You might also like
- PEOPLECERT 106 MoP Foundation PEOPLECERT 106 Exam Exam DumpsDocument6 pagesPEOPLECERT 106 MoP Foundation PEOPLECERT 106 Exam Exam DumpsThomas WilliamNo ratings yet
- Automatic Battery Chargers for Stationary Engines and GeneratorsDocument2 pagesAutomatic Battery Chargers for Stationary Engines and GeneratorsDinesh Cunniah100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- 10-Engine - K Series Kv6Document104 pages10-Engine - K Series Kv6gsndiadm23No ratings yet
- NPT15 Medium & High VoltageDocument23 pagesNPT15 Medium & High VoltageElver Mesa100% (1)
- Compact circuit-breaker and switch-disconnectors up to 1600 ADocument180 pagesCompact circuit-breaker and switch-disconnectors up to 1600 AconsultachNo ratings yet
- Description Features: Ait Semiconductor IncDocument8 pagesDescription Features: Ait Semiconductor Incteranet tbtNo ratings yet
- Half-Bridge MOSFET Driver DocDocument7 pagesHalf-Bridge MOSFET Driver DocEric Lenin Marin MoncadaNo ratings yet
- Canadian Eot - Brochure 1SXP301007B0201Document16 pagesCanadian Eot - Brochure 1SXP301007B0201simonNo ratings yet
- STD3NK80Z-1, STD3NK80ZT4, STF3NK80Z, STP3NK80ZDocument30 pagesSTD3NK80Z-1, STD3NK80ZT4, STF3NK80Z, STP3NK80ZRogerio E. SantoNo ratings yet
- Smart choice for power distributionDocument11 pagesSmart choice for power distributionrangsa0% (1)
- General Purpose Type Photocoupler: LTV-4N35 Series/LTV-4N37 Series 4N35 Series/4N37 SeriesDocument4 pagesGeneral Purpose Type Photocoupler: LTV-4N35 Series/LTV-4N37 Series 4N35 Series/4N37 SeriesRadoNo ratings yet
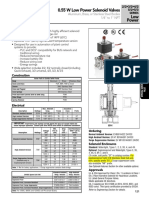
- Low Power 0.55 W Low Power Solenoid Valves: Aluminum, Brass, or Stainless Steel Bodies 1/4" To 1" NPTDocument10 pagesLow Power 0.55 W Low Power Solenoid Valves: Aluminum, Brass, or Stainless Steel Bodies 1/4" To 1" NPTGEMSL MONo ratings yet
- CatalogDocument131 pagesCatalogsmrasteg12No ratings yet
- LTV817A DatasheetDocument5 pagesLTV817A DatasheetKST5No ratings yet
- Solenoid Festo VSNC - ENDocument46 pagesSolenoid Festo VSNC - ENargaNo ratings yet
- EM3714T-5 Customer Information PacketDocument9 pagesEM3714T-5 Customer Information Packetandrade2158No ratings yet
- 1711 HG-MC (E) 92PDocument92 pages1711 HG-MC (E) 92PLinh VănNo ratings yet
- 48V Circuit BreakerDocument6 pages48V Circuit Breakerh_878236333No ratings yet
- Asco Series 401 Direct Mount Pilot CatalogDocument2 pagesAsco Series 401 Direct Mount Pilot CatalogAntonio SerranoNo ratings yet
- CECP3661T InfoPacket 3HP 1800RPMDocument12 pagesCECP3661T InfoPacket 3HP 1800RPMrrobles011No ratings yet
- Termostato e Pressostato BV - Principio Di Funzionamento - Gen-Cat-Euro - SqaDocument32 pagesTermostato e Pressostato BV - Principio Di Funzionamento - Gen-Cat-Euro - SqaGjNo ratings yet
- Finder 58 Series Relay Interface ModulesDocument12 pagesFinder 58 Series Relay Interface ModulesValerija SilinaNo ratings yet
- Low Bay 22" Acrylic SUNLIGHTERDocument1 pageLow Bay 22" Acrylic SUNLIGHTEREliasNo ratings yet
- Catalogo Tecnico PresostatoDocument32 pagesCatalogo Tecnico PresostatoRonulfo GutierrezNo ratings yet
- 3CX800A7Document2 pages3CX800A7wilsomNo ratings yet
- RM ST40Document2 pagesRM ST40LUIS SLEITER NAPÁN HUAMANÍNo ratings yet
- General Characteristics: KDW1603 G2Document6 pagesGeneral Characteristics: KDW1603 G2Diego RojasNo ratings yet
