You might also like
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- 1.1 Atomic Structure EXAMPRODocument36 pages1.1 Atomic Structure EXAMPROamandasparkle100% (1)
- Iec 62271-200 PDFDocument8 pagesIec 62271-200 PDFMutharasan VishnuNo ratings yet
- DC High Speed Circuit-Breaker UR36-81/82S UR40-81/82S: Instructions ManualDocument76 pagesDC High Speed Circuit-Breaker UR36-81/82S UR40-81/82S: Instructions ManualRobbie ThompsonNo ratings yet
- Conectores Enchufables ATDocument4 pagesConectores Enchufables ATMundo InfantilNo ratings yet
- Sambungan KabelDocument10 pagesSambungan KabelAshraff SyafiqNo ratings yet
- High Voltage Cable JointingDocument7 pagesHigh Voltage Cable Jointingscrapmail9No ratings yet
- The Pluggable Transformer: Flexibility For Future GridsDocument8 pagesThe Pluggable Transformer: Flexibility For Future GridsChumporn SaraphatmarkyingNo ratings yet
- Diary Report SirDocument14 pagesDiary Report SirNeeraj PurohitNo ratings yet
- Premold JointDocument6 pagesPremold JointbenwkgNo ratings yet
- Cable TrayDocument28 pagesCable Traykirink73No ratings yet
- Am Ted 307010 enDocument92 pagesAm Ted 307010 engramirezsalazarNo ratings yet
- CIGRE 2012: 21, Rue D'artois, F-75008 PARISDocument6 pagesCIGRE 2012: 21, Rue D'artois, F-75008 PARISfgdfgdfNo ratings yet
- SF6 Gas Insulated Switch Gear (GIS)Document12 pagesSF6 Gas Insulated Switch Gear (GIS)Rakesh Reddy100% (1)
- Cable Accessories: Systems, IncDocument4 pagesCable Accessories: Systems, IncLuis MurilloNo ratings yet
- Evolis Circuit Breakers Up To 17.5kV 2008Document92 pagesEvolis Circuit Breakers Up To 17.5kV 2008Laurentiu CatalinNo ratings yet
- 220kV-400Kv-345KV Details of CableDocument26 pages220kV-400Kv-345KV Details of CableDhanaji Wakade100% (1)
- Xiria Technical Specifications enDocument9 pagesXiria Technical Specifications encatalinccNo ratings yet
- 400 KV Metal Oxide Surge Arrestor CigreDocument12 pages400 KV Metal Oxide Surge Arrestor CigreDilip ARNo ratings yet
- Joint (Up To 72.5kV)Document4 pagesJoint (Up To 72.5kV)des1982No ratings yet
- FL - Radiant-Heating Electric CablesDocument7 pagesFL - Radiant-Heating Electric CablesArt JamesNo ratings yet
- Cigre Insulated Cable Energy TransmissionDocument15 pagesCigre Insulated Cable Energy TransmissionllovarNo ratings yet
- Cabling SystemDocument162 pagesCabling Systemstefan998877No ratings yet
- GGas Insulated Switchgear - Ganz Transelektro Electric Co.Document20 pagesGGas Insulated Switchgear - Ganz Transelektro Electric Co.KARAM ZAKARIANo ratings yet
- PFISTERER CableSystems 300kV PDFDocument12 pagesPFISTERER CableSystems 300kV PDFHashimAmrNo ratings yet
- Potential Distribution Computation and Structure Optimization For Composite Cross-Arms in 750 KV AC Transmission LineDocument10 pagesPotential Distribution Computation and Structure Optimization For Composite Cross-Arms in 750 KV AC Transmission LineAnbu ArasanNo ratings yet
- GMset enDocument26 pagesGMset endilo001No ratings yet
- Modern Mains CablesDocument18 pagesModern Mains Cablesgrunge81No ratings yet
- Developments of High Voltage Porcelain Post-Insulators: T. Morocutti, T. Berg, M. Muhr G. GödelDocument4 pagesDevelopments of High Voltage Porcelain Post-Insulators: T. Morocutti, T. Berg, M. Muhr G. GödelNurulazmi Bin Abd RahmanNo ratings yet
