You might also like
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- Economic ReportDocument9 pagesEconomic ReportYeeXuan TenNo ratings yet
- Lecture 6fDocument30 pagesLecture 6fhiteshNo ratings yet
- Benefit To Compensation Ratio CalculationsDocument6 pagesBenefit To Compensation Ratio CalculationsRamkishor PandeyNo ratings yet
- How To Get Costing of Labor?: Preparing Detailed EstimateDocument21 pagesHow To Get Costing of Labor?: Preparing Detailed Estimatecass0608No ratings yet
- Presentasi EPCDocument34 pagesPresentasi EPCtiantaufikNo ratings yet
- Cost Estimation - Acetone Plant 1 PDFDocument2 pagesCost Estimation - Acetone Plant 1 PDFDhananjay pathareNo ratings yet
- Cost Estimation (August23)Document51 pagesCost Estimation (August23)Lovely Rain100% (2)
- Procurement Process in Larsen & Toubro Epc: by Deepak Bhatt 063015Document14 pagesProcurement Process in Larsen & Toubro Epc: by Deepak Bhatt 063015Deepak BhattNo ratings yet
- WELCOME To Cost & Evaluation Workbook by Peters, Timmerhaus and West. Accompanying Plant Design and Economics For Chemical Engineers, 5th EditionDocument15 pagesWELCOME To Cost & Evaluation Workbook by Peters, Timmerhaus and West. Accompanying Plant Design and Economics For Chemical Engineers, 5th Editionxhche7No ratings yet
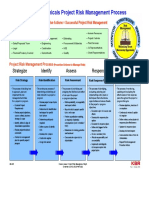
- Energy & Chemicals Project Risk Management ProcessDocument2 pagesEnergy & Chemicals Project Risk Management ProcessnbnbNo ratings yet
- Project Schedule For Plant DesignDocument4 pagesProject Schedule For Plant DesignRomar PanopioNo ratings yet
- Topsides 1 - Equipment ListDocument22 pagesTopsides 1 - Equipment ListMathias OnosemuodeNo ratings yet
- Detailed Unit Rate Estimating in Aspen Capital Cost EstimatorDocument12 pagesDetailed Unit Rate Estimating in Aspen Capital Cost EstimatorOsama El-ShafieyNo ratings yet
- Estimation of Offshore Brazilian Natural Gas Break-Even PricesDocument10 pagesEstimation of Offshore Brazilian Natural Gas Break-Even PricesMarcelo Varejão CasarinNo ratings yet
- Cost Estimation and RiskDocument1 pageCost Estimation and RiskBramJanssen76No ratings yet
- PROJECT GODREJ AGROVET PROCUREMENT SCHEDULEDocument3 pagesPROJECT GODREJ AGROVET PROCUREMENT SCHEDULEneerajgulabNo ratings yet
- Developing The Project PlanDocument8 pagesDeveloping The Project PlanStephanie BucogNo ratings yet
- Project Cost-Time-Risk Diagram for Planning and Risk ManagementDocument8 pagesProject Cost-Time-Risk Diagram for Planning and Risk ManagementGuillermo BandaNo ratings yet
- Engineered Packaging Center A Global ProviderDocument6 pagesEngineered Packaging Center A Global ProviderLTE002No ratings yet
- Cable Products Price ListDocument24 pagesCable Products Price ListPeter BridgeNo ratings yet
- 5 - Equipment Cost EstimateDocument8 pages5 - Equipment Cost EstimateJose Yebra DeaunaNo ratings yet
- Appendix 8 - Typical Project Execution PlanDocument19 pagesAppendix 8 - Typical Project Execution PlanJonald DagsaNo ratings yet
- Pipeline FEED Package Executive SummaryDocument1 pagePipeline FEED Package Executive SummarySamvendan JohnjacobNo ratings yet
- JPEP01231B0003 Control Procedure For Project DocumentDocument7 pagesJPEP01231B0003 Control Procedure For Project DocumentAmeya RevOsNo ratings yet
- Covid-19 Construction Productivity ChangesDocument1 pageCovid-19 Construction Productivity ChangesFamilia GonzalezNo ratings yet
- Dokumen - Tips - Epcprojectinterdepency and Work Flow 1pdfDocument103 pagesDokumen - Tips - Epcprojectinterdepency and Work Flow 1pdfAhmed AggourNo ratings yet
- A Brief Presentation On Hot and Cold InsulationDocument5 pagesA Brief Presentation On Hot and Cold InsulationMubarik AliNo ratings yet
- Cost Estimating For Chemical Engineering Plant Design-IndexDocument6 pagesCost Estimating For Chemical Engineering Plant Design-IndexVuong BuiNo ratings yet
- Engineering FeeDocument25 pagesEngineering FeetouchvikrantNo ratings yet
- Project Cost EstimateDocument6 pagesProject Cost EstimateVarun MalhotraNo ratings yet
