You might also like
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Document43 pagesCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- NDT PDFDocument36 pagesNDT PDFAgung SatyaNo ratings yet
- Tinuvin TinopalDocument32 pagesTinuvin TinopalCesar MartinezNo ratings yet
- Welding Procedure Specification (WPS) of The ManufacturerDocument9 pagesWelding Procedure Specification (WPS) of The ManufacturerfallalovaldesNo ratings yet
- Ammonia Application, Thermosyphon Cooling & Other Refrigeration Developments - PHDocument10 pagesAmmonia Application, Thermosyphon Cooling & Other Refrigeration Developments - PHVee SundarNo ratings yet
- 250D 7eDocument7 pages250D 7eharshal161987100% (1)
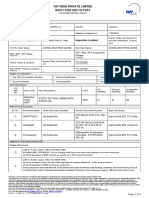
- Tuv India Private Limited: Inspection Visit ReportDocument5 pagesTuv India Private Limited: Inspection Visit ReportAkhtar aliNo ratings yet
- Magnetic Particle Testing ReporDocument2 pagesMagnetic Particle Testing ReporGabriela MotaNo ratings yet
- CV-AIT KOUFI Metallurgist Engineer - QAQC Welding NDT Coating Head DPT - EnGDocument3 pagesCV-AIT KOUFI Metallurgist Engineer - QAQC Welding NDT Coating Head DPT - EnGait.koufiNo ratings yet
- Radiographic Testing Report: EGB-S-RT-0002Document4 pagesRadiographic Testing Report: EGB-S-RT-0002Tuấn ĐậuNo ratings yet
- Ttransition JointsDocument15 pagesTtransition JointsAdil HasanovNo ratings yet
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Nde ProceduresDocument66 pagesNde Proceduressoumaya yahyaouiNo ratings yet
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Welding Defects: BY BYDocument63 pagesWelding Defects: BY BYSurendra KamalNo ratings yet
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- API 1104 ComplateDocument24 pagesAPI 1104 ComplateAwale UdinNo ratings yet
- 1 WPS & PQRDocument2 pages1 WPS & PQRManoranjan sharmaNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- 8384-2602-SQ-0720 B1 Spec Welding and NDTDocument100 pages8384-2602-SQ-0720 B1 Spec Welding and NDTHướng PhạmNo ratings yet
- APSM WPS 008R Rev. 0Document3 pagesAPSM WPS 008R Rev. 0Amir NorNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- MEENA Internation NDT TrainingDocument45 pagesMEENA Internation NDT Trainingahmzahid100% (1)
- WeldDocs WPSDocument2 pagesWeldDocs WPSMDSIKKU_2005No ratings yet
- Weldment Visual Inspection RequirementsDocument10 pagesWeldment Visual Inspection RequirementsKarthik P MuraliNo ratings yet
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection ProcedureAvneet MaanNo ratings yet
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانNo ratings yet
- Weld Visual ExaminationDocument11 pagesWeld Visual ExaminationAnonymous hBBam1n100% (3)
- NDTDocument38 pagesNDTNishant B MayekarNo ratings yet
- UT ReportDocument5 pagesUT ReportMohamed SiddiqueNo ratings yet
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Document24 pagesPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASINo ratings yet
- Welding Qualification As Per AWS D1.1Document19 pagesWelding Qualification As Per AWS D1.1Ouni AchrefNo ratings yet
- Note-8 WQT-Material, Position and Acceptance CriteriaDocument19 pagesNote-8 WQT-Material, Position and Acceptance Criteriamrbart_88No ratings yet
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNo ratings yet