- Stelmec VCBDocument2 pagesStelmec VCBnithinmundackal3623No ratings yet
- 100 V Half-Bridge MOSFET Driver: Features and Benefits DescriptionDocument13 pages100 V Half-Bridge MOSFET Driver: Features and Benefits Descriptionamp divisionNo ratings yet
- Baldor Em3558t DatasheetDocument9 pagesBaldor Em3558t DatasheetJerry LoeraNo ratings yet
- AL Spec. IGEN POWERTECHDocument13 pagesAL Spec. IGEN POWERTECHJatupol PongsirisartNo ratings yet
- Motor DetoxDocument8 pagesMotor DetoxAlvaro Iparraguirre NavarroNo ratings yet
- ECPM4115T 4 InfoPacketDocument13 pagesECPM4115T 4 InfoPacketBenjamin BenzaquenNo ratings yet
- VEM3665T InfoPacket 5HP 1750RPMDocument11 pagesVEM3665T InfoPacket 5HP 1750RPMrrobles011No ratings yet
- Catalog Hyundai HGCDocument92 pagesCatalog Hyundai HGCBảo ChâuNo ratings yet
- Railclamp Low Capacitance Tvs Diode Array: Protection Products Description FeaturesDocument13 pagesRailclamp Low Capacitance Tvs Diode Array: Protection Products Description Featuresrishi sagarNo ratings yet
- Se Ds Fronius Symo en UsDocument4 pagesSe Ds Fronius Symo en UsMinor Rojas SolisNo ratings yet
- High Bay 16" Acrylic SUNLIGHTERDocument1 pageHigh Bay 16" Acrylic SUNLIGHTEREliasNo ratings yet
- 15/10 Amp Rating, 300/600 Volts: 70-464-1 SocketDocument3 pages15/10 Amp Rating, 300/600 Volts: 70-464-1 SocketMiroslaw LabudaNo ratings yet
- LTV 819Document5 pagesLTV 819Saulo Isai Serrano VegaNo ratings yet
- YD 132M 4 6 DatasheetDocument1 pageYD 132M 4 6 DatasheetLance AyoubNo ratings yet
- Allen Bradley A117-Ca908 - En-PDocument58 pagesAllen Bradley A117-Ca908 - En-PEddy SackeyNo ratings yet
- Low Bay 22" Aluminum SUNLIGHTERDocument1 pageLow Bay 22" Aluminum SUNLIGHTEREliasNo ratings yet
- VEM3546T InfoPacket 4Document10 pagesVEM3546T InfoPacket 4Gerardo ReyesNo ratings yet
- Schneider EZC MCCB PDFDocument13 pagesSchneider EZC MCCB PDFSebastian WenasNo ratings yet
- Joblight BAYLIGHTERDocument1 pageJoblight BAYLIGHTEREliasNo ratings yet
- MeasurIT KTek BETA Switches 0803Document32 pagesMeasurIT KTek BETA Switches 0803cwiejkowskaNo ratings yet
- HM Automatic Gun 900 StandardDocument4 pagesHM Automatic Gun 900 StandardCONORPACK SDERLNo ratings yet
- Product Information PacketDocument7 pagesProduct Information PacketYanci JhoeNo ratings yet
- ABB Protection Modules, Surge Protection Series 20 000, DIN 1-3Document2 pagesABB Protection Modules, Surge Protection Series 20 000, DIN 1-3EliasNo ratings yet
- LM160/LM360 High Speed Differential Comparator: General Description FeaturesDocument8 pagesLM160/LM360 High Speed Differential Comparator: General Description FeaturespalprodNo ratings yet
- MTR Three Phase Padmounted Transformer 45-1500kVA: ISO 9001 CertifiedDocument2 pagesMTR Three Phase Padmounted Transformer 45-1500kVA: ISO 9001 CertifiedJOMARTINEZMNo ratings yet
- Weid 16Document1 pageWeid 16samNo ratings yet
- SOLENOID VALVE ASCO LowPower - Gseries - R8 PDFDocument14 pagesSOLENOID VALVE ASCO LowPower - Gseries - R8 PDFNUR AFIFAHNo ratings yet
- Emerson Asco Low Power Solenoid ValvesDocument13 pagesEmerson Asco Low Power Solenoid ValvesAlejandro Valles LagunaNo ratings yet
- ECPM4316T 4 InfoPacketDocument10 pagesECPM4316T 4 InfoPacketBenjamin BenzaquenNo ratings yet
- Panorama: Medium Voltage ProductsDocument6 pagesPanorama: Medium Voltage Productsdilo001No ratings yet
- Aluminum Vertical Break Switch: Type V 2-CADocument6 pagesAluminum Vertical Break Switch: Type V 2-CAJRACNo ratings yet
