You might also like
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Donny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionFrom EverandDonny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionRating: 4 out of 5 stars4/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Modul 5 Indices & LogarithmsDocument12 pagesModul 5 Indices & Logarithmshasnitajb100% (10)
- Hydraulic Pumps PDFDocument13 pagesHydraulic Pumps PDFramadan ali100% (1)
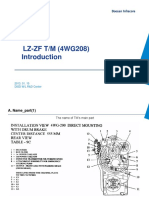
- SD300E ZF TransmissionDocument29 pagesSD300E ZF TransmissionAimHigh100% (1)
- Six Shuttle Circular Loom User ManualDocument23 pagesSix Shuttle Circular Loom User Manualabdi80% (5)
- Chapter 04 SealDocument25 pagesChapter 04 Sealdewidar1234100% (1)
- Pump 150918161223 Lva1 App6891 PDFDocument325 pagesPump 150918161223 Lva1 App6891 PDFJohn RajNo ratings yet
- Chapter 2 Injection MoldsDocument83 pagesChapter 2 Injection MoldsRadia ElkhaniNo ratings yet
- Hydraulics TrainingDocument47 pagesHydraulics Trainingmdhyderali100% (4)
- Clamp UnitDocument25 pagesClamp Unitkhalil alhatabNo ratings yet
- D4204T5 EngineDocument52 pagesD4204T5 EngineCristian100% (7)
- Basicos de Caterpillar 3208Document20 pagesBasicos de Caterpillar 3208Hector Herrera100% (6)
- Market Technician No63Document12 pagesMarket Technician No63ppfahdNo ratings yet
- Manual High Pressure Feed Water PumpDocument16 pagesManual High Pressure Feed Water PumpAntokNo ratings yet
- Final Bridge Design Report (Berhampur AniDocument98 pagesFinal Bridge Design Report (Berhampur AniYogesh Indolia100% (6)
- Injection Moulding MachineDocument35 pagesInjection Moulding MachineRajesh Kumar88% (8)
- Revit To Design Builder PDFDocument4 pagesRevit To Design Builder PDFMayNo ratings yet
- Injection Molding FinalDocument49 pagesInjection Molding FinalShoaib RathoreNo ratings yet
- Emergency Stop Valve-V5i352 PDFDocument4 pagesEmergency Stop Valve-V5i352 PDFmahesh waliNo ratings yet
- Chemical Engineering Lab Ii (CDB 3052) Experiment 2: Activated Carbon Adsorption Isotherm & KineticsDocument23 pagesChemical Engineering Lab Ii (CDB 3052) Experiment 2: Activated Carbon Adsorption Isotherm & Kineticskang1995No ratings yet
- ADE Scale Service Manual PDFDocument15 pagesADE Scale Service Manual PDFBalaji Balasubramanian100% (3)
- Ventomatic Packing MachineDocument85 pagesVentomatic Packing MachineMudassir RafiqNo ratings yet
- Hardlock Bearing Nut: SolutionDocument4 pagesHardlock Bearing Nut: SolutionJayden BarnesNo ratings yet
- Injection Moulding April 2023Document50 pagesInjection Moulding April 2023AmniNo ratings yet
- Manual of Capillary Cutting MachineDocument29 pagesManual of Capillary Cutting MachineNMHNo ratings yet
- Injection Molding MachineDocument20 pagesInjection Molding MachineKingwon SongNo ratings yet
- Injection Moulding ProcessDocument13 pagesInjection Moulding ProcessSACHIN SINGH 36No ratings yet
- 2 IM Parameters, Cycle Time N Machine Selection 2023Document62 pages2 IM Parameters, Cycle Time N Machine Selection 2023AmniNo ratings yet
- UNIT-II Oil Hydraulic System and Its Components Marks-14Document32 pagesUNIT-II Oil Hydraulic System and Its Components Marks-14Chaitanya Yenge100% (2)
- BW300 Manual - ENDocument24 pagesBW300 Manual - ENJulia GarciaNo ratings yet
- Blow MoldingDocument3 pagesBlow MoldingLris TanNo ratings yet
- Ic Engines & Lubrication Notes Part 1Document15 pagesIc Engines & Lubrication Notes Part 1Prateek ridersNo ratings yet