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulNo ratings yet
- Post Weld Heat TreatmentDocument10 pagesPost Weld Heat Treatmentcristian291011No ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney Duke100% (1)
- D T LabDocument30 pagesD T LabMahmoud Alwasif100% (1)
- Alumana Welder IDDocument7 pagesAlumana Welder IDZuberYousufNo ratings yet
- PT NDT ProcedureDocument5 pagesPT NDT ProcedureMohamed AbubackerNo ratings yet
- Ndic MFL A 10rev03!26!2010 SignedDocument10 pagesNdic MFL A 10rev03!26!2010 SignedMarcus ThomasNo ratings yet
- Visual Testing of Asme Codes & Iso Standars Differences and SimilaritiesDocument2 pagesVisual Testing of Asme Codes & Iso Standars Differences and SimilaritiesNaik Kiran GopiNo ratings yet
- Acceptance Criteria For Weld DefectsDocument2 pagesAcceptance Criteria For Weld DefectsBaljee Singh100% (2)
- ET NDT Sample Test Report FormatDocument1 pageET NDT Sample Test Report Formatanas dwiNo ratings yet
- 331-03-En Magnetic Particle TestingDocument7 pages331-03-En Magnetic Particle Testingbhavin178No ratings yet
- Approved Weld Procedure SpecificationsDocument38 pagesApproved Weld Procedure SpecificationsJohan0001No ratings yet
- NDT - Dye PenetrateDocument10 pagesNDT - Dye PenetrateAbuja sygNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- NTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportDocument2 pagesNTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportBalkishan DyavanapellyNo ratings yet
- Inspection & NDT ControlDocument2 pagesInspection & NDT ControlRyan Gillespie75% (4)
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- Inspection In Manufacturing A Complete Guide - 2020 EditionFrom EverandInspection In Manufacturing A Complete Guide - 2020 EditionNo ratings yet
- Weld Inspection and RepairDocument23 pagesWeld Inspection and RepairIlter KocamanNo ratings yet
- 10 - Destructive and Non-Destructive Tests Os WeldsDocument20 pages10 - Destructive and Non-Destructive Tests Os WeldsRamu Amara0% (1)
- Non Destructive TestingDocument78 pagesNon Destructive Testingsomashutosh100% (1)
- Destructive TestingDocument4 pagesDestructive TestingPramod PamuNo ratings yet
- G 10 - MOD 5 (File Used in Workshop)Document18 pagesG 10 - MOD 5 (File Used in Workshop)Deepak Kumar Kant KesriNo ratings yet
- Implementation Rules For Compulsory Certification of Electrical and Electronic ProductsDocument20 pagesImplementation Rules For Compulsory Certification of Electrical and Electronic ProductsDeepak Kumar Kant KesriNo ratings yet
- Cswip QuestioDocument15 pagesCswip Questioniminkp123100% (1)
- Implementation Rules For Compulsory Certification of Electrical and Electronic ProductsDocument20 pagesImplementation Rules For Compulsory Certification of Electrical and Electronic ProductsDeepak Kumar Kant KesriNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- Jig ManufacturingDocument13 pagesJig ManufacturingAnurag JoshiNo ratings yet
- G 10 - MOD 5 (File Used in Workshop)Document18 pagesG 10 - MOD 5 (File Used in Workshop)Deepak Kumar Kant KesriNo ratings yet
- Welding Power SupplyDocument3 pagesWelding Power SupplyDeepak Kumar Kant KesriNo ratings yet
- Borrowed Features of ConstitutionDocument3 pagesBorrowed Features of ConstitutionDeepak Kumar Kant KesriNo ratings yet