- 2073_F28_Series_Fuel_SystemDocument5 pages2073_F28_Series_Fuel_Systemengmohsen.ramadanhotmail.comNo ratings yet
- 2086_ISF28_CM2220_Chain_Drive_SystemDocument6 pages2086_ISF28_CM2220_Chain_Drive_Systemengmohsen.ramadanhotmail.comNo ratings yet
- 2076_F28_Series_Lubrication_SystemDocument6 pages2076_F28_Series_Lubrication_Systemengmohsen.ramadanhotmail.comNo ratings yet
- Master of Business Administration: More Than 70 Years of Global ExperienceDocument9 pagesMaster of Business Administration: More Than 70 Years of Global Experienceengmohsen.ramadanhotmail.comNo ratings yet
- 2074_F28_Series_Air_Handling_SystemDocument5 pages2074_F28_Series_Air_Handling_Systemengmohsen.ramadanhotmail.comNo ratings yet
- Vessel View Installation InstructionsDocument18 pagesVessel View Installation Instructionsengmohsen.ramadanhotmail.comNo ratings yet
- 1008Document12 pages1008engmohsen.ramadanhotmail.comNo ratings yet
- 2075_F28_Series_Cooling_SystemDocument5 pages2075_F28_Series_Cooling_Systemengmohsen.ramadanhotmail.comNo ratings yet
- Marine EtiquetteDocument27 pagesMarine Etiquetteengmohsen.ramadanhotmail.comNo ratings yet
- 1011Document5 pages1011engmohsen.ramadanhotmail.comNo ratings yet
- Vessel View 90-8M0050668 - FinalDocument111 pagesVessel View 90-8M0050668 - Finalengmohsen.ramadanhotmail.comNo ratings yet
- Part Cataog c250 6cengineDocument52 pagesPart Cataog c250 6cengineSugeng Ariyadi100% (1)
- Under FreqDocument7 pagesUnder Freqengmohsen.ramadanhotmail.comNo ratings yet
- Bett Cummins EntrenamientoDocument5 pagesBett Cummins Entrenamientoacere18No ratings yet
- Zeus Installation ManualDocument174 pagesZeus Installation Manualengmohsen.ramadanhotmail.comNo ratings yet
- Zeus - Owners ManualDocument126 pagesZeus - Owners Manualengmohsen.ramadanhotmail.comNo ratings yet
- QSX15 CM570 WqertDocument134 pagesQSX15 CM570 Wqertengmohsen.ramadanhotmail.com100% (1)
- Pre AssignmentDocument4 pagesPre Assignmentengmohsen.ramadanhotmail.comNo ratings yet
- Marine EtiquetteDocument27 pagesMarine Etiquetteengmohsen.ramadanhotmail.comNo ratings yet
- 02 Zeus Section 2 1 2011Document50 pages02 Zeus Section 2 1 2011engmohsen.ramadanhotmail.comNo ratings yet
- Npt54 Neutral Current CalcsDocument2 pagesNpt54 Neutral Current Calcsengmohsen.ramadanhotmail.comNo ratings yet
- Manual Stamford Avr SX421 PDFDocument4 pagesManual Stamford Avr SX421 PDFBrooke EdwardsNo ratings yet
- Quick Reference GuideDocument3 pagesQuick Reference Guideengmohsen.ramadanhotmail.comNo ratings yet
- 2.1 Zeus Pod Drive Technical PackageDocument20 pages2.1 Zeus Pod Drive Technical Packageengmohsen.ramadanhotmail.comNo ratings yet
- QuickServe Online - (4021499) K19 Service ManualDocument10 pagesQuickServe Online - (4021499) K19 Service Manualengmohsen.ramadanhotmail.com100% (1)
- NPT19 Ratings & Insulation SystemsDocument9 pagesNPT19 Ratings & Insulation Systemsengmohsen.ramadanhotmail.comNo ratings yet
- NPT03 HC Basic AssemblyDocument12 pagesNPT03 HC Basic Assemblyengmohsen.ramadanhotmail.comNo ratings yet
- NPT05 F8 Basic AssyDocument12 pagesNPT05 F8 Basic Assyengmohsen.ramadanhotmail.comNo ratings yet
- NPT18 P0 P1 Basic AssyDocument35 pagesNPT18 P0 P1 Basic Assyengmohsen.ramadanhotmail.comNo ratings yet
- NPT02 Cummins Generator TechnologyDocument10 pagesNPT02 Cummins Generator Technologyengmohsen.ramadanhotmail.comNo ratings yet