- 1 Training Centrifuge VFD Cyclone - 240320 - 160703Document36 pages1 Training Centrifuge VFD Cyclone - 240320 - 160703seemabraza.pkNo ratings yet
- Testing of Hydrulic ActuatorsDocument4 pagesTesting of Hydrulic ActuatorsRiya JadhavNo ratings yet
- Punch Press Application Report: Side ViewDocument4 pagesPunch Press Application Report: Side Viewmea11No ratings yet
- H&PDocument30 pagesH&Pyagami light100% (1)
- Silnik J20Document67 pagesSilnik J20Wagner SeguraNo ratings yet
- Jac HFC4GB1Document70 pagesJac HFC4GB1Jeifred Espitia AraujoNo ratings yet
- 06 I C EnginesDocument23 pages06 I C EnginesomkardashetwarNo ratings yet
- Motor ManualDocument16 pagesMotor ManualWang JaneNo ratings yet
- LMV Operation Parts Manual 230918 132746Document84 pagesLMV Operation Parts Manual 230918 132746jvargasNo ratings yet
- Catalogo Bba de Lodos BW-250 InglesDocument28 pagesCatalogo Bba de Lodos BW-250 InglesANYELONo ratings yet
- Power Train: Alternator RemovalDocument6 pagesPower Train: Alternator Removalchaos en venaNo ratings yet
- Persentasi PKL 3Document19 pagesPersentasi PKL 3LusiNo ratings yet
- Introduction - PresentationDocument35 pagesIntroduction - PresentationKhaire SushomNo ratings yet
- Raghu Engineering College Dept. of Mech Engg Automobile Engg Unit - 2Document40 pagesRaghu Engineering College Dept. of Mech Engg Automobile Engg Unit - 2Avinash Sai KalyanNo ratings yet
- Summer 2014 Model Answer PaperDocument12 pagesSummer 2014 Model Answer PaperDiyaNegiNo ratings yet
- Automation of Drilling Process Using Electro-Pneumatics SystemDocument5 pagesAutomation of Drilling Process Using Electro-Pneumatics SystemifyNo ratings yet
- 02 - Progressing Cavity Pumps, Downhole Pumps and MudmotorsDocument6 pages02 - Progressing Cavity Pumps, Downhole Pumps and MudmotorsramNo ratings yet
- Tom ImportantDocument87 pagesTom Importantaniket rautNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document27 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Limitswitch Appatatus TG e 3 1 1-3 (Overview)Document3 pagesLimitswitch Appatatus TG e 3 1 1-3 (Overview)md alamin bin SiddiqueNo ratings yet
- Bw500-10mud Pump ManualDocument25 pagesBw500-10mud Pump ManualameliaNo ratings yet
- Unit IV Automobiles PDFDocument45 pagesUnit IV Automobiles PDFKarim ManiyarNo ratings yet
- Introduction To Internal Combustion Engines To To: Primary Profile Cam Lobe Secondary Profile Cam LobesDocument1 pageIntroduction To Internal Combustion Engines To To: Primary Profile Cam Lobe Secondary Profile Cam LobesSteve CardenasNo ratings yet
- Design and Fabrication of Puller FOR Valve Seat.: Assignment No: 03Document20 pagesDesign and Fabrication of Puller FOR Valve Seat.: Assignment No: 03DIPAK VINAYAK SHIRBHATENo ratings yet
- Jelenschi L PDFDocument6 pagesJelenschi L PDFAmal TharakaNo ratings yet
- Side of The Parting Injection Molding With Core PullingDocument8 pagesSide of The Parting Injection Molding With Core PullingKodhansNo ratings yet
- ZM9325Installation Manual of Edging MachineDocument11 pagesZM9325Installation Manual of Edging MachineErick HernandezNo ratings yet
- Mobile For WebDocument25 pagesMobile For WebAdemilson Rangel VieiraNo ratings yet
- Pneumatics and Hydraulics: Chapter Two Pressurization of Hydraulic Systems (Pumps)Document32 pagesPneumatics and Hydraulics: Chapter Two Pressurization of Hydraulic Systems (Pumps)Hailemariam WeldegebralNo ratings yet