- MPR Month YearDocument58 pagesMPR Month YearSanthosh PalaniappanNo ratings yet
- 3963 Dgen 0 04 0001 - D PDFDocument172 pages3963 Dgen 0 04 0001 - D PDFDaniyal KhursheedNo ratings yet
- Strengthening 49 km of NH-2B in West BengalDocument102 pagesStrengthening 49 km of NH-2B in West BengalOllie BhattNo ratings yet
- ICARUS ReferenceDocument66 pagesICARUS Referencerylar999No ratings yet
- S ProjectDefinitionOnOffshore PetrofacDocument4 pagesS ProjectDefinitionOnOffshore PetrofacDiego1980bNo ratings yet
- Constructibility Costs and EconomyDocument3 pagesConstructibility Costs and EconomyRicardo Fiestas100% (1)
- AspenCapitalCostEstimatorV9 0 UserGuideDocument682 pagesAspenCapitalCostEstimatorV9 0 UserGuideRoudaina Benzeguir100% (1)
- E0001 OverallDocument30 pagesE0001 OverallkamlNo ratings yet
- Itb Part I - Instruction To BiddersDocument16 pagesItb Part I - Instruction To BiddersilsaNo ratings yet
- Complete OSBL Tips for Process EngineersDocument2 pagesComplete OSBL Tips for Process EngineerscarlitoxramosNo ratings yet
- Excel Software As A ToolDocument20 pagesExcel Software As A ToolsvvsnrajuNo ratings yet
- Opgc Owners Engineer - CPPDocument18 pagesOpgc Owners Engineer - CPPwas00266No ratings yet
- Level 3 - Project Schedule - Gambat South EWT ProjectDocument8 pagesLevel 3 - Project Schedule - Gambat South EWT ProjectAli Mohsin100% (1)
- MBAOGSem3 5Document226 pagesMBAOGSem3 5ShammimBegumNo ratings yet
- NAWCPF-MSBI-NCPF-000-CV-RFQ-31072 - 001 - CPF-Civil Works-SOWDocument45 pagesNAWCPF-MSBI-NCPF-000-CV-RFQ-31072 - 001 - CPF-Civil Works-SOWMouhebNo ratings yet
- Unit 2 Structure and BondingDocument61 pagesUnit 2 Structure and BondingAbdulrahman Rashid AlbusaidiNo ratings yet
- Production of Methyl Tertiary Butyl Ether Using Snamprogetti ProcessDocument103 pagesProduction of Methyl Tertiary Butyl Ether Using Snamprogetti ProcessMuntazer QasimNo ratings yet
- PMD 913 - Module 4 - Earned Value Management May22Document24 pagesPMD 913 - Module 4 - Earned Value Management May22Abdallah HabeebNo ratings yet
- Sample WeightageDocument3 pagesSample WeightageAbdul Nafeeq AliNo ratings yet
- Estimating MethodsDocument10 pagesEstimating MethodsAer AsedoNo ratings yet
- Gas and Liquid Dehydration Systems for IndustriesDocument29 pagesGas and Liquid Dehydration Systems for IndustriesRomi MailandiNo ratings yet
- DCS Cost EstimatingDocument23 pagesDCS Cost EstimatingsukanyagggNo ratings yet
- Progress Review Meeting-FormatDocument14 pagesProgress Review Meeting-FormatImalka KariyawasamNo ratings yet
- Task 1 BDocument159 pagesTask 1 Bpentyala88No ratings yet
- Capitalize Six Drivers Successful Capex Saving StrategiesDocument12 pagesCapitalize Six Drivers Successful Capex Saving StrategiesMine BentachNo ratings yet
- Chemical Plant Design: Process & Equipment Engineering FundamentalsDocument43 pagesChemical Plant Design: Process & Equipment Engineering FundamentalsGua HantuNo ratings yet
- Hydrodealkylation Plant Economic AnalysisDocument5 pagesHydrodealkylation Plant Economic AnalysisVinayak PathakNo ratings yet
- Capital Cost EstimationDocument55 pagesCapital Cost EstimationMohammad Reza Anghaei100% (1)
- CHE-410 Quiz 1 Section B Reactor Performance CalculationDocument1 pageCHE-410 Quiz 1 Section B Reactor Performance CalculationMuhammad UsamaNo ratings yet
- Fire Station Layout and FacilitiesDocument1 pageFire Station Layout and FacilitiesMuhammad UsamaNo ratings yet
- Dr Basit's Spring 2022 Chemical Engineering Unit Process Course TopicsDocument1 pageDr Basit's Spring 2022 Chemical Engineering Unit Process Course TopicsMuhammad UsamaNo ratings yet
- MT GraphsDocument3 pagesMT GraphsMuhammad UsamaNo ratings yet
- Removing Sulfur from Crude Oil and FuelsDocument23 pagesRemoving Sulfur from Crude Oil and FuelsMuhammad UsamaNo ratings yet
- MT Lab PerfomanceDocument1 pageMT Lab PerfomanceMuhammad UsamaNo ratings yet
- ch#13 Numerical SHMTDocument7 pagesch#13 Numerical SHMTMuhammad UsamaNo ratings yet
- EE LAB LayoutDocument1 pageEE LAB LayoutMuhammad UsamaNo ratings yet
