You might also like
- Oznake MotoraDocument9 pagesOznake MotoraPavle TerzicNo ratings yet
- Goriva Za Dizel Motore IIIDocument20 pagesGoriva Za Dizel Motore IIImihajlovichenkelNo ratings yet
- Težine VijakaDocument26 pagesTežine VijakaAldin AlicNo ratings yet
- Parni Kotlovi I Parne TurbineDocument35 pagesParni Kotlovi I Parne Turbinebraco100% (1)
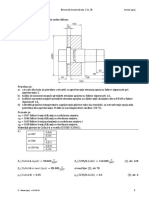
- II Grafički Rad Iz Mašinskih ElemenataDocument7 pagesII Grafički Rad Iz Mašinskih ElemenatadimitrijeilicNo ratings yet
- Seminarski Rad - Koficasti ElevatoriDocument43 pagesSeminarski Rad - Koficasti ElevatoriLuka RadosavljevicNo ratings yet
- Savremeni Materijali Reznih AlataDocument51 pagesSavremeni Materijali Reznih AlataSamra DukićNo ratings yet
- Maturski Rad - Nerazdvojive VezeDocument25 pagesMaturski Rad - Nerazdvojive VezeEmir SilahicNo ratings yet
- Bakar I Njegove Legure SeminarskiDocument25 pagesBakar I Njegove Legure SeminarskiMilan Kalaver0% (1)
- DislokacijeDocument29 pagesDislokacijeSnezana KosticNo ratings yet
- 4 Obrada Plazmom (Pam), 2017Document46 pages4 Obrada Plazmom (Pam), 2017Boris JavorNo ratings yet
- Zavrtanjske VezeDocument34 pagesZavrtanjske VezeBobanNo ratings yet
- Zvonimir Dadic Triboloski PrincipiDocument7 pagesZvonimir Dadic Triboloski PrincipiZvone DadićNo ratings yet
- Hidraulicna Crijeva OznakeDocument16 pagesHidraulicna Crijeva Oznakeelm19780% (1)
- Bravarski Okovi I ElementiDocument36 pagesBravarski Okovi I ElementiIvan ĆileNo ratings yet
- Tomislav Filetin - Pregled Razvoja I Primjene Suvremenih MaterijalaDocument46 pagesTomislav Filetin - Pregled Razvoja I Primjene Suvremenih MaterijalaMarkoGlamuzina100% (1)
- Faze Projektovanja Proizvodnih SistemaDocument42 pagesFaze Projektovanja Proizvodnih SistemaBiljana MiovčićNo ratings yet
- Osnovni Principi I Pravila Primjene Lakog Dizajna U MašinstvuDocument10 pagesOsnovni Principi I Pravila Primjene Lakog Dizajna U MašinstvuMichael SchmithNo ratings yet
- PRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Turn 55 V1Document25 pagesPRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Turn 55 V1Sándor CsikósNo ratings yet
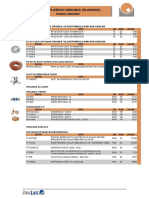
- Podno Grijanje Pipelife CjenikDocument4 pagesPodno Grijanje Pipelife CjenikMiroslav LuladžićNo ratings yet
- Perifleks Dihtung Sundjerasta GumaDocument8 pagesPerifleks Dihtung Sundjerasta Gumaserzo75No ratings yet
- KH Dijagram PDFDocument7 pagesKH Dijagram PDFEsmer Shokata HadzibegićNo ratings yet
- Merenje BrzineDocument18 pagesMerenje BrzineAleksandar PerlićNo ratings yet
- Stabilni Sistemi - Sizgp Vodom Tipa SprinklerDocument23 pagesStabilni Sistemi - Sizgp Vodom Tipa SprinklerchbaneNo ratings yet
- Tehnoloski PostupciDocument19 pagesTehnoloski PostupciEmir HusićNo ratings yet
- Održavanje Sistema Centralnog GrejanjaDocument28 pagesOdržavanje Sistema Centralnog GrejanjaRadomirovic Miladin100% (2)
- K-FLEX - Izolacija CeviDocument9 pagesK-FLEX - Izolacija CevibaneninaNo ratings yet
- Mašinski SistemiDocument18 pagesMašinski SistemiMajstorVuksanNo ratings yet