- 01 Structure & Function of Non-Electric EnginesDocument90 pages01 Structure & Function of Non-Electric EnginesJake burgosNo ratings yet
- L1 Injection Moulding - PDFDocument49 pagesL1 Injection Moulding - PDFChen WANYINGNo ratings yet
- Hydraulic Calculation PresentationDocument32 pagesHydraulic Calculation Presentationelgenedy98No ratings yet
- Im350dp01e5 Imq01Document4 pagesIm350dp01e5 Imq01elgenedy98No ratings yet
- أسباب مشكلة نقص الحقنDocument2 pagesأسباب مشكلة نقص الحقنelgenedy98No ratings yet
- Chuck PartsDocument12 pagesChuck Partselgenedy98No ratings yet
- Chapters 29 and 35 Thermochemistry and Chemical ThermodynamicsDocument54 pagesChapters 29 and 35 Thermochemistry and Chemical ThermodynamicsDanice Amie ConcepcionNo ratings yet
- Smart Technologies For Sustainable DevelopmentDocument420 pagesSmart Technologies For Sustainable DevelopmentMaria Rafaela Bezerra de Macêdo RibeiroNo ratings yet
- Mlion-Catalogue (2020)Document28 pagesMlion-Catalogue (2020)M.ariefiryuqoriNo ratings yet
- KR C1 A: Technical DataDocument11 pagesKR C1 A: Technical Dataayxworks eurobotsNo ratings yet
- CDCP - 02.28.11 - Titration Excel PracticeDocument2 pagesCDCP - 02.28.11 - Titration Excel PracticeSeleneblueNo ratings yet
- Climatic Subdivisions in Saudi Arabia: An Application of Principal Component AnalysisDocument17 pagesClimatic Subdivisions in Saudi Arabia: An Application of Principal Component AnalysisirfanNo ratings yet
- Answer: C: Exam Name: Exam Type: Exam Code: Total QuestionsDocument0 pagesAnswer: C: Exam Name: Exam Type: Exam Code: Total QuestionsVõ Minh ChâuNo ratings yet
- BDSP Lecture 3Document79 pagesBDSP Lecture 3Mohammed FarisNo ratings yet
- Chapter 27 Analysis Edexcel Igcse Chemistry ReviewDocument14 pagesChapter 27 Analysis Edexcel Igcse Chemistry ReviewRafid Al NahiyanNo ratings yet
- Ummai Allamal Enaku Tamil Christian Song Keyboard Notes AdvanceDocument2 pagesUmmai Allamal Enaku Tamil Christian Song Keyboard Notes AdvanceReaganNo ratings yet
- AssignmentsDocument22 pagesAssignmentsanshNo ratings yet
- LaplaceDocument33 pagesLaplacesr samieNo ratings yet
- Priorclave Autoclave Benchtop 40 60 Smart Data SheetDocument2 pagesPriorclave Autoclave Benchtop 40 60 Smart Data Sheetbrayo4No ratings yet
- Datasheet Eaton 93 STS - Static Transfer SwitchDocument2 pagesDatasheet Eaton 93 STS - Static Transfer SwitchWilliam QuintelaNo ratings yet
- Concepts in Balanced Device MeasurementsDocument12 pagesConcepts in Balanced Device MeasurementsA. VillaNo ratings yet
- DS Arf27Document1 pageDS Arf27BogdanNo ratings yet
- Graphing Past Paper Qstns 4HRDocument13 pagesGraphing Past Paper Qstns 4HRsajeevNo ratings yet
- Nis G12 CS 02 3RPDocument12 pagesNis G12 CS 02 3RPNurtoleu OrazkanovNo ratings yet
- 6 7 3Document4 pages6 7 3shjamillNo ratings yet
- Batch 2017 4th Semester CSEDocument28 pagesBatch 2017 4th Semester CSEAzeem KhanNo ratings yet
- Euro 50 Tripod Ansys-Calculation4Document12 pagesEuro 50 Tripod Ansys-Calculation4HẬU Nguyễn NhưNo ratings yet
- Effect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFDocument7 pagesEffect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFHuynh Thanh TamNo ratings yet
- Math 115 Uiuc Written Homework 6 SolutionsDocument4 pagesMath 115 Uiuc Written Homework 6 Solutionsafmspqvdy100% (1)
- Finntreebank2 Manual: Atro Voutilainen, Tanja Purtonen & Kristiina MuhonenDocument159 pagesFinntreebank2 Manual: Atro Voutilainen, Tanja Purtonen & Kristiina MuhonenSoumya DasNo ratings yet