14 pagesSuper Finishing ProcessKumarChirraNo ratings yet
- MMTM R20 Unit 4Document50 pagesMMTM R20 Unit 4Shiva DattiNo ratings yet
- Chapter 28 Abrasive Machining PDFDocument43 pagesChapter 28 Abrasive Machining PDFMat MatttNo ratings yet
- Abrasive Machining Processes: Grinding Lapping HoningDocument61 pagesAbrasive Machining Processes: Grinding Lapping HoningshivaNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Ethical Behavior Towards EmployersDocument5 pagesEthical Behavior Towards EmployersMuhammad Rizwan QureshiNo ratings yet
- PhotovolticDocument8 pagesPhotovolticMuhammad Rizwan QureshiNo ratings yet
- Leadership Essay - JackMaDocument8 pagesLeadership Essay - JackMaPetal YoonNo ratings yet
- Questions For AssignmentDocument21 pagesQuestions For AssignmentMuhammad Rizwan QureshiNo ratings yet
- Hydroelectric PowerplantDocument13 pagesHydroelectric PowerplantMuhammad Rizwan QureshiNo ratings yet
- Lect (10) Cutting ToolsDocument30 pagesLect (10) Cutting ToolsMuhammad Rizwan QureshiNo ratings yet
- Lec 08 - Milling OperationDocument37 pagesLec 08 - Milling OperationMuhammad Rizwan QureshiNo ratings yet
- Red! KJ (1: Fy RJDocument4 pagesRed! KJ (1: Fy RJMuhammad Rizwan QureshiNo ratings yet
- Quiz 1 F17 SolnDocument1 pageQuiz 1 F17 SolnMuhammad Rizwan QureshiNo ratings yet
- Machining Processes GuideDocument67 pagesMachining Processes GuideMuhammad Rizwan QureshiNo ratings yet
- CH 16 Slides MDocument98 pagesCH 16 Slides MJennifer L. MadronioNo ratings yet
- θ M .28p .5) (6) θ (6 − 5 cos θ) dθ: Force vectors not to scaleDocument24 pagesθ M .28p .5) (6) θ (6 − 5 cos θ) dθ: Force vectors not to scaleMuhammad Rizwan QureshiNo ratings yet
- Mos PPT (Ame004) (18 19 16)Document95 pagesMos PPT (Ame004) (18 19 16)Muhammad Rizwan QureshiNo ratings yet
- Chapter 32 Welding Joint PreparationDocument46 pagesChapter 32 Welding Joint PreparationAd Man GeTig100% (2)
- Welds PDFDocument20 pagesWelds PDFkirkchNo ratings yet
- TRW Steering Box Service ManualDocument0 pagesTRW Steering Box Service ManualJuanLopez64Ch100% (1)
- IEC 60364 - 1 - 2001 - Electrical Installation of BuildingsDocument80 pagesIEC 60364 - 1 - 2001 - Electrical Installation of BuildingsRebeca MancillaNo ratings yet
- Blue Rose Q88Document7 pagesBlue Rose Q88ImmorthalNo ratings yet
- AISC DG31 Example 003Document14 pagesAISC DG31 Example 003alejandro mantillaNo ratings yet
- Small Moment Base Plate ExampleDocument5 pagesSmall Moment Base Plate ExampleHAFIZNo ratings yet
- Lab Equipments ListDocument1 pageLab Equipments ListHimanshu KumarNo ratings yet
- Crystal Clear Multiport Valve Dmpv40 Dmpv40-1: Item Part No. Description Notes Qty Req'DDocument2 pagesCrystal Clear Multiport Valve Dmpv40 Dmpv40-1: Item Part No. Description Notes Qty Req'DMohammad ZeeshanNo ratings yet
- PHY 111 Tutorial 3Document2 pagesPHY 111 Tutorial 3Esinaso NcamisoNo ratings yet
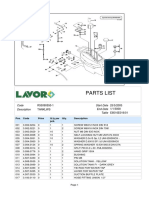
- PARTS LIST FOR TANKLWSDocument2 pagesPARTS LIST FOR TANKLWSAnnaNo ratings yet
- Triple Pier - Pile IRC 112Document93 pagesTriple Pier - Pile IRC 112Praveen CyssanNo ratings yet
- Foundation plan and notes for building structureDocument1 pageFoundation plan and notes for building structureSaurabh PandeyNo ratings yet
- Makita Ls1020 Users Manual 405647Document20 pagesMakita Ls1020 Users Manual 405647Martin HaryadiNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- SD Wire Mesh - Brochure - ENDocument2 pagesSD Wire Mesh - Brochure - ENAltug TasNo ratings yet
- 7 - Power Screw PDFDocument20 pages7 - Power Screw PDFViven SharmaNo ratings yet
- 12 Steps Engineering Safe Oil Gas FacilitiesDocument22 pages12 Steps Engineering Safe Oil Gas FacilitiesrobigedNo ratings yet
- 1 - Method Statement For 22Kv Cable Installation Rev c02Document12 pages1 - Method Statement For 22Kv Cable Installation Rev c02Ahmed Nagy100% (2)
- Mud Pump Parts, Types & Calculations Guide - Drilling ManualDocument33 pagesMud Pump Parts, Types & Calculations Guide - Drilling ManualchcruzgNo ratings yet
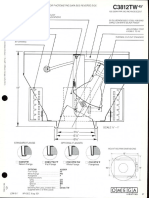
- Omega Lighting C3812TW INC PAR-38 45-Deg. Adj. Downlight Spec Sheet 1-86Document2 pagesOmega Lighting C3812TW INC PAR-38 45-Deg. Adj. Downlight Spec Sheet 1-86Alan MastersNo ratings yet
- M12 Off-HighwayDocument15 pagesM12 Off-HighwayPedroNo ratings yet
- Hes A3003-03 Chamfer of Thread EndDocument5 pagesHes A3003-03 Chamfer of Thread EndPreetam Kumar100% (1)
- Bs 1806 1989Document22 pagesBs 1806 1989Kishor Jadhav100% (2)
- 48.01.SH.01.TP.004 Punch ListDocument6 pages48.01.SH.01.TP.004 Punch ListcgnanaponNo ratings yet
- CSF66 5 Fahu 01Document2 pagesCSF66 5 Fahu 01JeNo ratings yet
- Workshope Equipment and Mechanical ToolsDocument50 pagesWorkshope Equipment and Mechanical ToolsTurbo Snail RNo ratings yet
- BCA Coretrade GuidebookDocument52 pagesBCA Coretrade GuidebookpostboxsgNo ratings yet
- Condor TailsDocument6 pagesCondor TailsEnrique CoronelNo ratings yet
- Mecha Club Activities UpdateDocument9 pagesMecha Club Activities Updateray martinNo ratings yet