- Cricket Facts: Clerk RecruitmentDocument4 pagesCricket Facts: Clerk RecruitmentDeepak Kumar Kant KesriNo ratings yet
- Hockey Facts: Ipl 6 On YoutubeDocument3 pagesHockey Facts: Ipl 6 On YoutubeDeepak Kumar Kant KesriNo ratings yet
- History of India and Indian National Movement PDFDocument51 pagesHistory of India and Indian National Movement PDFViz PrezNo ratings yet
- Bomb As 01Document8 pagesBomb As 01MANTCRUZNo ratings yet
- LCN Door Controls Price Book 2011Document60 pagesLCN Door Controls Price Book 2011Security Lock DistributorsNo ratings yet
- Instalare Senzori de Ploaie Golf IVDocument14 pagesInstalare Senzori de Ploaie Golf IVCosmin ArdeleanNo ratings yet
- 2018 03 Depliant Hydration EN EMAIL PDFDocument24 pages2018 03 Depliant Hydration EN EMAIL PDFGabrielNo ratings yet
- List of Parts For Diy Dremel CNC by Nikodem Bartnik: Part Name Quantity BanggoodDocument6 pagesList of Parts For Diy Dremel CNC by Nikodem Bartnik: Part Name Quantity Banggoodyogesh parmarNo ratings yet
- Air-Conditioning Test RigDocument10 pagesAir-Conditioning Test RigPankaj Thombare100% (1)
- 80010668Document2 pages80010668Marco MendesNo ratings yet
- Coal Stockpile in Indian Power Plants PDFDocument9 pagesCoal Stockpile in Indian Power Plants PDFShashi ShekharNo ratings yet
- 콘크리트 사장교의 장기거동 해석을 위한 예측 모델의 비교Document108 pages콘크리트 사장교의 장기거동 해석을 위한 예측 모델의 비교Jin-hwan KimNo ratings yet
- Post Cereal Web BrochureDocument12 pagesPost Cereal Web BrochureChandra NurikoNo ratings yet
- Stabilization of Soil Using Fly Ash With Ground Granulated Blast Furnace Slag (GGBS) As BinderDocument8 pagesStabilization of Soil Using Fly Ash With Ground Granulated Blast Furnace Slag (GGBS) As BinderBasha FayissaNo ratings yet
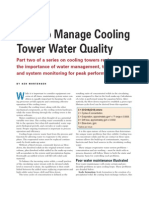
- How To Manage Cooling Tower Water QualityDocument4 pagesHow To Manage Cooling Tower Water QualityTony_Black99100% (1)
- Activity Sheet Quarter 3 - Week 3: Tvl-Afa - (Agricultural Crops Production Ncii)Document7 pagesActivity Sheet Quarter 3 - Week 3: Tvl-Afa - (Agricultural Crops Production Ncii)Ma Luisa Ancog AngsincoNo ratings yet
- CSB Case Study Hoeganaes Dec9 FinalDocument31 pagesCSB Case Study Hoeganaes Dec9 FinalthelaceNo ratings yet
- Loctite Stycast 2762Ft: Technical Data SheetDocument3 pagesLoctite Stycast 2762Ft: Technical Data SheetankitaNo ratings yet
- Pet MSDSDocument0 pagesPet MSDSsahilchemNo ratings yet
- CEP v.107 n.4 2011Document3 pagesCEP v.107 n.4 2011Chava TututiNo ratings yet
- Cable Tray Galvanized Cable Trays A Must!: Posted OnDocument7 pagesCable Tray Galvanized Cable Trays A Must!: Posted OnHARIS AHAMMED100% (1)
- Material Astm A36Document1 pageMaterial Astm A36ramdikaNo ratings yet
- D227 PDFDocument2 pagesD227 PDFArnold RojasNo ratings yet
- Comagrav MT Profi enDocument2 pagesComagrav MT Profi enNiki CiuteanuNo ratings yet
- RUSH PCB INC PresentationDocument23 pagesRUSH PCB INC PresentationRUSH PCB IncNo ratings yet
- Overhead Lines Construction Report.Document41 pagesOverhead Lines Construction Report.Maggie Nyafono100% (1)
- Druck - RPT SeriesDocument2 pagesDruck - RPT Seriesbugoff700No ratings yet
- 330D Texr0431Document24 pages330D Texr0431suwarjitechnic100% (1)
- Mil STD 2073 1d (Appendix A)Document32 pagesMil STD 2073 1d (Appendix A)mtcengineeringNo ratings yet