You might also like
- Attribute Control ChartDocument26 pagesAttribute Control ChartRohit JanardananNo ratings yet
- Chap06 Control Charts For AttributesDocument48 pagesChap06 Control Charts For Attributesjohn brownNo ratings yet
- SQC (Chapter 2 NP)Document64 pagesSQC (Chapter 2 NP)Yitages kefelewNo ratings yet
- Statistical Quality ControlDocument81 pagesStatistical Quality ControlMSA-ACCA100% (2)
- Learning Objectives: 3 Introduction To Statistical Quality Control, 6 Edition by Douglas C. MontgomeryDocument24 pagesLearning Objectives: 3 Introduction To Statistical Quality Control, 6 Edition by Douglas C. MontgomeryVickrey JaneNo ratings yet
- As 6 Control Charts For AttributesDocument32 pagesAs 6 Control Charts For AttributesRoque Estrada100% (1)
- Statistical Quality Control: Dr. Eng. Mohamed ElwakilDocument60 pagesStatistical Quality Control: Dr. Eng. Mohamed ElwakilOmar Abdelsameia GalAllahNo ratings yet
- Statistical Quality ControlDocument82 pagesStatistical Quality ControlShahmirBalochNo ratings yet
- Statistical Quality Control PDFDocument82 pagesStatistical Quality Control PDFInshal KhanNo ratings yet
- Chapter 5 Control Charts For AttributesDocument48 pagesChapter 5 Control Charts For Attributesgeletaw mitawNo ratings yet
- Chapter 6-Control Chart For AttributesDocument33 pagesChapter 6-Control Chart For AttributesJackie HwangNo ratings yet
- Unit - 2: Statistical Process Control in IndustryDocument103 pagesUnit - 2: Statistical Process Control in IndustrySUJITHA NNo ratings yet
- Unit 6 Control Charts For Attribute Data: STAT8010 Applied Statistical TechniquesDocument29 pagesUnit 6 Control Charts For Attribute Data: STAT8010 Applied Statistical TechniquesIsha BNo ratings yet
- Quality Control ChartsDocument30 pagesQuality Control ChartsLibyaFlowerNo ratings yet
- 2021 - 05 - Control Chart For AttributeDocument40 pages2021 - 05 - Control Chart For Attributebismillahotw dewakipasNo ratings yet
- Operations MGMT 15Document82 pagesOperations MGMT 15Umar Khalid MalhiNo ratings yet
- SPCDocument62 pagesSPCSagar KansalNo ratings yet
- Ch9 f03 305 PDFDocument75 pagesCh9 f03 305 PDFsekarNo ratings yet
- 6.FQA-QUALITY CONTROL-Presentation1Document23 pages6.FQA-QUALITY CONTROL-Presentation1grace mwenjeNo ratings yet
- 4 - Control Charts For AttributesDocument25 pages4 - Control Charts For AttributesWilliam BautistaNo ratings yet
- SQC-SS, ModulesDocument15 pagesSQC-SS, ModulesSumon KumarNo ratings yet
- Chap07 CC AtributDocument78 pagesChap07 CC Atributryan pramanda unsamNo ratings yet
- 17 - The Control Chart For Attributes-Slide-1Document10 pages17 - The Control Chart For Attributes-Slide-1ashwin josephNo ratings yet
- Statistical Quality ControlDocument23 pagesStatistical Quality ControlFreddy GarcíaNo ratings yet
- Control Charts: Walter ShewartDocument7 pagesControl Charts: Walter ShewartAli RazaNo ratings yet
- Variables Control ChartDocument22 pagesVariables Control Chartbobby510No ratings yet
- Control Charts For Variables and AttributesDocument43 pagesControl Charts For Variables and AttributesTARUN MAHAWERNo ratings yet
- Using Cumulative Count of Conforming CCC-Chart To Study The Expansion of The CementDocument10 pagesUsing Cumulative Count of Conforming CCC-Chart To Study The Expansion of The CementIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Chapter 5. Control Charts For VariablesDocument38 pagesChapter 5. Control Charts For VariablesJigar Patel's100% (2)
- SQC MATH. (Vikas, Vaibhav, Swanand, ShreeDocument39 pagesSQC MATH. (Vikas, Vaibhav, Swanand, ShreeVikasPatilNo ratings yet
- UNIT V ProbabilityDocument16 pagesUNIT V Probabilitybad guyNo ratings yet
- Experiment No: 11 Study and Construction of NP ChartDocument5 pagesExperiment No: 11 Study and Construction of NP ChartpramodNo ratings yet
- Statistical Quality Control (SQC) FinalDocument47 pagesStatistical Quality Control (SQC) FinalSagar DhageNo ratings yet
