
Zavarivanje 2014
Zavarivanje 2014
You might also like
- Preporuke Za Izolatore SN MrezeDocument334 pagesPreporuke Za Izolatore SN MrezemaxvanmaxNo ratings yet
- UIC 864-1 Vijak Za Prag - HR - 1982Document26 pagesUIC 864-1 Vijak Za Prag - HR - 1982Goran DjordjevićNo ratings yet
- Zavarivanje 2016 SkriptaDocument15 pagesZavarivanje 2016 SkriptaAmila KemfeljaNo ratings yet
- Odravanje LiftovaDocument20 pagesOdravanje LiftovaEmir Kurspahic100% (1)
- Biodom - Uputstva Za Upotrebu BIODOM Model 2010 Dva Kabla PDFDocument26 pagesBiodom - Uputstva Za Upotrebu BIODOM Model 2010 Dva Kabla PDFMuhidin Kozica50% (2)
- Lipidi I Bazna UljaDocument23 pagesLipidi I Bazna UljaNermina HodzicNo ratings yet
- 18.02.2013. P4 MeđunarodniDocument6 pages18.02.2013. P4 MeđunarodniKarlo ČorhodžićNo ratings yet
- Tehničke Upute Za Upotrebu I Održavanje Proizvoda TrimoDocument16 pagesTehničke Upute Za Upotrebu I Održavanje Proizvoda Trimoirena_sapitNo ratings yet
- HP 5-3Document8 pagesHP 5-3MerimaNo ratings yet
- 6.2. Odrzavanje Broda I Remontni RadoviDocument18 pages6.2. Odrzavanje Broda I Remontni RadoviBosko JanovicNo ratings yet
- Izbor I Primjena Strojeva Za Zbijanje TlaDocument46 pagesIzbor I Primjena Strojeva Za Zbijanje Tlagrom12No ratings yet
- ETICS Smjernice HUPFASDocument56 pagesETICS Smjernice HUPFASSasa DrnjevicNo ratings yet
- Katalog Ležišta I Dilatacija Proizvođač MOSTOGRADNJADocument39 pagesKatalog Ležišta I Dilatacija Proizvođač MOSTOGRADNJAJose MariaNo ratings yet
- Skripta ZGRADEDocument19 pagesSkripta ZGRADELuka RosoNo ratings yet
- Projektni Zadatak Zavarivanje GasovodaDocument30 pagesProjektni Zadatak Zavarivanje GasovodaEsmir ĐozoNo ratings yet
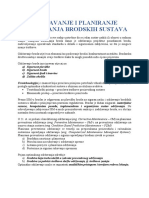
- Pregled I Planiranje Održavanja Brodskih SustavaDocument11 pagesPregled I Planiranje Održavanja Brodskih SustavaLeon MakajNo ratings yet
- Betonski RadoviDocument7 pagesBetonski RadoviAminNo ratings yet
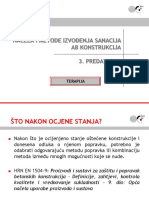
- Predavanje Nacela I MetodeDocument96 pagesPredavanje Nacela I MetodeSafet DzajicNo ratings yet
- EN ISO 3834-3 - AmarDocument23 pagesEN ISO 3834-3 - AmarAmmar ČabaravdićNo ratings yet
- ZavarivanjeDocument14 pagesZavarivanjeDanijelNo ratings yet
- Projekt Instalacija Vodovoda I KanalizacijeDocument33 pagesProjekt Instalacija Vodovoda I KanalizacijedanegeotehnikaNo ratings yet
- Dimovodni SustavDocument44 pagesDimovodni Sustavdundovicdavor9No ratings yet
- Tehnički Nadzor I KlasifikacijaDocument10 pagesTehnički Nadzor I KlasifikacijaDanijel LadasicNo ratings yet
- Lijepljeni Lamelirani NosaciDocument65 pagesLijepljeni Lamelirani NosaciDzevad HuseinovicNo ratings yet
- Montaža Proizvoda-Dio ZavarivanjeDocument19 pagesMontaža Proizvoda-Dio ZavarivanjeGogo P100% (1)
- Zaštita Na Radu Vulkanizerske RadioniceDocument12 pagesZaštita Na Radu Vulkanizerske Radionicemakica093No ratings yet