- Overhead Busbar SystemsDocument4 pagesOverhead Busbar Systemsgianfutol1No ratings yet
- Activity Performance Worksheet: Computer TechnologyDocument13 pagesActivity Performance Worksheet: Computer TechnologyJefferson CanalejaNo ratings yet
- PFISTERER Spil On JointsDocument4 pagesPFISTERER Spil On Jointsthawatchai11222512No ratings yet
- MV HV Cable ManufacturingDocument33 pagesMV HV Cable ManufacturingAris BudiantoNo ratings yet
- Msetcl 400 220kv Gis SpecDocument51 pagesMsetcl 400 220kv Gis SpecPrashanth Chandrashekar0% (1)
- BEAMA Tray and Ladder Best Practice Guide-1Document73 pagesBEAMA Tray and Ladder Best Practice Guide-1Ghayath OmerNo ratings yet
- TM 160-315 DatasheetDocument8 pagesTM 160-315 DatasheetThouraya HbsNo ratings yet
- Equipotential Bonding For Metal InstallationsDocument5 pagesEquipotential Bonding For Metal InstallationsPierre Enrique Carrasco FuentesNo ratings yet
- Coaxial Cables - Solid or Stranded CoreDocument5 pagesCoaxial Cables - Solid or Stranded CoreRicardo Jose Flores GavidiaNo ratings yet
- Cable Selection and Wiring SystemDocument34 pagesCable Selection and Wiring SystemMuhammad Faiz bin Ahmad Shafi0% (1)
- Line Trap TrenchDocument12 pagesLine Trap Trenchindrajeet1785No ratings yet
- ESD Protection: Design and Layout Issues For VLSI Circuits: Ieee 25, 1989Document7 pagesESD Protection: Design and Layout Issues For VLSI Circuits: Ieee 25, 1989Donna AmbalongNo ratings yet
- Catalog Okken enDocument26 pagesCatalog Okken enSaid BelhaimerNo ratings yet
- ABB FusesDocument9 pagesABB Fusesvrallam padiyaNo ratings yet
- Annexure-A Technical Specifications For Heat Shrinkable Cable Terminations and Joints For 6.6kV, XLPE CablesDocument4 pagesAnnexure-A Technical Specifications For Heat Shrinkable Cable Terminations and Joints For 6.6kV, XLPE CablesHossam AlzubairyNo ratings yet
- How To Control Electric Stress in Cable JointsDocument7 pagesHow To Control Electric Stress in Cable JointsS S V Jagannadha Sarma GummaNo ratings yet
- Design Report XXXDocument41 pagesDesign Report XXXashikin100% (1)
- Superconducting CablesDocument6 pagesSuperconducting CablesA. HassanNo ratings yet
- Raychem Terminations For GIS and TransformerDocument1 pageRaychem Terminations For GIS and Transformerrasheed313No ratings yet
- Electrical Installation in BuildingsDocument14 pagesElectrical Installation in BuildingsMasar Abdul Rakman100% (1)
- Line TrapDocument12 pagesLine TrapOsama AhmadNo ratings yet
- b1-108 - Underground of LondonDocument8 pagesb1-108 - Underground of LondonLuisa De CairesNo ratings yet
- JKR Elektrik-Saiz CableDocument8 pagesJKR Elektrik-Saiz Cablearchery67% (3)
- Raychem TerminalesDocument26 pagesRaychem TerminalesAcuario Chable Gomez100% (1)
- Voltgage Prof Odf Eelecterolyric CapaivueortsDocument6 pagesVoltgage Prof Odf Eelecterolyric CapaivueortsbhaskaaNo ratings yet
- 11kV GIS Specification PDFDocument44 pages11kV GIS Specification PDFRiyazNo ratings yet
- Grange School: LIST OF TOPICS (2013/2014) Subject: French Year 8 ChristmasDocument31 pagesGrange School: LIST OF TOPICS (2013/2014) Subject: French Year 8 Christmascurious_creativityNo ratings yet