- Ch.4 - Control Charts For AttributesDocument34 pagesCh.4 - Control Charts For AttributesAbdullah Hazeem100% (3)
- Statistical Quality Control: Simple Applications of Statistics in TQMDocument57 pagesStatistical Quality Control: Simple Applications of Statistics in TQMHarpreet Singh PanesarNo ratings yet
- Statistical Quality Control (S.Q.C.) Presented By-: Nikhil Garg ROLL NO-0129626Document38 pagesStatistical Quality Control (S.Q.C.) Presented By-: Nikhil Garg ROLL NO-0129626jolaakNo ratings yet
- List of FormulaeDocument2 pagesList of FormulaeRicky RawNo ratings yet
- Chapter 4 Statistial Process Control (SPC)Document22 pagesChapter 4 Statistial Process Control (SPC)Yousab CreatorNo ratings yet
- Rocess Ontrol Tatistical: C C I P P S E EDocument71 pagesRocess Ontrol Tatistical: C C I P P S E EalwaleedrNo ratings yet
- SPC: Statistical Process ControlDocument53 pagesSPC: Statistical Process ControlSaoloan NaiborhuNo ratings yet
- CH12 - 6493 - Ed6 - Slides - Fall - 2022 With Audio - Handout - 2PerPageDocument16 pagesCH12 - 6493 - Ed6 - Slides - Fall - 2022 With Audio - Handout - 2PerPageWambui Isaac KimNo ratings yet
- 10 SQCDocument31 pages10 SQCsingharvindkumarNo ratings yet
- Statistical Quality ControlDocument13 pagesStatistical Quality ControlsekelanilunguNo ratings yet
- Statistical Quality ControlDocument24 pagesStatistical Quality ControlSameer Sam PahwaNo ratings yet
- Quality 1Document22 pagesQuality 1pankajdharmadhikariNo ratings yet
- QualityDocument36 pagesQualityShobitha UchilNo ratings yet
- P ChartDocument21 pagesP ChartSumit Patil100% (1)
- Complete Control ChartDocument54 pagesComplete Control Chartosama1928No ratings yet
- Introduction SPCDocument28 pagesIntroduction SPCmixarimNo ratings yet
- Chapter 4 Statistial Process Control (SPC)Document22 pagesChapter 4 Statistial Process Control (SPC)Yousab CreatorNo ratings yet
- CH 06Document48 pagesCH 06Erica TannarisNo ratings yet
- P Charts: NCSS Statistical SoftwareDocument21 pagesP Charts: NCSS Statistical SoftwareAkNo ratings yet
- Chapter 6 - Group 5Document96 pagesChapter 6 - Group 5Hà TrangNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Combinatorial Algorithms: For Computers and CalculatorsFrom EverandCombinatorial Algorithms: For Computers and CalculatorsRating: 4 out of 5 stars4/5 (2)
- Two-Degree-of-Freedom Control Systems: The Youla Parameterization ApproachFrom EverandTwo-Degree-of-Freedom Control Systems: The Youla Parameterization ApproachNo ratings yet
- Factorization of Boundary Value Problems Using the Invariant Embedding MethodFrom EverandFactorization of Boundary Value Problems Using the Invariant Embedding MethodNo ratings yet
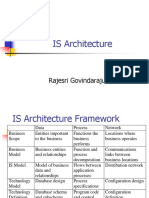
- APSI 11 - IS ArchitectureDocument26 pagesAPSI 11 - IS ArchitectureMuhammad Insan KamilNo ratings yet
- Introduction STDDocument11 pagesIntroduction STDMuhammad Insan KamilNo ratings yet
- fileadmindownloadsprospekteADDRIVE PST SL en A4 PDFDocument7 pagesfileadmindownloadsprospekteADDRIVE PST SL en A4 PDFMuhammad Insan KamilNo ratings yet
- Vdocument - in - 2012 Mongoose MTB CatalogueDocument32 pagesVdocument - in - 2012 Mongoose MTB CatalogueMuhammad Insan KamilNo ratings yet
- Om MFL69382502 - 01 - Q - S00 - EngDocument44 pagesOm MFL69382502 - 01 - Q - S00 - EngMuhammad Insan KamilNo ratings yet
- Redex Fuel System Additive Petrol-English Uk Roi .Document8 pagesRedex Fuel System Additive Petrol-English Uk Roi .Muhammad Insan KamilNo ratings yet
- Minggu 4-B Fungsi ProdukDocument13 pagesMinggu 4-B Fungsi ProdukMuhammad Insan KamilNo ratings yet
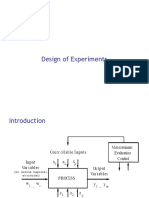
- Design of ExperimentDocument49 pagesDesign of ExperimentMuhammad Insan KamilNo ratings yet
- Problems ch14Document9 pagesProblems ch14Muhammad Insan KamilNo ratings yet