- T III - 009 - Greske - Pukotine - VU-VarazdinDocument51 pagesT III - 009 - Greske - Pukotine - VU-Varazdinig888No ratings yet
- Zavarljivost ČelikaDocument7 pagesZavarljivost ČelikaAnes RamicNo ratings yet
- Seminarski pptDAADocument19 pagesSeminarski pptDAAAmirNo ratings yet
- Brod2003 3Document5 pagesBrod2003 3Дражен ПетковићNo ratings yet
- Katalog CijeviDocument28 pagesKatalog CijeviSliniša Sklizoguzić100% (1)
- Proračun Hale Po ECDocument112 pagesProračun Hale Po ECAleksandar IlicNo ratings yet
- IZVORI OPASNOSTI I MJERE ZA ZASTITU NA RADU - Instalacije Grijanja April 07 2020 JusufDocument3 pagesIZVORI OPASNOSTI I MJERE ZA ZASTITU NA RADU - Instalacije Grijanja April 07 2020 JusufTarik KrivokapaNo ratings yet
- Ispitivanje I Svojstva Materijala 1kDocument11 pagesIspitivanje I Svojstva Materijala 1kIvana MisicNo ratings yet
- Hempel Iso HRDocument21 pagesHempel Iso HRkresimir.mikoc9765No ratings yet
- Zavarivanje EF - ManualDocument8 pagesZavarivanje EF - ManualAnonymous JqN1XeLhNo ratings yet
- Vargoterm CijeviDocument24 pagesVargoterm CijevidarejxNo ratings yet
- Odgovori Na Pitanja Iz Tehničke Klasifikacije I NadzoraDocument53 pagesOdgovori Na Pitanja Iz Tehničke Klasifikacije I NadzoraDenisNo ratings yet
- Ispitivanje KonstrukcijaDocument8 pagesIspitivanje KonstrukcijaJasmina SarajlicNo ratings yet
- Adis Dervić - ZAVRŠNI RAD TEHNOLOGIJA ZAVARIVANJA I ISPITIVANJE KVALITETE ZAVARENOG SPOJA BEŠAVNIH CIJEVIDocument37 pagesAdis Dervić - ZAVRŠNI RAD TEHNOLOGIJA ZAVARIVANJA I ISPITIVANJE KVALITETE ZAVARENOG SPOJA BEŠAVNIH CIJEVIMilan GrujićNo ratings yet
- KNJIGA 3 3.2. Troškovnik J 100 21Document5 pagesKNJIGA 3 3.2. Troškovnik J 100 21Nino KocijanNo ratings yet
- UIC 864-3 Elastične Podloške - HR - 1982Document14 pagesUIC 864-3 Elastične Podloške - HR - 1982Goran DjordjevićNo ratings yet
- Registrator 2: Pravilnik O Tehničkim Mjerama Sa Mjerama Zaštite Pri Eksploataciji Mineralnih Sirovina Dubinskim BušenjemDocument11 pagesRegistrator 2: Pravilnik O Tehničkim Mjerama Sa Mjerama Zaštite Pri Eksploataciji Mineralnih Sirovina Dubinskim BušenjemEnis AvdicNo ratings yet
- Lijepljeni Lamelirani NosačiDocument5 pagesLijepljeni Lamelirani NosačiMatej JelenićNo ratings yet
- Izrada Pravouglog Fasadnog Oluka L 5000mmDocument7 pagesIzrada Pravouglog Fasadnog Oluka L 5000mmasNo ratings yet
- Projektiranje TehnologijaDocument7 pagesProjektiranje TehnologijaDenis Drljepan-MihociNo ratings yet
- ODGOVORIDocument19 pagesODGOVORIivanlazanskifbNo ratings yet
- ZAVARIVANJE-izvanredni 2022 23Document11 pagesZAVARIVANJE-izvanredni 2022 23drago.andres9No ratings yet
- En 5817 2014 PrevodDocument3 pagesEn 5817 2014 PrevodMerimaNo ratings yet
- Zavarivanje 4 Osoblje Za Koordinaciju 1Document14 pagesZavarivanje 4 Osoblje Za Koordinaciju 1Milica AnticNo ratings yet
- Drvene Konstrukcije - 7 Lijepljeni Lamelirani NosaciDocument65 pagesDrvene Konstrukcije - 7 Lijepljeni Lamelirani Nosacityler_achillesNo ratings yet