- Reseni Zadaci Princip Dinamicke RavnotezeDocument8 pagesReseni Zadaci Princip Dinamicke RavnotezevitezixNo ratings yet
- 3.1 - Stezni Spoj - Rješenje - V16.10.26Document3 pages3.1 - Stezni Spoj - Rješenje - V16.10.26Matko JelašićNo ratings yet
- SO1-15 Uzemljivač PDFDocument19 pagesSO1-15 Uzemljivač PDFIvan VidovićNo ratings yet
- Proracun Puznog Reduktora PDFDocument16 pagesProracun Puznog Reduktora PDFvjakovljevicNo ratings yet
- Proracun Cilindricnog Zupcastog para 050506Document4 pagesProracun Cilindricnog Zupcastog para 050506elma spahicNo ratings yet
- ElektromotoriDocument16 pagesElektromotoriBudimir Mijailović0% (1)
- Ispitivanje MaterijalaDocument25 pagesIspitivanje MaterijalaAlmedin VejzovićNo ratings yet
- 2-Zavrtanjske VezeDocument9 pages2-Zavrtanjske Vezemisterno94No ratings yet
- Dijagnostika Upravljackog SistemaDocument14 pagesDijagnostika Upravljackog SistemaDanijel MilkovicNo ratings yet
- Izbor Tehnoloških BazaDocument4 pagesIzbor Tehnoloških BazaDavor LacoNo ratings yet
- 060 VP Cenovnik KanegoDocument58 pages060 VP Cenovnik KanegoDejan Pantic100% (3)
- Maturski Rad-KondenzatoriDocument20 pagesMaturski Rad-KondenzatoriMarko ČalićNo ratings yet
- Komponente Rashladnih SistemaDocument3 pagesKomponente Rashladnih SistemaaaNo ratings yet
- GorivaDocument62 pagesGorivaZdenkoNo ratings yet
- Up - Bas en 1968-03 Ispitivanje Plinskih BocaDocument71 pagesUp - Bas en 1968-03 Ispitivanje Plinskih BocaDragan TadicNo ratings yet
- NavojiDocument21 pagesNavojiLeon100% (1)
- Biomaterijali U MediciniDocument13 pagesBiomaterijali U MediciniMirza Hadzihasanovic0% (1)
- Istorija I Tehnoloski Razvoj LiftovaDocument6 pagesIstorija I Tehnoloski Razvoj Liftovaziokkoiz50% (2)
- Diplomski Rad Zivko KrsticDocument84 pagesDiplomski Rad Zivko KrsticGabrielle89No ratings yet
- Proizvodni Procesi-Layout2015Document21 pagesProizvodni Procesi-Layout2015AndreaKatovicNo ratings yet
- StatistikaDocument16 pagesStatistikaAlmedin VejzovićNo ratings yet
- Masinska MerenjaDocument174 pagesMasinska MerenjaDill Doe80% (5)
- Rastavljive Veze - VijciDocument14 pagesRastavljive Veze - VijciKenan SmjecaninNo ratings yet
- Masinski ElementiDocument486 pagesMasinski ElementiIvan0% (1)
- Usisivači PrašineDocument20 pagesUsisivači PrašineAjdinnNo ratings yet
- Savremeni MaterijaliDocument123 pagesSavremeni MaterijaliNekoJaNo ratings yet
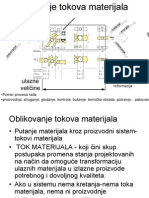
- Tokovi MaterijalaDocument38 pagesTokovi MaterijalaArnela ČerkezovićNo ratings yet
- AAPredavanje 8b - Liveno GvozdjeDocument34 pagesAAPredavanje 8b - Liveno GvozdjeNemanja StankovicNo ratings yet
- Prezentacija o Pojmovima U Lekciji o GvozdjuDocument27 pagesPrezentacija o Pojmovima U Lekciji o GvozdjuroockeyNo ratings yet
- METALURGIJA BAKRA - Konvertiranje KONVERTORDocument16 pagesMETALURGIJA BAKRA - Konvertiranje KONVERTORstoned3dukeNo ratings yet
- 9.mineralna VezivaDocument9 pages9.mineralna VezivaMilanRajkovicNo ratings yet
- Stomatoloski MaterijaliDocument13 pagesStomatoloski Materijalipancer1996No ratings yet