- Distillation FullDocument19 pagesDistillation FullMuhammad UsamaNo ratings yet
- Entreprenuership Quiz 1Document19 pagesEntreprenuership Quiz 1Muhammad UsamaNo ratings yet
- How To Use This Template: Delete This Slide Before Submitting Your AssignmentDocument11 pagesHow To Use This Template: Delete This Slide Before Submitting Your AssignmentAnnah AnnNo ratings yet
- Landmark Guide Real Estate Valuation PrinciplesDocument8 pagesLandmark Guide Real Estate Valuation PrinciplesChristopher Gutierrez CalamiongNo ratings yet
- Capital BudgetingDocument87 pagesCapital BudgetingCBSE UGC NET EXAMNo ratings yet
- Duality Theory - Assignment A) Primal ProblemDocument5 pagesDuality Theory - Assignment A) Primal ProblemSohaib ArifNo ratings yet
- Quality Function Deployment in House-Building MarketDocument10 pagesQuality Function Deployment in House-Building MarketMarvi HarsiNo ratings yet
- LMP South Cotabato Chapter Meeting MinutesDocument2 pagesLMP South Cotabato Chapter Meeting MinutesDilg SurallahNo ratings yet
- Department of Labor checklist for construction safety evaluationDocument1 pageDepartment of Labor checklist for construction safety evaluationKevin BasaNo ratings yet
- Curriculum VitaeDocument2 pagesCurriculum Vitaeapi-628389548No ratings yet
- Indonesian Outlook 2024-2029 - March 13th 2024Document10 pagesIndonesian Outlook 2024-2029 - March 13th 2024Saefuddin SaefuddinNo ratings yet
- Marketing Plan Final ReMarketing Plan of ACME Agrovet Beverage LTD PortDocument84 pagesMarketing Plan Final ReMarketing Plan of ACME Agrovet Beverage LTD PortNafiz FahimNo ratings yet
- Remedies in BankruptcyDocument34 pagesRemedies in BankruptcyfeyNo ratings yet
- Chap 123 AAADocument10 pagesChap 123 AAAHà Phương TrầnNo ratings yet
- Financial Statements ExercisesDocument3 pagesFinancial Statements ExercisesNaresh Sehdev100% (1)
- E ChoupalDocument8 pagesE ChoupalRakesh NandanNo ratings yet
- Chapter 9 Assigned Question SOLUTIONSDocument31 pagesChapter 9 Assigned Question SOLUTIONSDang ThanhNo ratings yet
- MPU3222 - Course Introduction Briefing For Student (Sem 1 - 2022-2023) (I)Document24 pagesMPU3222 - Course Introduction Briefing For Student (Sem 1 - 2022-2023) (I)trickyhunter9999No ratings yet
- Ba'Aad Wayn General Hospital: UNICEF Somalia Support Centre P.O. Box 44145-00100 Nairobi, KenyaDocument1 pageBa'Aad Wayn General Hospital: UNICEF Somalia Support Centre P.O. Box 44145-00100 Nairobi, KenyaEng abdallah HajiNo ratings yet
- Regulating E-hailing in Malaysia - Over-regulation DebateDocument8 pagesRegulating E-hailing in Malaysia - Over-regulation DebateAmin AkasyafNo ratings yet
- Causes and Effects Into Reasons For The Decline of Wood Cable Reels Production in The CompanyDocument7 pagesCauses and Effects Into Reasons For The Decline of Wood Cable Reels Production in The CompanyQueryy DavidNo ratings yet
- Talent & Performance ManagementDocument2 pagesTalent & Performance Managementdr.svr13No ratings yet
- HC32 2021 Intermediate Macro I 1Document3 pagesHC32 2021 Intermediate Macro I 1I ain't grootNo ratings yet
- Final Propsal 3Document63 pagesFinal Propsal 3hinsene begna100% (1)
- Claim Form GMCDocument7 pagesClaim Form GMCBhaskar RawatNo ratings yet
- AICPA Problem Set LiabilitiesDocument3 pagesAICPA Problem Set LiabilitiesElla Rence TablizoNo ratings yet
- 2,3,8,10Document2 pages2,3,8,10SzaeNo ratings yet
- UntitledDocument2 pagesUntitledRoshanNo ratings yet
- Do a SWOT analysis for business ideasDocument4 pagesDo a SWOT analysis for business ideasOliver SyNo ratings yet
- Ký B I: Công Ty TNHH Dogota Ký Ngày: 3/6/2022 10:38:26: Signature Not VerifiedDocument1 pageKý B I: Công Ty TNHH Dogota Ký Ngày: 3/6/2022 10:38:26: Signature Not VerifiedThoa Bùi KimNo ratings yet
- Business Management - Study and Revision Guide - Paul Hoang - Hodder 2016Document194 pagesBusiness Management - Study and Revision Guide - Paul Hoang - Hodder 2016Cecy Vallejo LeónNo ratings yet
- Marketing CommunicationsDocument19 pagesMarketing CommunicationsGracezel Evangelista GarciaNo ratings yet