- Kovinoplastika Okovi CMP E5 Za DrvoDocument40 pagesKovinoplastika Okovi CMP E5 Za DrvonamkvalNo ratings yet
- Posude Pod Pritiskom - 1Document54 pagesPosude Pod Pritiskom - 1Osman CehajicNo ratings yet
- Oplate I SkeleDocument24 pagesOplate I SkeleTopaca PaecNo ratings yet
- Uvod I Zakoni TermodinamikeDocument27 pagesUvod I Zakoni TermodinamikeMedina HodzicNo ratings yet
- Seminarski Rad Boje I Druga Opticka Svojstva NamirnicaDocument14 pagesSeminarski Rad Boje I Druga Opticka Svojstva NamirnicaNermina HodzicNo ratings yet
- Procesi S Vodom I Vodenom ParomDocument23 pagesProcesi S Vodom I Vodenom ParomNermina HodzicNo ratings yet
- Prijenos ToplineDocument34 pagesPrijenos ToplineNermina HodzicNo ratings yet
- PRIJENOS TOPLINe UvodDocument6 pagesPRIJENOS TOPLINe UvodNermina HodzicNo ratings yet
- Otvoreni SustaviDocument17 pagesOtvoreni SustaviNermina HodzicNo ratings yet
- HEMIJSKA TERMODINAMIKA - I Zakon T, Entalpija EntropijaDocument123 pagesHEMIJSKA TERMODINAMIKA - I Zakon T, Entalpija EntropijaNermina HodzicNo ratings yet
- Seminarski Rad-Mjerenje MomentaDocument15 pagesSeminarski Rad-Mjerenje MomentaNermina HodzicNo ratings yet
- Uvod U Kemijsku AnalizuDocument259 pagesUvod U Kemijsku AnalizuNermina HodzicNo ratings yet
- Proračun Remenskih PrijenosaDocument23 pagesProračun Remenskih Prijenosaipokm910% (1)
- Vjezbe ZadaciDocument18 pagesVjezbe ZadaciNermina HodzicNo ratings yet





























































You might also like
- Preporuke Za Izolatore SN MrezeDocument334 pagesPreporuke Za Izolatore SN MrezemaxvanmaxNo ratings yet
- UIC 864-1 Vijak Za Prag - HR - 1982Document26 pagesUIC 864-1 Vijak Za Prag - HR - 1982Goran DjordjevićNo ratings yet
- Zavarivanje 2016 SkriptaDocument15 pagesZavarivanje 2016 SkriptaAmila KemfeljaNo ratings yet
- Odravanje LiftovaDocument20 pagesOdravanje LiftovaEmir Kurspahic100% (1)
- Biodom - Uputstva Za Upotrebu BIODOM Model 2010 Dva Kabla PDFDocument26 pagesBiodom - Uputstva Za Upotrebu BIODOM Model 2010 Dva Kabla PDFMuhidin Kozica50% (2)
- Lipidi I Bazna UljaDocument23 pagesLipidi I Bazna UljaNermina HodzicNo ratings yet
- 18.02.2013. P4 MeđunarodniDocument6 pages18.02.2013. P4 MeđunarodniKarlo ČorhodžićNo ratings yet
- Tehničke Upute Za Upotrebu I Održavanje Proizvoda TrimoDocument16 pagesTehničke Upute Za Upotrebu I Održavanje Proizvoda Trimoirena_sapitNo ratings yet
- HP 5-3Document8 pagesHP 5-3MerimaNo ratings yet
- 6.2. Odrzavanje Broda I Remontni RadoviDocument18 pages6.2. Odrzavanje Broda I Remontni RadoviBosko JanovicNo ratings yet
- Izbor I Primjena Strojeva Za Zbijanje TlaDocument46 pagesIzbor I Primjena Strojeva Za Zbijanje Tlagrom12No ratings yet
- ETICS Smjernice HUPFASDocument56 pagesETICS Smjernice HUPFASSasa DrnjevicNo ratings yet