- Minggu 4 - Model Manajemen Mutu - LanjutanDocument70 pagesMinggu 4 - Model Manajemen Mutu - LanjutanMuhammad Insan KamilNo ratings yet
- 4-Quality ControlDocument75 pages4-Quality ControlVipin K HariNo ratings yet
- LSS Final - Report - TemplateDocument9 pagesLSS Final - Report - TemplateEdNo ratings yet
- X-Bar R Bar ChartDocument52 pagesX-Bar R Bar ChartmegaspiceNo ratings yet
- 1.4. Lean Six Sigma AbbreviationsDocument6 pages1.4. Lean Six Sigma AbbreviationsEric DesportesNo ratings yet
- Statistical Quality Control of EngineereDocument175 pagesStatistical Quality Control of EngineereHenock ShewasemaNo ratings yet
- Lecture 17 Control ChartsDocument26 pagesLecture 17 Control Chartstanveer_buitemsNo ratings yet
- Information Technology Project Management: by Jack T. MarchewkaDocument58 pagesInformation Technology Project Management: by Jack T. MarchewkaAga ANo ratings yet
- I.E IMP QuestionsDocument13 pagesI.E IMP QuestionsSoban KasmaniNo ratings yet
- ASTM-E2587-Standard Practice For Use of Control Charts in Statistical Process ControlDocument29 pagesASTM-E2587-Standard Practice For Use of Control Charts in Statistical Process ControlDaniel Carchi100% (2)
- Master of Business Administration - MBA Semester 2 MB0044-Production & Operations ManagementDocument47 pagesMaster of Business Administration - MBA Semester 2 MB0044-Production & Operations ManagementASR07No ratings yet
- แบบฝึกบท 6Document18 pagesแบบฝึกบท 6Patcharapon SukjumratNo ratings yet
- Gju Mba SyllabusDocument73 pagesGju Mba Syllabusnaveen3101987No ratings yet
- First SeminarDocument41 pagesFirst Seminarsunandar HlaingNo ratings yet
- Design & Aplication of I-MR Control ChartDocument10 pagesDesign & Aplication of I-MR Control ChartRheza AndikaNo ratings yet
- TQM 1 - 5 Units NotesDocument39 pagesTQM 1 - 5 Units Notesmingichi88% (8)
- Performance and Potential Management Final - SCDLDocument858 pagesPerformance and Potential Management Final - SCDLsinduchari50% (2)
- Solution Manual For Managing Controlling and Improving Quality 1st Edition Douglas C Montgomery Cheryl L Jennings Michele e PfundDocument36 pagesSolution Manual For Managing Controlling and Improving Quality 1st Edition Douglas C Montgomery Cheryl L Jennings Michele e Pfundewejorden.yw9jg100% (45)
- Thesis On LeanDocument34 pagesThesis On Leanidris_ali_7No ratings yet
- DAP SPC ReportDocument11 pagesDAP SPC ReportAditya MuruganNo ratings yet
- Practice Exam QuestionsDocument97 pagesPractice Exam QuestionsJeanCarlosPsNo ratings yet
- Operations ManagementDocument26 pagesOperations ManagementAvii MukherjiNo ratings yet
- Patna University: Courses of Study FOR M. Com. Examination (2015-17) Semester I, II, III & IVDocument44 pagesPatna University: Courses of Study FOR M. Com. Examination (2015-17) Semester I, II, III & IVSikander AzamNo ratings yet
- OPIM Quality & Statistical Process ControlDocument4 pagesOPIM Quality & Statistical Process ControlHumphrey Osaigbe100% (1)
- Knowledge Sharing Session ON THE Topic OF "Statistical Quality Control Tools"Document14 pagesKnowledge Sharing Session ON THE Topic OF "Statistical Quality Control Tools"Ashutosh RawatNo ratings yet
- The ABCs of StatisticsDocument4 pagesThe ABCs of StatisticsTHErobotNo ratings yet
- MQCDocument8 pagesMQCnavneetkpatil8409No ratings yet
- Rani Channamma University Belagavi: Course Structure and SyllabusDocument417 pagesRani Channamma University Belagavi: Course Structure and SyllabusSimran KagziNo ratings yet
- Alexa, How Can We Reduce Concessions?': Operations Management ProjectDocument10 pagesAlexa, How Can We Reduce Concessions?': Operations Management ProjectMaitri GuptaNo ratings yet
- Activity 1: Case Study: Solid IndustriesDocument4 pagesActivity 1: Case Study: Solid IndustriesNina Alyssa OrtegaNo ratings yet
- CH 3 Automated Manufacturing SystemsDocument24 pagesCH 3 Automated Manufacturing Systemskbragkiros75No ratings yet