- CV Sinta RahmawatiDocument1 pageCV Sinta Rahmawatikaka herwinNo ratings yet
- LogcatDocument52 pagesLogcatGiant Audio Pro OfficialNo ratings yet
- Industry 4.0: Reshaping the Manufacturing LandscapeDocument20 pagesIndustry 4.0: Reshaping the Manufacturing Landscapeambika1969inNo ratings yet
- CU 95 ManualDocument44 pagesCU 95 ManualnuriaNo ratings yet
- BUS 5560 Economic Evaluations in Healthcare John Catalano Spring I 2023Document11 pagesBUS 5560 Economic Evaluations in Healthcare John Catalano Spring I 2023Essay WritingNo ratings yet
- Data Sheet For SIMOTICS S-1FK2: Article No.: 1FK2206-4AF10-1MA0Document1 pageData Sheet For SIMOTICS S-1FK2: Article No.: 1FK2206-4AF10-1MA0AbhishekNo ratings yet
- D Ay Open Day Close by CSC Clerk and Collection Entries and Reports at CSCDocument29 pagesD Ay Open Day Close by CSC Clerk and Collection Entries and Reports at CSCAnandNo ratings yet
- BoltightDocument1 pageBoltightREZA ASGARINo ratings yet
- Hotstar Clone Using HTML CSS and Bootstrap NotesDocument73 pagesHotstar Clone Using HTML CSS and Bootstrap NotesRupam KarmakarNo ratings yet
- KM Min: Tactical DroneDocument6 pagesKM Min: Tactical DroneLionel MazzottaNo ratings yet
- Bulletin 30RB-30RQ Option 12Document2 pagesBulletin 30RB-30RQ Option 12vickersNo ratings yet
- GHTPDocument26 pagesGHTPSatyaki DasguptaNo ratings yet
- NAPARS News No 21 Feb 2022-1 TracesDocument12 pagesNAPARS News No 21 Feb 2022-1 TracesarstjunkNo ratings yet
- RED Stripe#4-FY23-CRM-SS (Eng)Document2 pagesRED Stripe#4-FY23-CRM-SS (Eng)Lokesh SahuNo ratings yet
- Guide to creating a mine site reconciliation code of practiceDocument11 pagesGuide to creating a mine site reconciliation code of practicecajimenezb8872No ratings yet
- Pinaka Final Edit Natin AhahahDocument88 pagesPinaka Final Edit Natin Ahahahpia espanilloNo ratings yet
- 2929 Bondply Multi-Layer Board Processing GuidelinesDocument4 pages2929 Bondply Multi-Layer Board Processing GuidelinesEduardo Ruiz PalominoNo ratings yet
- Public Speaking-RevolveDocument11 pagesPublic Speaking-RevolveRoshadé's TvNo ratings yet
- X15 (S) T User Manual (Quick Start in English German Spanish Italian French)Document71 pagesX15 (S) T User Manual (Quick Start in English German Spanish Italian French)kala santaNo ratings yet
- Manual SMC FLEXDocument148 pagesManual SMC FLEXMagnoNo ratings yet
- SeleneiumDocument112 pagesSeleneiumdungeonmasterNo ratings yet
- GUIDELINES For Refund of Exam Fee CSCDocument5 pagesGUIDELINES For Refund of Exam Fee CSCChristine Joy VallejosNo ratings yet
- Impact of Social Media On YouthDocument20 pagesImpact of Social Media On YouthTalha ShaukatNo ratings yet
- Quantity Item by Warehouse List: PT Solusi Teknik IndustriDocument6 pagesQuantity Item by Warehouse List: PT Solusi Teknik IndustriShinyeNo ratings yet
- Animation Essentials-CSS Animations and TransitionsDocument96 pagesAnimation Essentials-CSS Animations and TransitionsDamian RojasNo ratings yet
- G3-160T DataSheet 245Document2 pagesG3-160T DataSheet 245Henry Esteban MesiasNo ratings yet
- Defining Pretension in A Joint FastenerDocument5 pagesDefining Pretension in A Joint Fastenerayoube mecaNo ratings yet
- Destroy Any Device With EMP Jammer - 3 Steps - InstructablesDocument9 pagesDestroy Any Device With EMP Jammer - 3 Steps - InstructablesCarlos Antonio De Bourbon-MontenegroNo ratings yet