- Katalog Ležišta I Dilatacija Proizvođač MOSTOGRADNJADocument39 pagesKatalog Ležišta I Dilatacija Proizvođač MOSTOGRADNJAJose MariaNo ratings yet
- Skripta ZGRADEDocument19 pagesSkripta ZGRADELuka RosoNo ratings yet
- Projektni Zadatak Zavarivanje GasovodaDocument30 pagesProjektni Zadatak Zavarivanje GasovodaEsmir ĐozoNo ratings yet
- Pregled I Planiranje Održavanja Brodskih SustavaDocument11 pagesPregled I Planiranje Održavanja Brodskih SustavaLeon MakajNo ratings yet
- Betonski RadoviDocument7 pagesBetonski RadoviAminNo ratings yet
- Predavanje Nacela I MetodeDocument96 pagesPredavanje Nacela I MetodeSafet DzajicNo ratings yet
- EN ISO 3834-3 - AmarDocument23 pagesEN ISO 3834-3 - AmarAmmar ČabaravdićNo ratings yet
- ZavarivanjeDocument14 pagesZavarivanjeDanijelNo ratings yet
- Projekt Instalacija Vodovoda I KanalizacijeDocument33 pagesProjekt Instalacija Vodovoda I KanalizacijedanegeotehnikaNo ratings yet
- Dimovodni SustavDocument44 pagesDimovodni Sustavdundovicdavor9No ratings yet
- Tehnički Nadzor I KlasifikacijaDocument10 pagesTehnički Nadzor I KlasifikacijaDanijel LadasicNo ratings yet
- Lijepljeni Lamelirani NosaciDocument65 pagesLijepljeni Lamelirani NosaciDzevad HuseinovicNo ratings yet
- Montaža Proizvoda-Dio ZavarivanjeDocument19 pagesMontaža Proizvoda-Dio ZavarivanjeGogo P100% (1)
- Zaštita Na Radu Vulkanizerske RadioniceDocument12 pagesZaštita Na Radu Vulkanizerske Radionicemakica093No ratings yet
- T III - 009 - Greske - Pukotine - VU-VarazdinDocument51 pagesT III - 009 - Greske - Pukotine - VU-Varazdinig888No ratings yet
- Zavarljivost ČelikaDocument7 pagesZavarljivost ČelikaAnes RamicNo ratings yet
- Seminarski pptDAADocument19 pagesSeminarski pptDAAAmirNo ratings yet
- Brod2003 3Document5 pagesBrod2003 3Дражен ПетковићNo ratings yet
- Katalog CijeviDocument28 pagesKatalog CijeviSliniša Sklizoguzić100% (1)
- Proračun Hale Po ECDocument112 pagesProračun Hale Po ECAleksandar IlicNo ratings yet
- IZVORI OPASNOSTI I MJERE ZA ZASTITU NA RADU - Instalacije Grijanja April 07 2020 JusufDocument3 pagesIZVORI OPASNOSTI I MJERE ZA ZASTITU NA RADU - Instalacije Grijanja April 07 2020 JusufTarik KrivokapaNo ratings yet
- Ispitivanje I Svojstva Materijala 1kDocument11 pagesIspitivanje I Svojstva Materijala 1kIvana MisicNo ratings yet
- Hempel Iso HRDocument21 pagesHempel Iso HRkresimir.mikoc9765No ratings yet
- Zavarivanje EF - ManualDocument8 pagesZavarivanje EF - ManualAnonymous JqN1XeLhNo ratings yet
- Vargoterm CijeviDocument24 pagesVargoterm CijevidarejxNo ratings yet
- Odgovori Na Pitanja Iz Tehničke Klasifikacije I NadzoraDocument53 pagesOdgovori Na Pitanja Iz Tehničke Klasifikacije I NadzoraDenisNo ratings yet
- Ispitivanje KonstrukcijaDocument8 pagesIspitivanje KonstrukcijaJasmina SarajlicNo ratings yet
- Adis Dervić - ZAVRŠNI RAD TEHNOLOGIJA ZAVARIVANJA I ISPITIVANJE KVALITETE ZAVARENOG SPOJA BEŠAVNIH CIJEVIDocument37 pagesAdis Dervić - ZAVRŠNI RAD TEHNOLOGIJA ZAVARIVANJA I ISPITIVANJE KVALITETE ZAVARENOG SPOJA BEŠAVNIH CIJEVIMilan GrujićNo ratings yet