- AFDSS Freeze FireDocument2 pagesAFDSS Freeze FireemilianoNo ratings yet
- NEAA 02 05 Servomotor On OffDocument4 pagesNEAA 02 05 Servomotor On OffLaurentiu LapusescuNo ratings yet
- Sony - KDL 46 55 hx920 hx923 hx925 - Az2chassis PDFDocument104 pagesSony - KDL 46 55 hx920 hx923 hx925 - Az2chassis PDFaldrin xxNo ratings yet
- Second Page - RL1Document2 pagesSecond Page - RL1Arun LakshmnNo ratings yet
- PSV Test FrequencyDocument130 pagesPSV Test FrequencysamysmcNo ratings yet
- 3) Actuator Valve - Johnson Control VG8000NDocument4 pages3) Actuator Valve - Johnson Control VG8000Nfaris.tlksNo ratings yet
- Reaper Mechanical and Electrical Operations 129Document16 pagesReaper Mechanical and Electrical Operations 129Yurii ChinovNo ratings yet
- FALLOUT - Duane Pohlman - Gerald White Memorial AwardDocument10 pagesFALLOUT - Duane Pohlman - Gerald White Memorial AwardDuane PohlmanNo ratings yet
- Datasheet 1653 FlukeDocument3 pagesDatasheet 1653 FlukeAlejandro JoséNo ratings yet
- Chapter 2 Electrons in AtomDocument69 pagesChapter 2 Electrons in AtomZuhailimuna MudaNo ratings yet
- A Glossary of Traditional Symbols in Western LiteratureDocument3 pagesA Glossary of Traditional Symbols in Western Literatureapi-260339450No ratings yet
- CFX-Intro 17.0 LectureR2 ReviewCourseDocument16 pagesCFX-Intro 17.0 LectureR2 ReviewCourseFabiano LebkuchenNo ratings yet
- Unit 4 - Worksheet - 4.3 Heat EfficiencyDocument3 pagesUnit 4 - Worksheet - 4.3 Heat EfficiencyJestony MatillaNo ratings yet
- Flowsheet MonsantoDocument3 pagesFlowsheet MonsantodelifaNo ratings yet
- Indian PatentDocument6 pagesIndian PatentCHANDANNo ratings yet
- BESCOM Tariff Order Summary and Savings Calculation 2023-24Document3 pagesBESCOM Tariff Order Summary and Savings Calculation 2023-24Harsh Singh100% (1)
- Fault Detection, Indication & Protection of Induction Motor by Several Modified TechniquesDocument3 pagesFault Detection, Indication & Protection of Induction Motor by Several Modified TechniquesIJSTENo ratings yet
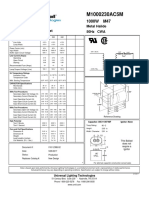
- M1000230AC5MDocument1 pageM1000230AC5MPlant Site KMI-KJANo ratings yet
- 0.4"alphanumeric LED Displays: LTP-4323/4823 SeriesDocument4 pages0.4"alphanumeric LED Displays: LTP-4323/4823 Seriesoswado gomez monroyNo ratings yet
- Lec 22Document23 pagesLec 22Abhijit NathNo ratings yet
- Harver: Split Magnetic Induction Water Heater BYDocument7 pagesHarver: Split Magnetic Induction Water Heater BYfritzzagNo ratings yet
- Thermal Energy Storage: The Benefits of Ice-BasedDocument4 pagesThermal Energy Storage: The Benefits of Ice-BasedinnuRVNo ratings yet
- Module I - Coating Application.Document35 pagesModule I - Coating Application.aamirsaddiq100% (1)
- Physics Investigatory ProjectDocument18 pagesPhysics Investigatory ProjectIDCareNo ratings yet
- EU SME Centre Report Smart Cities in China Jan 2016Document35 pagesEU SME Centre Report Smart Cities in China Jan 2016Anonymous 0H0hbmNo ratings yet
- ML14028A565Document644 pagesML14028A565LoffeguttNo ratings yet
- SeriesCCatalog CWB FanDocument36 pagesSeriesCCatalog CWB Fanmarjan 01No ratings yet