- KNJIGA 3 3.2. Troškovnik J 100 21Document5 pagesKNJIGA 3 3.2. Troškovnik J 100 21Nino KocijanNo ratings yet
- UIC 864-3 Elastične Podloške - HR - 1982Document14 pagesUIC 864-3 Elastične Podloške - HR - 1982Goran DjordjevićNo ratings yet
- Registrator 2: Pravilnik O Tehničkim Mjerama Sa Mjerama Zaštite Pri Eksploataciji Mineralnih Sirovina Dubinskim BušenjemDocument11 pagesRegistrator 2: Pravilnik O Tehničkim Mjerama Sa Mjerama Zaštite Pri Eksploataciji Mineralnih Sirovina Dubinskim BušenjemEnis AvdicNo ratings yet
- Lijepljeni Lamelirani NosačiDocument5 pagesLijepljeni Lamelirani NosačiMatej JelenićNo ratings yet
- Izrada Pravouglog Fasadnog Oluka L 5000mmDocument7 pagesIzrada Pravouglog Fasadnog Oluka L 5000mmasNo ratings yet
- Projektiranje TehnologijaDocument7 pagesProjektiranje TehnologijaDenis Drljepan-MihociNo ratings yet
- ODGOVORIDocument19 pagesODGOVORIivanlazanskifbNo ratings yet
- ZAVARIVANJE-izvanredni 2022 23Document11 pagesZAVARIVANJE-izvanredni 2022 23drago.andres9No ratings yet
- En 5817 2014 PrevodDocument3 pagesEn 5817 2014 PrevodMerimaNo ratings yet
- Zavarivanje 4 Osoblje Za Koordinaciju 1Document14 pagesZavarivanje 4 Osoblje Za Koordinaciju 1Milica AnticNo ratings yet
- Drvene Konstrukcije - 7 Lijepljeni Lamelirani NosaciDocument65 pagesDrvene Konstrukcije - 7 Lijepljeni Lamelirani Nosacityler_achillesNo ratings yet
- Kovinoplastika Okovi CMP E5 Za DrvoDocument40 pagesKovinoplastika Okovi CMP E5 Za DrvonamkvalNo ratings yet
- Posude Pod Pritiskom - 1Document54 pagesPosude Pod Pritiskom - 1Osman CehajicNo ratings yet
- Oplate I SkeleDocument24 pagesOplate I SkeleTopaca PaecNo ratings yet
- Uvod I Zakoni TermodinamikeDocument27 pagesUvod I Zakoni TermodinamikeMedina HodzicNo ratings yet
- Seminarski Rad Boje I Druga Opticka Svojstva NamirnicaDocument14 pagesSeminarski Rad Boje I Druga Opticka Svojstva NamirnicaNermina HodzicNo ratings yet
- Procesi S Vodom I Vodenom ParomDocument23 pagesProcesi S Vodom I Vodenom ParomNermina HodzicNo ratings yet
- Prijenos ToplineDocument34 pagesPrijenos ToplineNermina HodzicNo ratings yet
- PRIJENOS TOPLINe UvodDocument6 pagesPRIJENOS TOPLINe UvodNermina HodzicNo ratings yet
- Otvoreni SustaviDocument17 pagesOtvoreni SustaviNermina HodzicNo ratings yet
- HEMIJSKA TERMODINAMIKA - I Zakon T, Entalpija EntropijaDocument123 pagesHEMIJSKA TERMODINAMIKA - I Zakon T, Entalpija EntropijaNermina HodzicNo ratings yet
- Seminarski Rad-Mjerenje MomentaDocument15 pagesSeminarski Rad-Mjerenje MomentaNermina HodzicNo ratings yet
- Uvod U Kemijsku AnalizuDocument259 pagesUvod U Kemijsku AnalizuNermina HodzicNo ratings yet
- Proračun Remenskih PrijenosaDocument23 pagesProračun Remenskih Prijenosaipokm910% (1)
- Vjezbe ZadaciDocument18 pagesVjezbe ZadaciNermina HodzicNo ratings yet